此时,焊接工艺评定试验的负责人应分析具体原因,提出改进措施,重新编制焊接工艺文件,再次进行评定试验,直至评定合格为止。材料类别 根据NB/T 47014,当采用该标准以外的母材进行焊接工艺评定时,应根据该材料的化学成分、力学性能、焊接工艺性参照NB/T 47014的表1进行归类,并填写归类报告。......
2023-07-02
1.焊接工艺评定的程序
焊接工艺评定的主要目的在于证明某一个焊接工艺是否能够获得符合要求的焊接接头,判断该工艺的正确性,而不是评定焊工的技艺水平。焊接工艺评定对焊接工人只要求熟练。焊接工艺评定报告并不直接指导生产,只是焊接工艺规程的支持文件,没有一份或多份焊接工艺评定报告支持的焊接工艺规程是没有意义的。据此,焊接工艺评定的程序,如图8-8所示。
2.焊接工艺评定的步骤
(1)提出焊接工艺评定项目 明确焊缝质量要求和评定试验遵循的标准。根据焊接结构的施工图,归纳出焊缝的形式和板厚组合,根据不同的焊接方法、焊接位置、坡口形式和代表板厚范围,选出典型焊缝进行工艺评定。对于新钢种或首次采用的钢材,在工艺评定试验前还应进行焊接性试验,包括斜y坡口焊接裂纹试验、热影响区最高硬度试验、系列温度冲击试验、钢板Z向性能试验等。
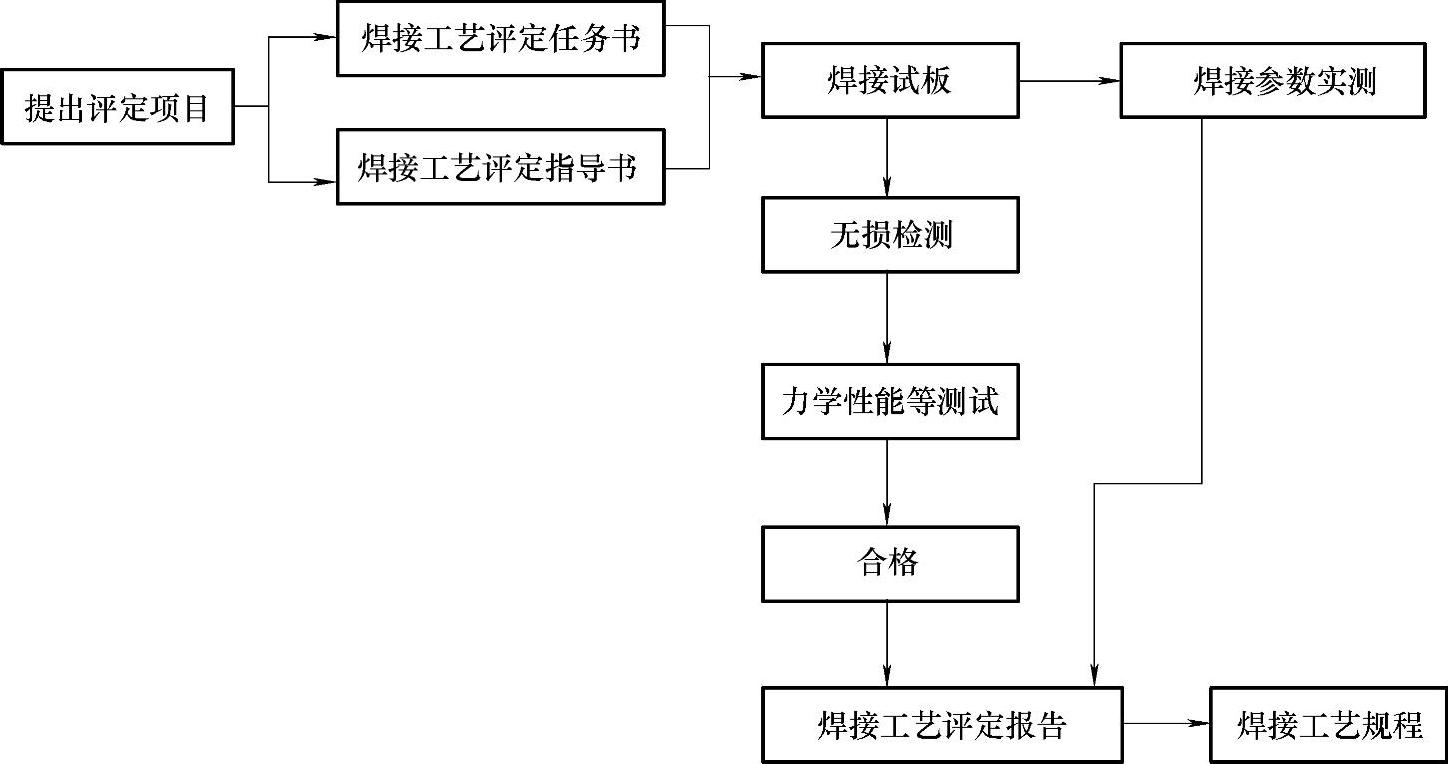
图8-8 焊接工艺评定的程序
(2)编制焊接工艺评定任务书 根据焊接结构件对焊缝的技术要求编制焊接工艺评定任务书,其内容包括焊接工艺评定的依据、评定用钢板、焊缝质量要求(包括焊缝无损检测、力学性能试验或耐蚀性试验等)、试验件的制取标准和数量、焊后热处理和试验进度安排等。
(3)编制焊接工艺评定指导书 对需要进行焊接工艺评定的每一组试件,需编制焊接工艺评定指导书(PWPS),并指导操作者进行焊接试验。
(4)试板的焊接和试验 试板的焊接应严格按照焊接工艺评定指导书的规定,焊后按要求对焊缝进行无损检测、接头力学性能试验和焊后热处理等,并做好施焊记录、无损检测记录、热处理记录和接头力学性能试验结果记录。
(5)整理焊接工艺评定试验报告 工艺评定试验报告应由有关人员审核、最后报总工程师批准。根据工艺评定施焊记录、无损检测记录、热处理记录和接头力学性能试验结果记录,整理焊接工艺评定试验报告。焊接工艺评定试验报告的内容应包括如下内容:
1)母材的牌号、规格、化学成分和力学性能等。
2)焊接材料(包括保护气体和燃气)的牌号、规格、化学成分和力学性能等。
3)试板的组装图示。
4)试件的焊接条件和焊接参数和热处理工艺参数等。
5)焊缝的无损检测结果。
6)接头的力学性能试验结果。
7)结论。
有关焊工:技师、高级技师的文章

此时,焊接工艺评定试验的负责人应分析具体原因,提出改进措施,重新编制焊接工艺文件,再次进行评定试验,直至评定合格为止。材料类别 根据NB/T 47014,当采用该标准以外的母材进行焊接工艺评定时,应根据该材料的化学成分、力学性能、焊接工艺性参照NB/T 47014的表1进行归类,并填写归类报告。......
2023-07-02

焊接工艺评定的目的除了验证焊接工艺规程的正确性外,更重要的是评定制造单位的能力。美国ASME规范认为,焊接工艺评定的目的是确定拟建造的产品满足对预定应用场合提出的各项性能要求的能力。焊接工艺评定报告应有企业管理者或管理者代表审查签字,以保证该企业完成的焊接工艺评定程序的合法性,以及试验结果的可靠性。......
2023-06-28

焊接工艺评定所选用的设备、仪表和辅助机械均应处于正常工作状态;钢材与所用的焊接材料必须符合相应的标准;需由本单位技能熟练的焊工焊接试件,焊缝的热处理也必须由专门从事热处理的工人进行。表8-7 焊接工艺评定的次要因素(续)注:符号“√”表示对该焊接方法为次要参数。④类别号为Ⅱ、组别号为Ⅵ-1母材的评定适用于该类别号或该组别号母材与类别号为Ⅰ母材所组成的焊接接头。......
2023-06-15

4)采用烤枪、切割炬气体火焰或远红外线电加热局部预热,预热范围为坡口及周围200mm。8)采用气割火焰局部或远红外线陶瓷加热器预防白点退火,加热范围为补焊区及周围150~200mm,要进行测温,注意保温缓冷。9)铸钢件非加工面坡口深度超过25mm时,可以采用远红外线陶瓷加热器进行局部去应力,保温时间按每20mm补焊厚度30min计算,注意采用保温棉覆盖保温缓冷。10)焊缝质量检查。......
2023-06-28
焊接工艺评定试件应由该工程施工企业中持证的焊接人员施焊。焊接工艺评定结果不合格时,允许在原焊件上重新加倍取样进行检验。对于焊接难度等级为A、B、C级的钢结构工程,其焊接工艺评定有限期为5年。Ⅲ、Ⅳ类中钢材的栓钉焊接工艺评定试验不得相互替代。非熔化极气体保护焊时,下列条件之一发生变化,应重新进行工艺评定:1)保护气体种类的变换。......
2023-08-22
(一)监督检验步骤监督检验步骤见图1-2。各类试验项目检验顺序为:平衡系数;调整超载保护装置;静态曳引检查(如果有);下行制动工况曳引检查;轿厢与对重限速器-安全钳联动试验;额定载荷运行试验;应急救援试验;上行制动工况曳引检查;空载曳引检查;上行超速保护装置;轿厢意外移动保护装置试验。......
2023-06-25
一般的图像处理流程包括图像预处理、边缘检测、图像分割、特征提取、目标识别与分类或尺寸测量等,如图10-2所示。图10-2机器视觉中的图像处理流程图像预处理由于数字图像采集不同于传统照片拍摄,在采集与传输等环节极易受到干扰,这些干扰将在所得的数字图像中形成噪声,进而对图像数据的处理与识别造成影响。特征提取通常首先将经图像分割而离散的特征信息进行聚类,避免因信息离散而导致的特征信息提取不准确,影响后续处理。......
2023-06-28

评定合格的焊接工艺,对焊缝金属和母材厚度有一定的使用范围。表53 焊接工艺适用于铸钢件的母材厚度和焊缝金属厚度的有效范围当采用两种或两种以上焊接工艺焊接的试件评定合格后,适用于铸钢件的厚度有效范围不得以每种焊接工艺评定后所使用的最大厚度进行叠加。焊接工艺评定报告有完成该项评定试验的焊接工程师填写并签字,内容必须真实完整。除了上述焊接工艺评定的一般程序外,实际评定中还应考虑下列问题。......
2023-06-28
相关推荐