
表10-14 焊接工艺规程(续)(续)......
2023-07-02
一份完整的焊接工艺规程,应当列出为完成符合质量要求的焊缝所必需的全部焊接参数,除了规定直接影响焊缝力学性能的重要工艺参数外,还应规定可能影响焊缝质量和外形的次要工艺参数。如GB/T 19867.1—2005《电弧焊焊接工艺规程》规定了焊接工艺规程的技术内容及焊接工艺规程应当包含执行操作的必要信息。
焊接工艺规程的具体项目包括以下内容:
1.编制单位名称
编制单位的名称应以醒目的字体在焊接工艺规程的显著位置,表明焊接工艺规程是企业的重要质量文件,并且该文件只对本企业适用。
2.焊接工艺规程的编号
为了便于技术文件的管理和检索,对每份焊接工艺规程应进行编号,对相应的焊接工艺指导书也应编号,并注明相应评定报告编号。如果对焊接工艺规程进行了修改,对其版本号应进行标注。
3.焊接接头
在焊接工艺规程中,应对焊接接头进行详细描述,包括母材金属类别及钢号、厚度范围、管子外径、接头形式、坡口尺寸、坡口间隙等,如果采用衬垫,对其材质(钢衬垫或陶质衬垫)和尺寸应进行规定。明确接头制备的方法、清理、去污要求以及接头的装夹和定位焊接要求等。
4.焊接方法、焊接位置和焊接材料
焊接方法是编制焊接工艺规程的重要内容之一。对焊接方法应进行明确规定,焊接方法也可按照GB/T 5185的规定进行标注。焊接的位置应按照GB/T 16672要求填写。对焊接材料的牌号(或型号)、规格应规定,明确焊接材料的保管和使用要求(烘干、大气暴露时间、再烘干等)。如果采用保护气体(单一保护气体或混合气体),应注明气体的纯度、组分和混合比例,并规定保护气体的流量。
5.焊接参数
对于常用的电弧焊焊接方法,焊接参数应包括电流种类、极性、焊接电流、电弧电压、焊接速度等。对于脉冲电弧焊,还应列出脉冲频率、峰值电流、基本电流和脉宽比等参数。对于电阻焊,除了焊接电流外,还应列出通电时间、电极电压或顶锻压力。在摩擦焊中,焊接参数还应包括转速、摩擦力、摩擦时间和顶锻压力。电子束焊的焊接参数包括加速电压、电子束流和焊接速度。脉冲激光焊参数包括脉冲能量和脉冲宽度。连续激光焊参数包括激光功率、焊接速度和光斑直径。
6.预热和道间温度
需要进行焊前预热的焊缝,对其加热方法、预热范围、加热温度范围进行规定。无预热要求时,规定开始焊接之前焊件的最低温度。规定各焊道之间的最高温度(必要时为最低温度),焊接中断时,焊接区域应当预热,保持最低的焊道间温度。
7.后热和焊后热处理
需要进行后热(去氢处理)或焊后热处理的焊缝,对加热方法、温度范围、保温时间、温度升降速度进行规定,应明确热处理名称(调质、正火、正火+回火、回火、退火等)。
8.操作技术
包括焊前清理、焊接位置、背面清根、焊丝伸出长度、焊枪角度、运条方式等,对于厚板焊件或形状复杂易变形的焊件,还应规定焊接方向、焊接顺序。
9.焊接检验方法
焊接检验方法包括外观检查、内部质量检验方法和验收标准等。
10.有关焊接方法的特殊内容
(1)焊条电弧焊(111) 规定每根焊条熔敷的焊道长度或焊接速度。
(2)埋弧焊(12) 对多丝系统而言,为焊丝的数量、配置和极性;导电管/导电嘴至焊件表面的距离;附加的填充金属。
(3)气体保护焊(13) 保护气体的流量和喷嘴直径,焊丝的数量,附加的填充金属,导电嘴/导电管至焊件表面的距离,金属熔滴过渡形态。
(4)非熔化极气体保护焊(14) 钨极的直径和型号,保护气体的流量和喷嘴直径,附加的填充金属。
(5)等离子弧焊(15) 等离子气体参数,如成分、喷嘴直径、流量;保护气体流量及喷嘴直径;焊枪种类;导电管/焊件距离;喷嘴至焊件表面的距离等。
焊接工艺规程的格式可以根据自己的经验设计编写,从本企业实际需要出发,方便生产使用。
对于典型焊缝,需要编制焊接工艺指导书(WPS),焊接工艺指导书可以做成卡片形式,便于焊接操作者携带参照,方便生产,表8-3~表8-5就是对接焊缝、坡口角焊缝、T形角焊缝埋弧焊的焊接工艺指导书的实例。
表8-3 对接焊缝埋弧焊的焊接工艺指导书实例

(续)
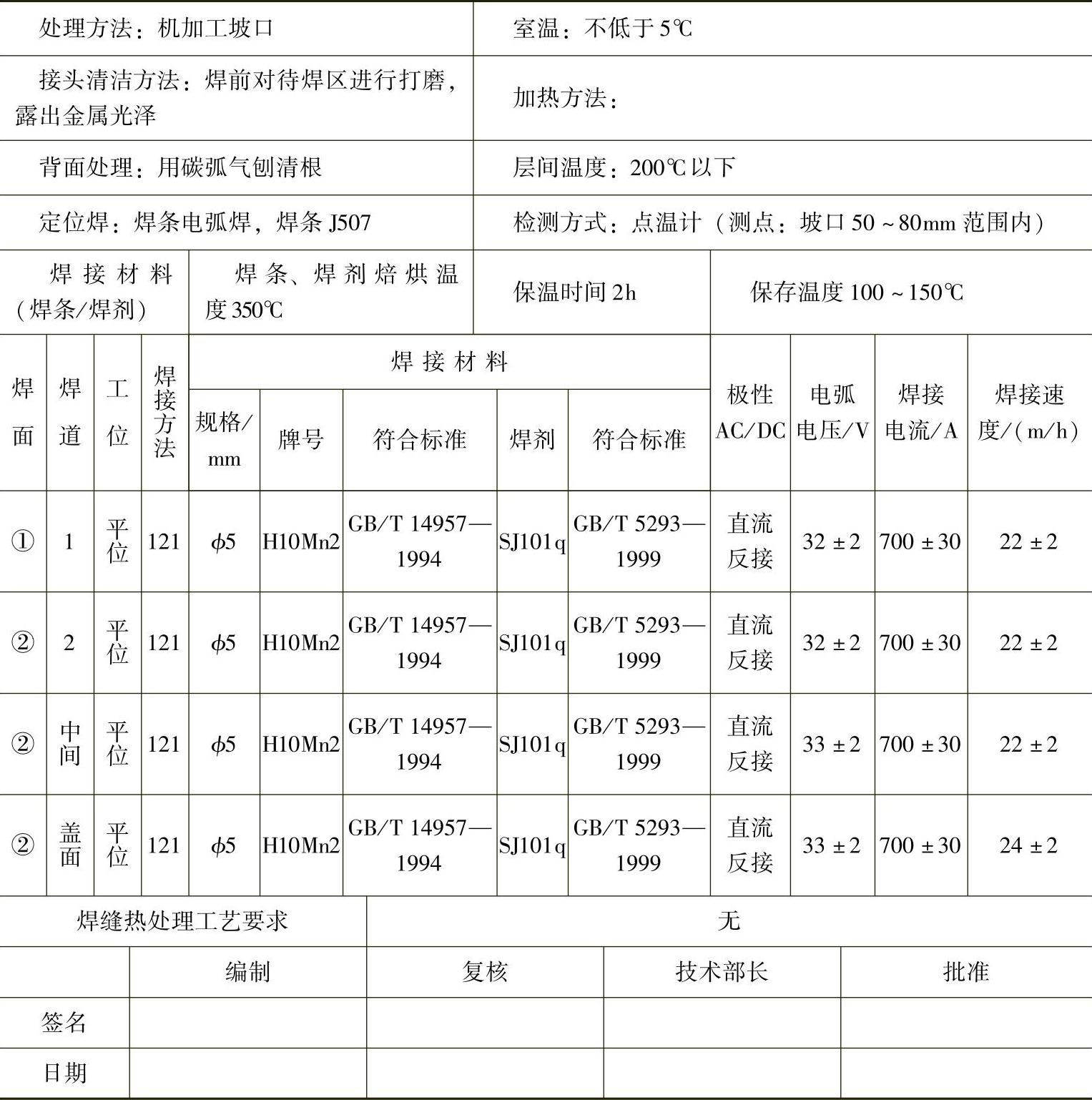
注:121为埋弧焊。
表8-4 坡口角焊缝埋弧焊的焊接工艺指导书实例

(续)
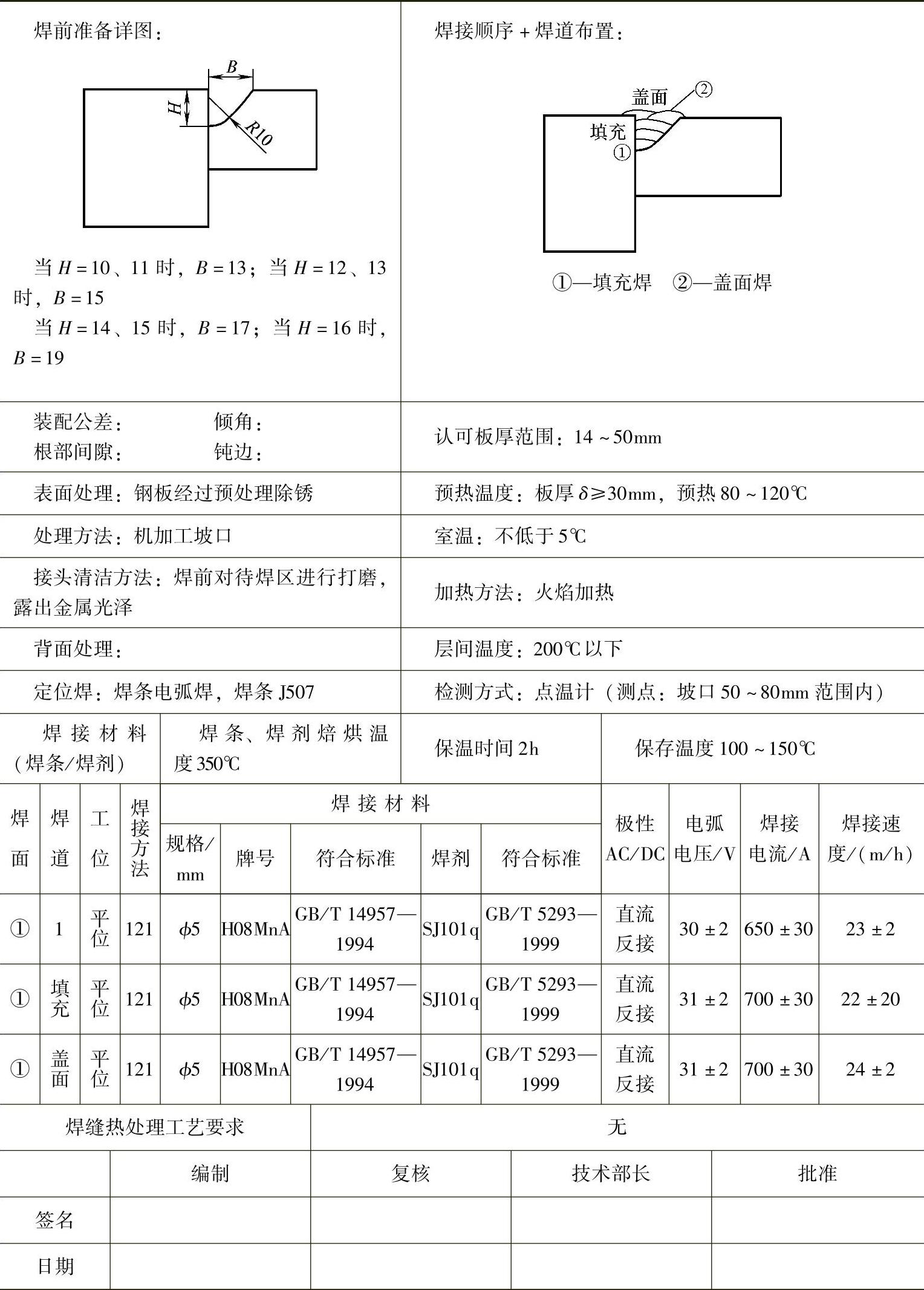
注:121为埋弧焊。
表8-5 T形角焊缝埋弧焊的焊接工艺指导书实例

注:121为埋弧焊。
有关焊工:技师、高级技师的文章

图10-3 斜拉桥索塔钢锚箱典型节段示意图下面以斜拉桥索塔钢锚箱结构为例,对复杂结构的装配-焊接工艺规程进行说明,斜拉桥索塔钢锚箱结构如图10-3所示,其组成构件包括侧拉板、端板、斜腹板、承压板、锚垫板、小隔板、肋板、连接板及其加强肋、横隔板及其加强肋、斜套筒等。5)组焊锚箱外侧肋板坡口的角焊缝。2)焊接肋板与隔板间平焊的角焊缝,从中间向两端进行对称焊接。......
2023-06-15

要充分考虑到构件由于焊接所产生的变形,以及由于焊接收缩和矫正焊接变形引起的构件尺寸的缩小。从产品结构方面入手,去估计有可能产生的焊接变形。所以,应尽可能分步装配焊接零部件,控制焊接变形。把结构适当地分成几个部件,分别加以装配焊接,然后再将这些焊好的部件拼焊成一体,这样不但有利于控制焊接变形,也为提高生产率,缩短生产周期创造了良好条件。......
2023-06-15

焊接工艺规程分为通用焊接工艺规程和专用焊接工艺规程两种。4)在钢结构制造过程中,需要通过确定一定的焊接顺序,达到控制构件焊接变形的目的。通过编制专用焊接工艺规程,详细规定母材金属、焊接材料、焊接方法、焊接操作技术、焊接顺序和焊后热处理等要求,从而保证该工程的技术要求。......
2023-06-15

3)焊接工艺规程记录及检验报告的确认。所有检出的不合格焊接部位应按规定予以返修至检查合格。母材厚度大于100mm时,应采用双面双侧检验。除的情况外,抽样检验的焊缝数不合格率为2%~5%时,应加倍抽检。......
2023-08-22

在数控加工中,刀具相对于工件的运动轨迹称为加工路线。在进行数控加工编程时,往往是将整个刀具浓缩为一个点,这就是“刀位点”。进给量主要根据零件的加工精度和表面粗糙度要求以及刀具、工件的材料选取。......
2023-06-28
此时,焊接工艺评定试验的负责人应分析具体原因,提出改进措施,重新编制焊接工艺文件,再次进行评定试验,直至评定合格为止。材料类别 根据NB/T 47014,当采用该标准以外的母材进行焊接工艺评定时,应根据该材料的化学成分、力学性能、焊接工艺性参照NB/T 47014的表1进行归类,并填写归类报告。......
2023-07-02

编制成组加工工艺规程常用的方法有综合零件法和综合工艺路线法。编制零件族成组加工工艺规程实际上就是编制该零件族内的综合零件的工艺规程,该工艺规程适合零件族内所有零件,只是有的零件可能没有其中一个工序(工步)或几个工序(工步)。......
2023-06-29
相关推荐