国家有关标准规定了以钢材焊接为主要制造手段的企业,为保证焊接产品质量而在技术装备、人员素质和技术管理等方面统一的基本要求。检查人员 企业应配有与制造产品相适应的检查人员,其中有无损检测人员及焊接质量检验人员、力学性能检验人员和化学分析人员等。焊接技术人员对工艺质量承担技术责任。2)焊工应当对违反工艺规程及操作不当的质量事故承担责任。检查人员应对由漏检或误检造成的质量事故承担责任。......
2023-06-15
采用斜y形坡口焊接裂纹试验。
1.焊接试板
材料:Q460E。
尺寸:尺寸规格(长×宽×厚)为200mm×75mm×14mm,共4块。焊接试板加工及装配如图8-7所示。
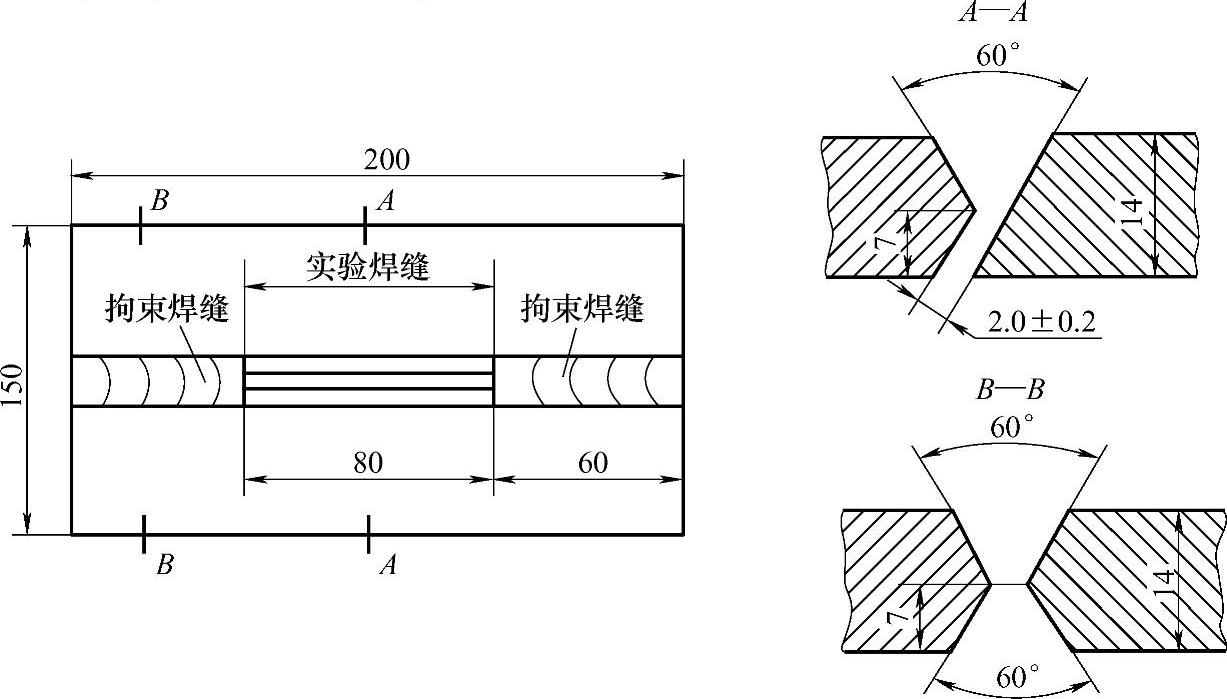
图8-7 焊接试板的加工及装配
2.焊接方法
3.焊接材料
焊条:E70105-G。
规格:ϕ4mm,焊前经350℃烘焙,保温2h。
4.焊接参数
焊接参数见表8-2。
表8-2 焊接参数

5.焊接技术要求
1)焊前仔细打磨,将待焊处油、污、锈、垢去除。
2)拘束焊缝采用双面焊接,先焊试件背面第一层焊缝,然后再焊正面一侧第一层焊缝,以下正面焊缝与背面焊缝交替焊接,直至两面焊缝全部焊完,注意试件在焊接过程中不要产生角变形和未焊透。
3)试验焊缝焊接时,引弧必须在坡口外引弧,收弧也必须离开坡口。
4)试件焊后应在静止的空气中自然冷却,不进行任何热处理。
5)焊后至少要经过48h后,才能开始进行裂纹的检测和解剖。
6)在试板上切取试样要用机械加工方法切割,严禁用气割方法在试板上切割试样。
6.计算表面裂纹率Cf
经实际测量Q460E钢焊后表面裂纹总长度∑lf=12mm,试验焊缝长度L=80mm,按表面裂纹率计算公式得:

对于低合金高强度钢来说,焊后表面裂纹率小于20%,则认为该结构在实际焊接过程中不至于发生裂纹,是可以焊接的。
有关焊工:技师、高级技师的文章

国家有关标准规定了以钢材焊接为主要制造手段的企业,为保证焊接产品质量而在技术装备、人员素质和技术管理等方面统一的基本要求。检查人员 企业应配有与制造产品相适应的检查人员,其中有无损检测人员及焊接质量检验人员、力学性能检验人员和化学分析人员等。焊接技术人员对工艺质量承担技术责任。2)焊工应当对违反工艺规程及操作不当的质量事故承担责任。检查人员应对由漏检或误检造成的质量事故承担责任。......
2023-06-15

图9-44 “低氢型结构钢焊条工艺性评定”窗口图9-45 “焊接材料工艺质量分析与评价系统”软件生成的E5015焊条工艺性的评价结果柱形图表中显示了平均电弧电压、平均焊接电流、平均短路时间、短路频率及低氢型结构钢焊条短路时间工艺性评价判据T50的数据。......
2023-06-30
“鸟巢”焊接工程的指导思想:协同安装,科学编程,六个统一,攻克难关;先主后次,先大后小,高能密度,较小输入,分段跳焊,应变适当,工程全优。焊接技术上统一,为钢结构深化设计图样提供了技术支持,特别是大规模地采用了仰焊技术,不仅仅减少了焊接工作量,而且使国家体育场“鸟巢”钢结构焊接工程的工期提前,成本大大降低。......
2023-07-02

针对这一状况,采用Visual C++9.0专门开发了“焊接材料工艺质量分析与评估系统”应用软件[1-3],使数据信息提取的操作和计算过程由编制的计算机程序进行,并对相关的多元信息用数字和图表直观地集中显示,直接得出最终的测试评价结果,并可存储试验资料,输出打印测试报告。......
2023-06-30

目前在国内焊接领域中从事焊接质量检验的人员主要有两类:一类为无损检测人员,而另一类则主要是工程项目监理和各企业的质量检测人员。但我们应当认识到,焊接质量的好坏更多取决于对焊接工作的过程控制,主要包括焊前审查、焊中检查及焊后检测。因此要想从根本上把好焊接工程质量关,关键还是要树立过程控制理念,建立、健全职业资格考核体系,提高质量检测从业人员的基本素质。......
2023-07-02

材料的特性1.2738HH钢采用先进的模具钢精炼技术,为真空熔炼的Cr-Ni-Mo合金钢。参考对应牌号中国GB标准牌号3Cr2NiMo、德国DIN标准牌号40CrMnNiMo864、德国DIN标准材料编号1.2738、美国AISI标准牌号P20+Ni、日本JIS标准牌号PDS5S、美国AISI标准P20 MODIFIED牌号、瑞典UDDEHOLM标准牌号IMPAX HI HARD、瑞典一胜百标准牌号718。物理性能1)温度20℃/200℃/400℃,密度7.8g/cm3/7.75g/cm3/7.7g/cm3。回火温度180℃/200℃/300℃/400℃/500℃/600℃,硬度52HRC/51HRC/48HRC/46HRC/42HRC/34HRC。软氮化处理规范570℃保持2h的软氮化,模具表面硬度约为700HV,氮化层深度约为0.1mm。......
2023-06-23

另外,焊接时选择合理的焊接顺序,减少焊接应力,控制焊接变形。焊接时严格按照WPSFF-044-1规定的规范进行焊接。焊接时层间温度不大于工艺规定的170℃,用红外线测温仪测量层间温度。......
2023-07-02

相关推荐