此时,焊接工艺评定试验的负责人应分析具体原因,提出改进措施,重新编制焊接工艺文件,再次进行评定试验,直至评定合格为止。材料类别 根据NB/T 47014,当采用该标准以外的母材进行焊接工艺评定时,应根据该材料的化学成分、力学性能、焊接工艺性参照NB/T 47014的表1进行归类,并填写归类报告。......
2023-07-02
焊接工艺评定所选用的设备、仪表和辅助机械均应处于正常工作状态;钢材与所用的焊接材料必须符合相应的标准;需由本单位技能熟练的焊工焊接试件,焊缝的热处理也必须由专门从事热处理的工人进行。
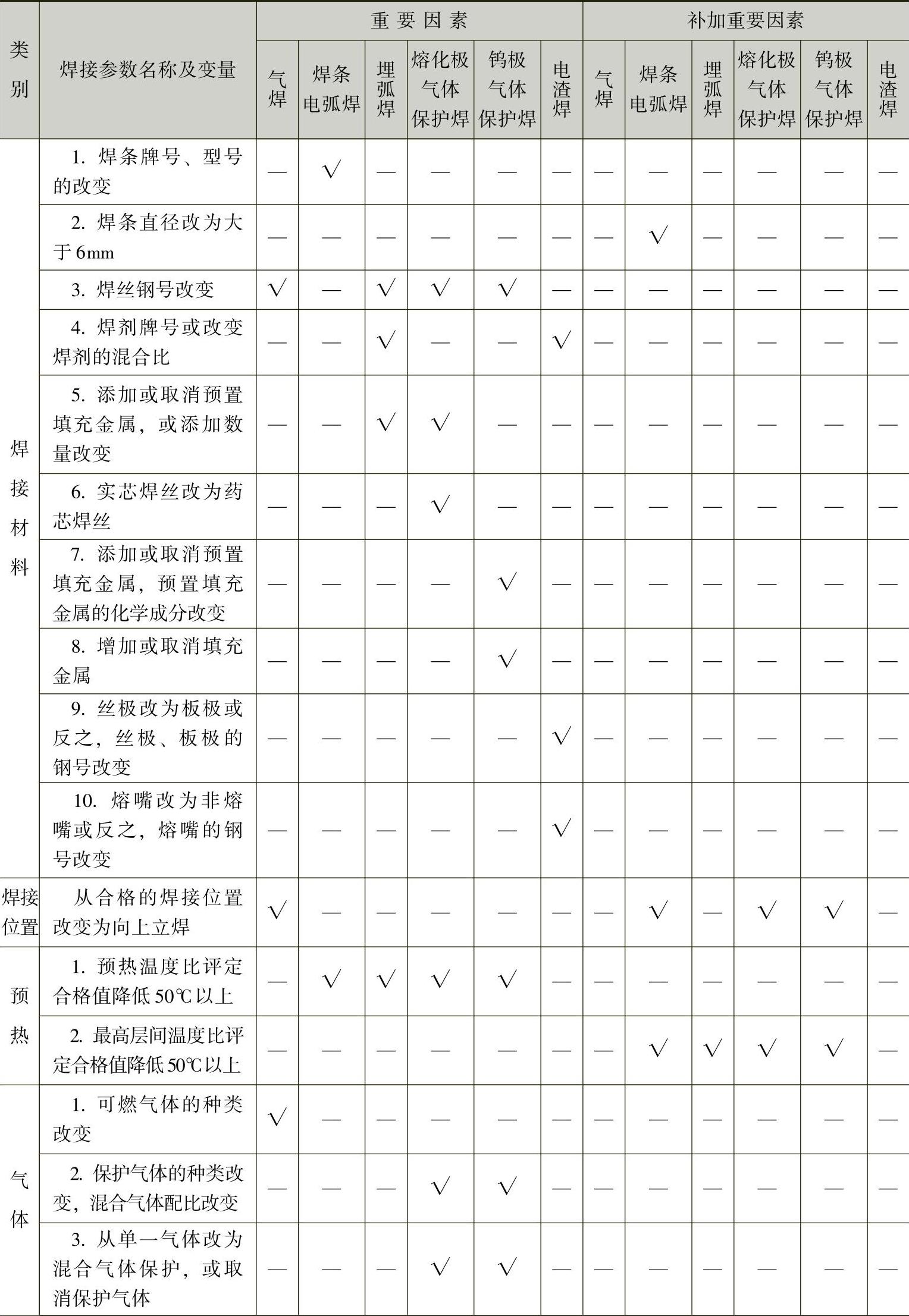
在焊接工艺评定时,将焊接工艺因素分为重要因素、补加重要因素和次要因素。气焊、焊条电弧焊、埋弧焊、熔化极气体保护焊、钨极惰性气体保护焊、等离子弧焊和电渣焊焊接工艺评定的重要因素、补加重要因素和次要因素分别见表8-6和表8-7。当任何一项重要因素变更时,都需要重新进行评定试验;当增加或变更任何一项补加重要因素时,则可按照增加或变更的补加因素增加冲击韧度试件进行试验;当增加或变更次要因素时,不必重新评定焊接工艺,而需要重新编制焊接工艺规程。
凡属下列情况之一者,需要重新进行焊接工艺评定:
1)改变焊接方法,需重新评定。
2)改变焊接材料或施焊单位首次焊接的钢种,需重新评定。为减少焊接工艺评定的数量,将母材按其化学成分、力学性能和焊接性能进行分类与分组,见表8-8。
表8-6 焊接工艺评定的重要因素和补加重要因素
(续)

注:符号“√”表示对该焊接方法为重要参数、补加重要参数。
表8-7 焊接工艺评定的次要因素

(续)
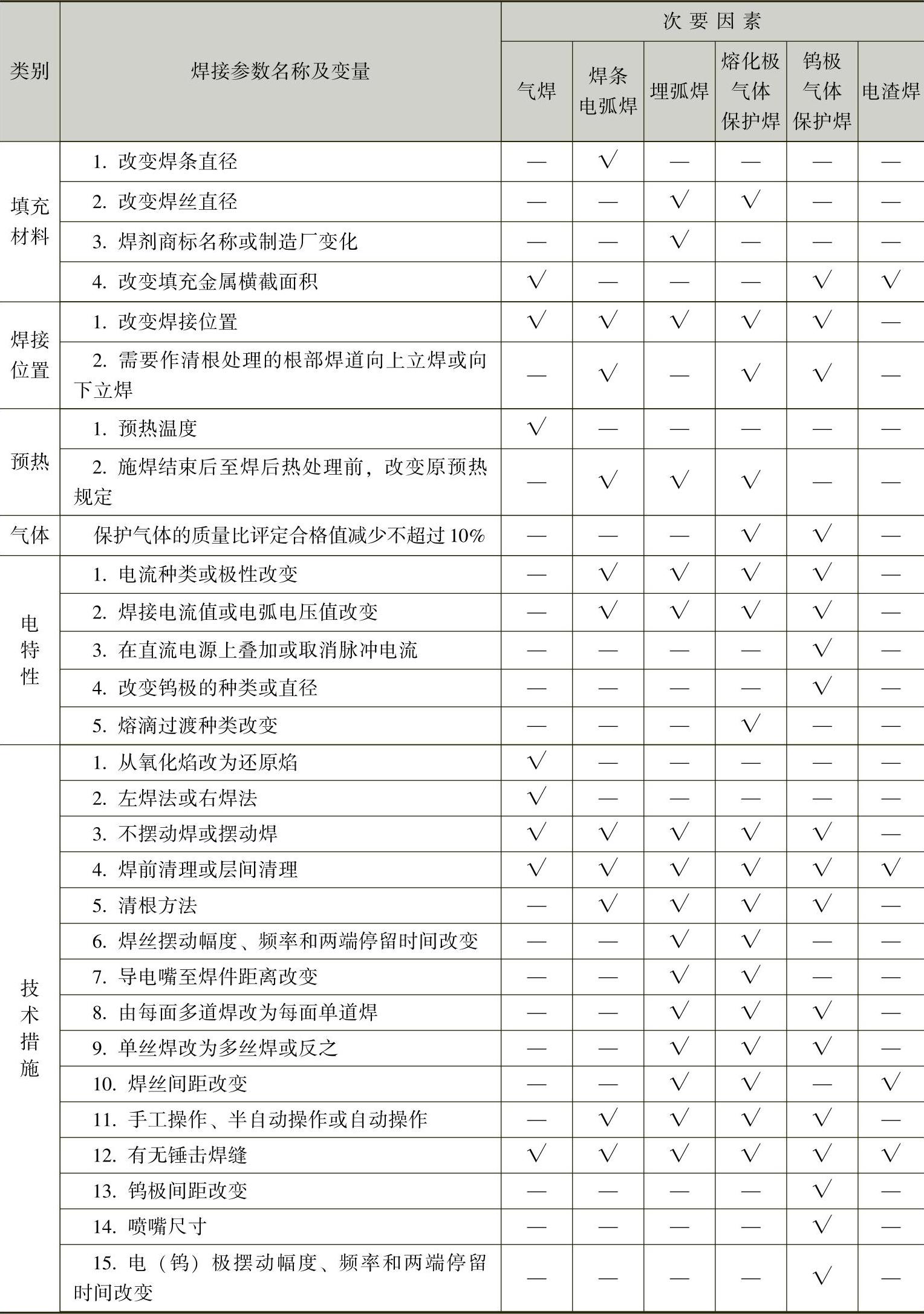
注:符号“√”表示对该焊接方法为次要参数。
表8-8 钢材的分类与分组
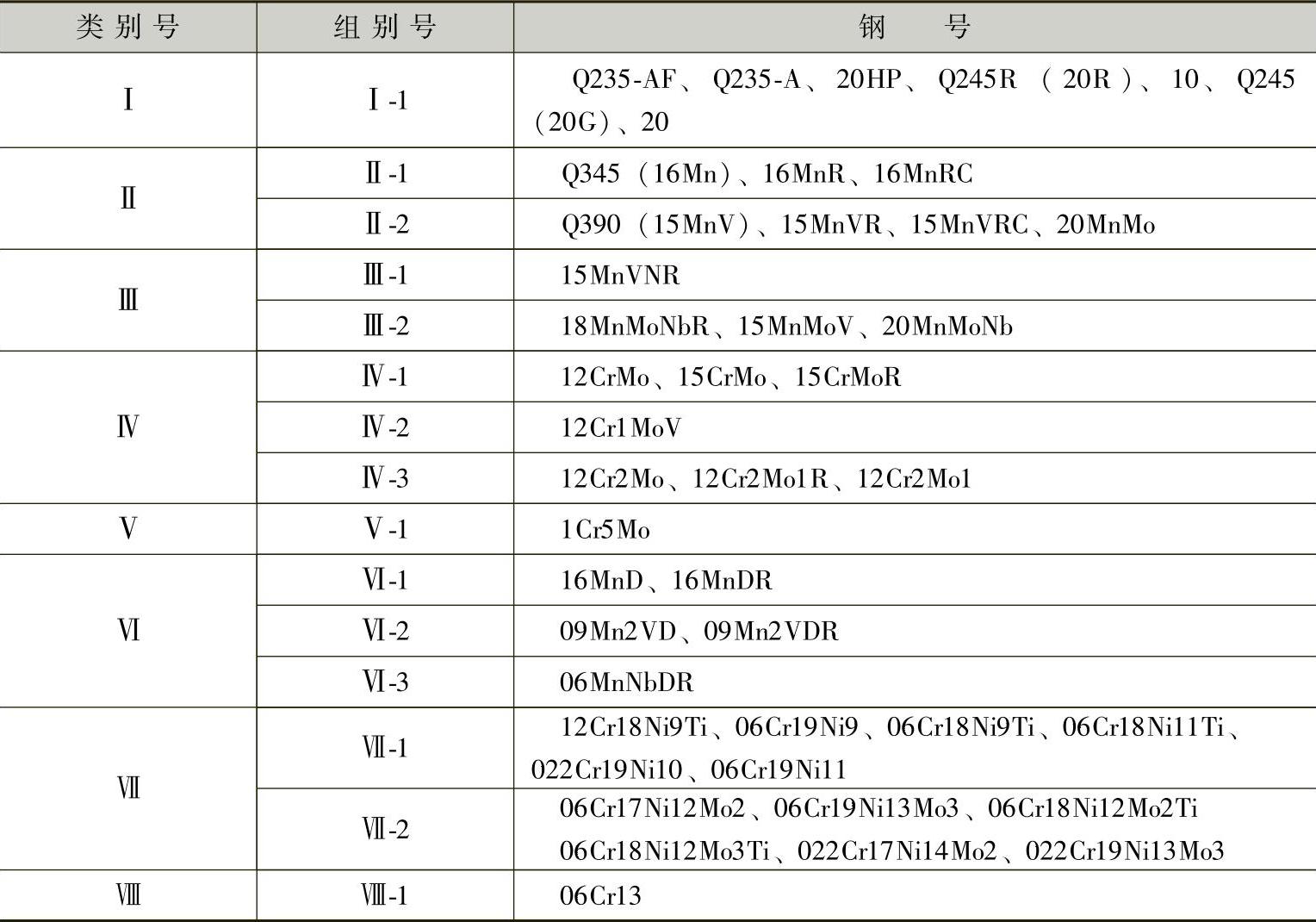
①凡一种母材评定合格的焊接工艺,可用于同组别所包含的其他母材。
②组别号为Ⅵ-1母材的评定适用于Ⅱ-1的母材。
③高组别号母材的评定适用于同组别号母材与低组别号母材组成的焊接接头。
④类别号为Ⅱ、组别号为Ⅵ-1母材的评定适用于该类别号或该组别号母材与类别号为Ⅰ母材所组成的焊接接头。除此之外的不同类别号的母材所组成的焊接接头,即使母材各自都已经评定合格,仍然需要重新评定。
3)若改变焊后热处理类别,则需重新评定。钢种分为不热处理、退火、回火、正火、正火加回火、淬火加回火等。试件的焊后热处理与焊件在制造时的焊后热处理基本相同。在消除应力热处理的温度下,允许试件的保温时间等于焊件制造时累计保温时间的80%。
4)对接焊缝评定合格的焊接工艺,适用于焊件的母材厚度和焊缝金属厚度的有效范围,见表8-9。超出适用有效范围的需要重新评定。
表8-9 焊接工艺评定板厚的有效适用范围 (单位:mm)

5)对各种方法的耐腐蚀层堆焊,凡下列情况之一者,均需要进行重新焊接工艺评定。
①改变或增加焊接方法。
②基体钢材类别号为Ⅳ时,改变组别号。
③改变基体钢材类别号。
④除了横焊、立焊或仰焊位置的评定适用于平焊位置外,改变评定合格的焊接位置。
⑤预热温度比评定范围下限低50℃以上,或层间温度超过评定范围的最大值。
⑥改变焊后热处理类别。
⑦焊后热处理温度下的总保温时间比评定最长保温时间延长25%或更多。
⑧多层焊变为单层堆焊或相反。
⑨变更堆焊电流种类或极性。
⑩对于焊条电弧焊,除了上述九项外,变更焊条牌号、堆焊首层时变更焊条直径或施焊焊接电流比评定范围上限值增大10%以上时,也需要重新评定。
(11)对于埋弧焊、MIG焊、TIG焊,除了上述九项外,变更焊丝(或焊带)钢号、焊剂牌号或焊剂混合比,改变同一熔池焊丝数量,添加或取消附加填充金属,增加或取消焊丝摆动,改变焊丝或附加填充金属的横截面积超过10%,改变焊接热输入或单位长度焊道内熔敷金属体积比评定上限值大10%以上者,均需要重新进行焊接工艺评定。
有关焊工:技师、高级技师的文章

此时,焊接工艺评定试验的负责人应分析具体原因,提出改进措施,重新编制焊接工艺文件,再次进行评定试验,直至评定合格为止。材料类别 根据NB/T 47014,当采用该标准以外的母材进行焊接工艺评定时,应根据该材料的化学成分、力学性能、焊接工艺性参照NB/T 47014的表1进行归类,并填写归类报告。......
2023-07-02

据此,焊接工艺评定的程序,如图8-8所示。根据工艺评定施焊记录、无损检测记录、热处理记录和接头力学性能试验结果记录,整理焊接工艺评定试验报告。......
2023-06-15

焊接工艺评定的目的除了验证焊接工艺规程的正确性外,更重要的是评定制造单位的能力。美国ASME规范认为,焊接工艺评定的目的是确定拟建造的产品满足对预定应用场合提出的各项性能要求的能力。焊接工艺评定报告应有企业管理者或管理者代表审查签字,以保证该企业完成的焊接工艺评定程序的合法性,以及试验结果的可靠性。......
2023-06-28

焊接工艺评定试件应由该工程施工企业中持证的焊接人员施焊。焊接工艺评定结果不合格时,允许在原焊件上重新加倍取样进行检验。对于焊接难度等级为A、B、C级的钢结构工程,其焊接工艺评定有限期为5年。Ⅲ、Ⅳ类中钢材的栓钉焊接工艺评定试验不得相互替代。非熔化极气体保护焊时,下列条件之一发生变化,应重新进行工艺评定:1)保护气体种类的变换。......
2023-08-22
塑料品种很多,性能和用途各有差异。大多数塑料具有优良的电绝缘性,这是因为高分子内部没有自由离子和离子,所以不具有导电能力,但添加剂的加入会使得塑料的电绝缘性能产生一些变化。......
2023-06-26
评定合格的焊接工艺,对焊缝金属和母材厚度有一定的使用范围。表53 焊接工艺适用于铸钢件的母材厚度和焊缝金属厚度的有效范围当采用两种或两种以上焊接工艺焊接的试件评定合格后,适用于铸钢件的厚度有效范围不得以每种焊接工艺评定后所使用的最大厚度进行叠加。焊接工艺评定报告有完成该项评定试验的焊接工程师填写并签字,内容必须真实完整。除了上述焊接工艺评定的一般程序外,实际评定中还应考虑下列问题。......
2023-06-28

模具图中的画法主要按机械制图的国家标准规定,考虑到模具图的特点,允许采用一些常用的习惯画法。即正面在冲模中大多数习惯采用简化画法画弹簧,用双点画线表示。......
2023-06-26

相关推荐