表213 各种焊接或补焊修复方法及适用范围2.各种焊接方法的比较选用铸钢件焊接或缺陷修复方法时,要充分考虑每一种焊接方法的工艺特点和适用范围。粘接方法修复缺陷只能针对铸钢件不承受冲击载荷与受力很小部位的缺陷,一般不宜采用。总之,选择焊接方法的最终目的是保证铸钢件的焊接或补焊质量在符合产品技术条件并具有满意的使用性能的前提下,达到生产率高、成本低、劳动条件好、综合经济指标最佳的效果。......
2023-06-28
1.斜y形坡口焊接裂纹试验
斜y形坡口焊接裂纹试验适用于评定碳钢和低合金高强度钢焊接热影响区对冷裂纹的敏感性,属于冷裂纹自拘束试验,后经改进称为“小铁研法”。
(1)试件的制备 试件的形状和尺寸如图8-1所示。
(2)试验条件 试件坡口采用机械切削加工,拘束焊缝是双面焊接,焊满坡口不得有角变形和未焊透,必须焊满坡口。试验用的焊条采用低碳钢或低合金高强度钢焊条,应与试验的钢材相匹配,焊前要严格进行烘干。试件达到试验温度后,以标准焊接工艺规程焊接参数进行试验焊缝的焊接。
(3)试验步骤 按图8-1所示装配试件,先焊拘束焊缝。当采用焊条电弧焊时,试验焊缝按图8-2所示进行。当采用自动送丝装置焊接时,按图8-3所示进行。试件焊完后,放置48h后,开始进行裂纹的检测和解剖。
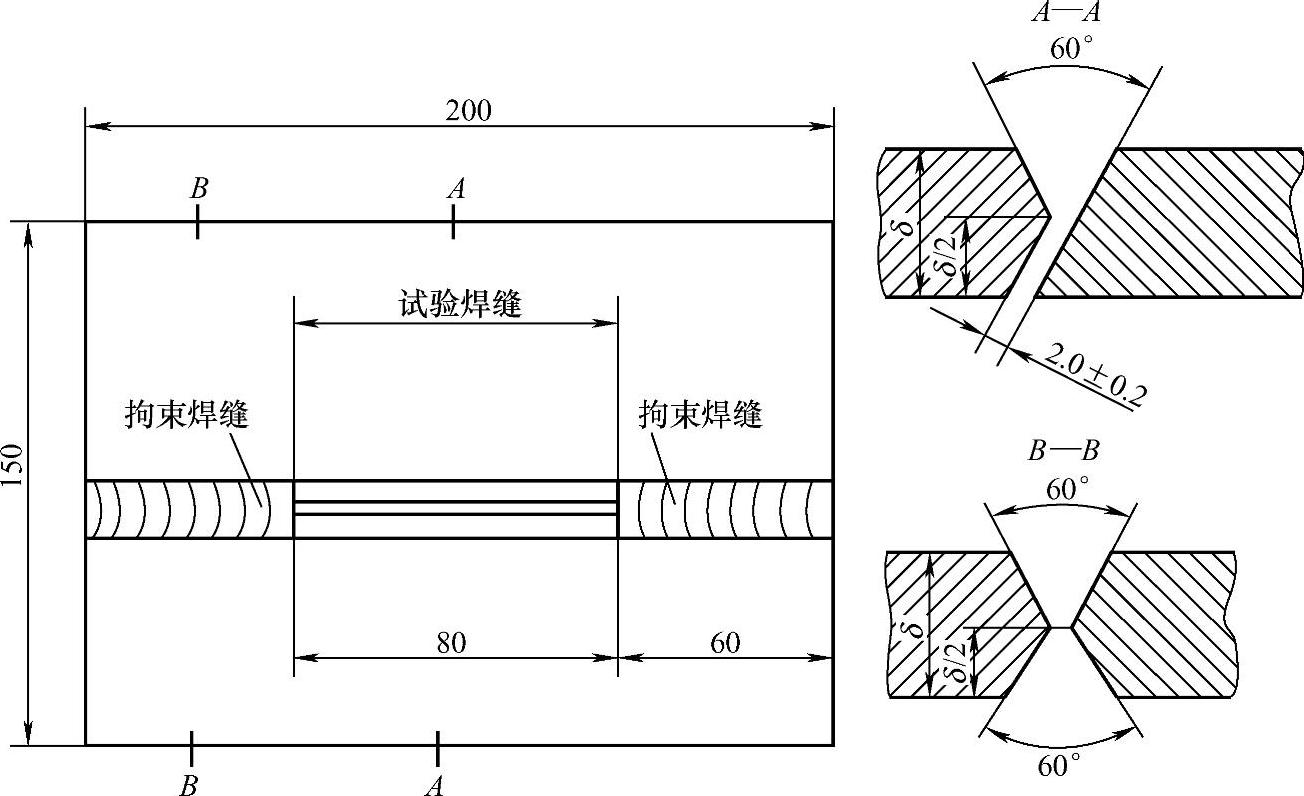
图8-1 斜y形坡口焊接裂纹试验试件的形状和尺寸
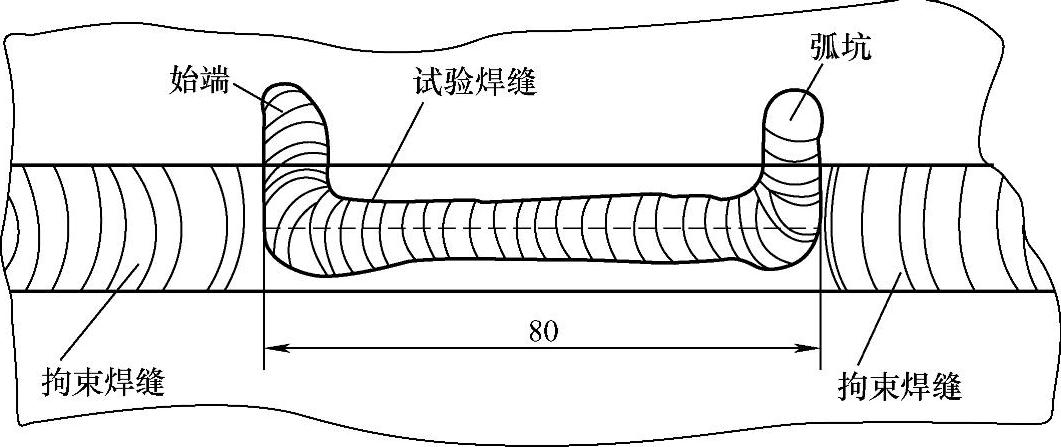
图8-2 焊条电弧焊时的试验焊缝

图8-3 采用自动送丝装置焊接的试验焊缝
(4)检测裂纹及裂纹率的计算方法 用肉眼或手持放大镜来检查焊接接头的表面和断面是否有裂纹,并按下列方法分别计算表面裂纹率、根部裂纹率和断面裂纹率。
1)表面裂纹率。

式中 Cf——表面裂纹率(%);
∑Lf——表面裂纹长度之和(mm)(见图8-4a);
L——试验焊缝长度(mm)。
2)根部裂纹率。采用试件着色的方法,然后拉断,并按下式计算出根部裂纹率:

式中 Cr——根部裂纹率(%);
∑Lr——根部裂纹长度之和(mm)(见图8-4b);
L——试验焊缝长度(mm)。
3)断面裂纹率。在试验焊缝上切出同样厚度的4~6块试件,检查5个断面上的裂纹深度(见图8-4c),并按下式计算出根部裂纹率:

式中 Cs——断面裂纹率(%);
∑Hs——断面裂纹深度的总和(mm);
H——焊缝的最小厚度(mm)。
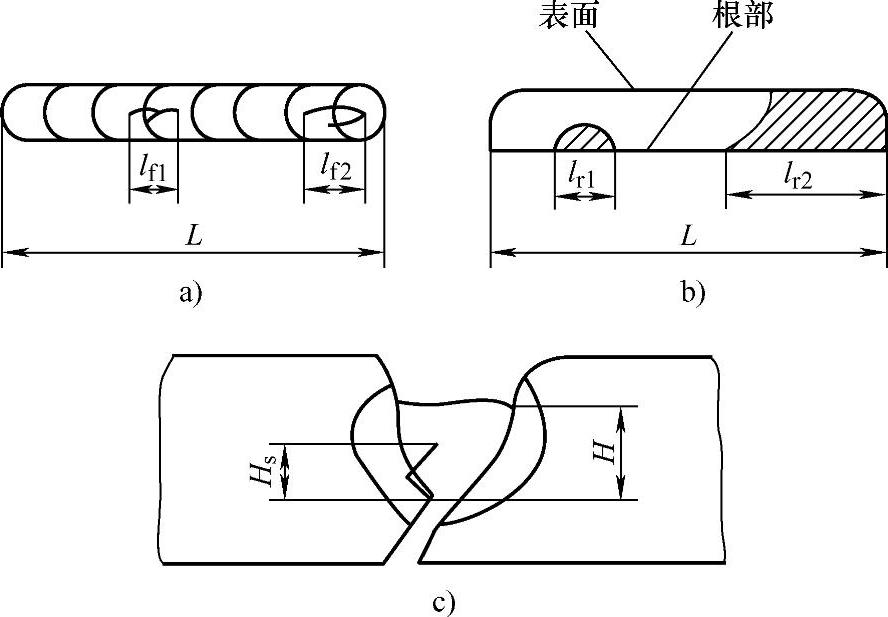
图8-4 试样裂纹长度(深度)计算
a)表面裂纹 b)根部裂纹 c)断面裂纹
除了斜y形坡口的试件外,还可以把试件坡口做成直Y形的,这种坡口试件主要用于考核焊缝金属对裂纹的敏感性。
斜y形坡口焊接裂纹试验时,由于试件的两端被固定,对试验焊缝有较大的拘束作用,其拘束程度往往比实际结构(如船体、桥梁、球罐、油罐)的长焊缝还大,所以,一般情况下,只要裂纹总长度小于焊缝长度的20%,在实际焊接生产中就不会发生裂纹。
2.刚性固定对接裂纹试验
这种试验方法主要用于测定焊缝的裂纹倾向(包括冷裂纹和热裂纹),也可以测定热影响区的冷裂纹。
(1)试件制备 试件的形状和尺寸如图8-5所示。试件的四周先用定位焊焊牢,焊脚尺寸为K,当板厚δ≤12mm时,K=δ,当板厚δ>12mm时,则焊脚K=12mm。
(2)试验条件 按实际焊接参数焊接试验焊缝,但应与实际产品结构相同,可以单层焊,也可以多层焊接。
(3)检测裂纹 试件焊后在室温放置24h后,先检查焊缝表面,然后从试件中切出横截面焊缝的磨片两块,检查有无裂纹。一般以裂与不裂为评定标准,每种条件需焊2块试件。
3.插销试验

图8-5 试件的形状和尺寸
插销试验是研究钢材焊接热影响区对冷裂纹敏感性的一种试验方法。附加其他装置可研究“再热裂纹”和“层状撕裂”敏感性。
(1)插销试验的基本原理 插销试验的基本原理是把被试钢材做成圆柱形试棒,插入与试棒直径相同的底板孔内,上端与底板孔的上表面平齐。试棒的上端有环形缺口或螺旋形缺口,然后以规定的热输入在底板上堆焊,并使过热区位于试棒的缺口内,使试棒上端缺口位置处于热影响区的粗晶部位,当焊后冷却到冷裂纹敏感的温度区间上限(大于或等于100℃)时,给插销试棒施加一轴向预定载荷,保持该载荷直到插销断裂或到规定时间卸载。经过多次改变载荷,可求出在试验的条件下不出现断裂的临界应力σcr,通过比较σcr的大小,可以评出材料抵抗冷裂纹的能力。插销试棒的形状如图8-6所示。
(2)插销试棒的形状 插销试棒形状如图8-6所示。
(3)插销试棒各部位的尺寸 插销试棒各部位的尺寸见表8-1。
表8-1 插销试棒各部位的尺寸

①A为圆柱直径。

图8-6 插销试棒的形状
a)环形缺口 b)螺旋形缺口
有关焊工:技师、高级技师的文章

表213 各种焊接或补焊修复方法及适用范围2.各种焊接方法的比较选用铸钢件焊接或缺陷修复方法时,要充分考虑每一种焊接方法的工艺特点和适用范围。粘接方法修复缺陷只能针对铸钢件不承受冲击载荷与受力很小部位的缺陷,一般不宜采用。总之,选择焊接方法的最终目的是保证铸钢件的焊接或补焊质量在符合产品技术条件并具有满意的使用性能的前提下,达到生产率高、成本低、劳动条件好、综合经济指标最佳的效果。......
2023-06-28
表5-11给出了几种常用材料焊接热裂纹和再热裂纹试验方法。在此标准的基础上,针对焊接接头的特殊性及对取样的影响,可采用GB/T28896—2012焊接接头准静态断裂韧度测定的试验方法,对焊接接头试样进行断裂韧度的测定。目前,焊接接头高温试验还没有独立的标准。......
2023-07-02

按表0-1所介绍,焊接方法种类很多,这里仅简单介绍较常用的焊接方法。埋弧焊 埋弧焊是电弧在焊剂层下燃烧进行焊接的方法,是焊接生产中应用较广泛的工艺方法之一。利用等离子弧可进行焊接、喷涂和切割等工艺方法。药芯焊丝电弧焊 它也是利用连续送进的焊丝与工件之间形成的电弧不断熔化焊丝及母材形成熔池,冷却后形成焊缝的一种焊接方法。......
2023-06-25

焊接性试验内容很多,方法也有百种以上,其中一些已有国家标准。焊接性试验报告没有一个统一的格式,应根据具体标准或产品技术要求进行。总的来说,焊接性试验内容不同,则报告的内容和要求不同,但大体上应该包括以下内容:1)使用的标准号。表5-18 焊接接头硬度试验报告......
2023-07-02

使用手工焊接元器件时,通常可以分为5个步骤,即准备工作、加热焊件、熔化焊料、移开焊锡丝以及移开电烙铁。图8-41 加热焊件3.熔化焊料待电烙铁加热完成后,接下来则需要对焊料进行熔化,如图8-42所示,将焊接点加热到一定温度后,用焊锡丝触到焊接处,熔化适量的焊料,焊锡丝应从电烙铁头的对称侧加入,而不是直接加在电烙铁头上。......
2023-06-26

6-5在指定位置处,画出机件的斜视图“A”。6-7补全剖视图中所缺线。6-10将零件的主视图改为全剖视图。6-11将主视图画成全剖视图,并作半剖的左视图。6-17将物体的主视图、俯视图改画成局部剖视图。6-20用单一剖切平面剖切的方法,画全剖视图,并加标注。6-27参照轴测图,在指定位置画出重合断面图。6-30在右边相应的位置画出正确的全剖视图。6-32对所给机件进行构形分析,选择适当的表达方法,完整、清晰地表达机件。......
2023-06-15

图5-25 焊接接头冲击试样样坯截取方位a)缺口在焊缝 b)缺口在热影响区夏比摆锤冲击试验按照GB/T 229—2007的规定进行。焊接接头冲击试验方法中规定以10mm×10mm×55mm带有V形缺口的试样为标准试样。如做系列温度的冲击韧度试验,可给出冲击试验结果与试验温度的关系曲线,进而评价延性-脆性转变温度。......
2023-07-02

相关推荐