表2-2 不锈钢管对接水平固定单面焊双面成形的焊接参数4.焊接操作焊接层次分为打底层和盖面层两层。不锈钢管对接水平固定手工TIG打底焊时焊接位置如图2-2所示。图2-2 不锈钢管对接水平固定手工TIG打底焊时焊接位置a)仰焊位置 b)立焊位置 c)平焊位置盖面焊接 在打底层上引弧,在时钟钟面6点处开始焊接,焊接电弧作月牙形或锯齿形摆动,在坡口两侧稍作停留,各填加一滴熔滴,使熔敷金属与母材融合良好。......
2023-06-15
1.焊前准备
(1)焊件材质 T91钢管,其化学成分见表7-22,力学性能见表7-23。
表7-22 T91钢管的化学成分(质量分数,%)

表7-23 T91钢管的力学性能

(2)焊件尺寸 规格尺寸(长×外径×管厚)为:300mm×42mm×4mm,钢管两节。
(3)坡口形式 V形坡口及焊缝层次如图7-4所示。
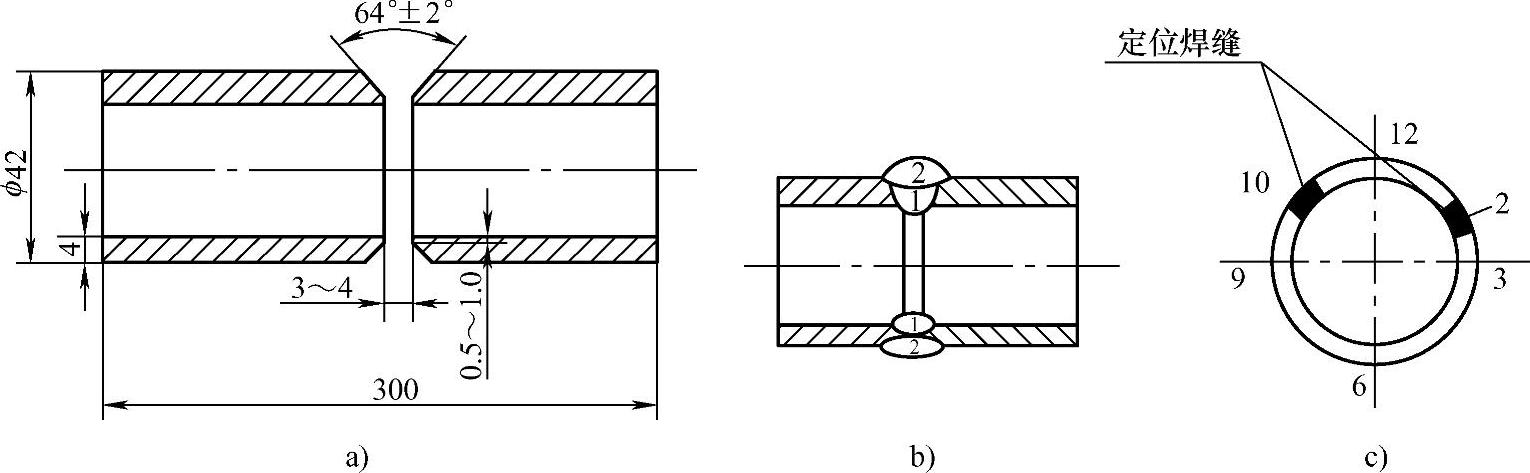
图7-4 T91钢管V形坡口及焊缝层次
a)V形坡口 b)焊缝层次 c)定位焊焊缝
(4)焊接材料 焊接材料见表7-24。
表7-24 T91钢管焊接材料

(5)焊接设备 ZX5—400型弧焊整流器1台,氩气瓶,氩弧焊焊枪。
(6)钨极 WCe-20型,直径为2.5mm。
(7)辅助工具和量具 角向打磨机、钢丝刷、敲渣锤、焊缝万能量规等和焊条保温筒等。
2.焊前的装配定位
(1)焊前的打磨 将焊件用角磨砂轮打磨并去除坡口表面及其两侧各30mm范围内的氧化皮、油、污,直至露出金属光泽。
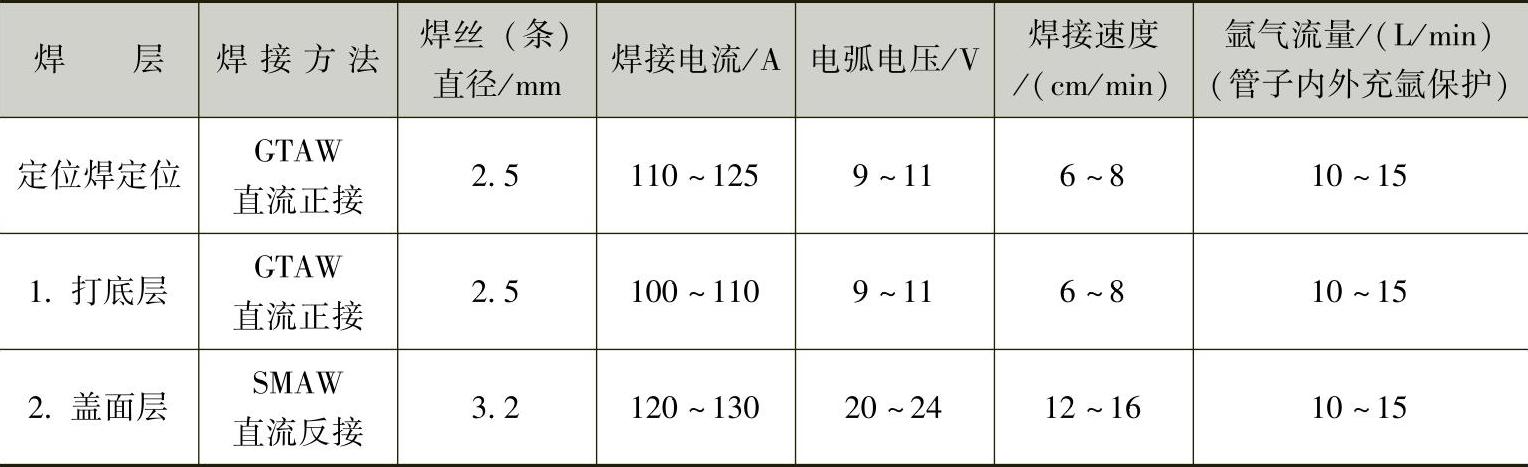
(2)焊件定位 按图7-4c所示的进行组装,加热定位焊焊接区,当定位焊焊接区温度达到250~300℃时进行定位焊,定位焊缝长度为15~20mm,定位的焊接参数见表7-25。
3.焊接
1)焊接全焊缝时,预热温度在200~250℃,层间温度控制在200~300℃为好。在管子内侧,坡口中心两侧各250~300mm范围内填充氩气保护,T91钢管对接水平固定手工TIG焊打底、焊条电弧焊盖面单面焊双面成形的焊接参数见表7-25。
表7-25 T91钢管对接水平固定手工TIG焊打底、焊条电弧焊盖面单面焊双面成形的焊接参数
2)焊接过程采用短弧焊接为好,注意控制焊接速度。
3)焊接时,非焊接部位要禁止引弧,焊缝咬边缺陷不超过规定时,可以进行修磨。
4)焊接过程要严格控制焊接热输入在35kJ/cm之内,层间温度控制在25℃以下。
5)焊条焊前要经过380~400℃烘焙1h,随烘随用。
6)管子打底焊时采用手工钨极氩弧焊,按时钟钟面位置3点→6点→9点,可分为上、下两个半圆,焊接应由下半圆开始,可以采用“内填丝法”和“外填丝法”焊接。盖面层焊接采用焊条电弧焊工艺,可以采用“断弧焊法”和“连弧焊法”。
7)盖面焊接前,应仔细地打磨填充层表面,保持待焊层表面平整,填充层焊缝表面与焊件表面距离1.5~2mm。
8)盖面焊过程中,焊条作锯齿形摆动,当电弧运行到坡口两侧边缘处时,应稍作停顿,使焊道与坡口两侧边缘处充分熔合以1~2mm为宜。
4.焊后热处理
焊后焊件经300~350℃的消氢处理,保温2h,焊后热处理温度为750±20℃,保温2h。
5.焊接质量检验
按中华人民共和国国家质量监督检验检疫总局颁布实施的TSG Z6002—2010《特种设备焊接操作人员考核细则》评定:
(1)焊缝外形尺寸 焊缝余高差≤2mm,焊缝宽度比坡口每侧增宽0.5~2.5mm,宽度差≤3mm。
(2)焊缝表面缺陷 咬边深度≤0.5mm,焊缝两侧咬边总长度不超过焊缝长的10%。背面凹陷深度:当管壁厚≥5mm时,深度≤20%壁厚,且≤2mm;焊缝表面不得有裂纹、未熔合、夹渣、气孔、焊瘤和未焊透。
(3)焊缝内部质量 焊缝按JB/T 4730.2—2005《承压设备无损检测 第2部分 射线检测》标准进行检测,射线透照质量不低于AB级,焊缝缺陷等级不低于Ⅱ级为合格。
有关焊工:技师、高级技师的文章

表2-2 不锈钢管对接水平固定单面焊双面成形的焊接参数4.焊接操作焊接层次分为打底层和盖面层两层。不锈钢管对接水平固定手工TIG打底焊时焊接位置如图2-2所示。图2-2 不锈钢管对接水平固定手工TIG打底焊时焊接位置a)仰焊位置 b)立焊位置 c)平焊位置盖面焊接 在打底层上引弧,在时钟钟面6点处开始焊接,焊接电弧作月牙形或锯齿形摆动,在坡口两侧稍作停留,各填加一滴熔滴,使熔敷金属与母材融合良好。......
2023-06-15

焊件(管件) X20CrMoV121,高合金马氏体耐热钢管,即为高合金马氏体耐热钢。表10-11 X20CrMoV121高合金马氏体耐热钢管对接水平固定手工TIG焊打底、焊条电弧焊盖面焊的焊接参数3.焊接操作焊接层次分为打底层、填充层和盖面层三层。......
2023-06-15
手工钨极氩弧焊适用于焊接0.5~5.0mm的铝及铝合金焊件,机械化(自动)钨极氩弧焊可以焊接1~12mm的环缝或纵缝。所以,铝及铝合金采用手工钨极氩弧焊时,采用交流电源最好。常用铝及铝合金手工TIG焊的焊接参数见表4-11。......
2023-06-15
氩气 氩气纯度不小于99.9%。钨极 WCe—5型(铈钨极)2.5mm,钨极端部磨成20°~25°的圆锥形。焊件 Q245钢管,42mm×5mm。考核焊件清理程度应符合焊接要求,应正确进行定位焊,正确选择焊接参数。3)焊缝内部质量。时间规定 焊前准备时间20min,正式焊接操作时间为40min。......
2023-06-15

脉冲钨极氩弧技术是在普通钨极氩弧焊基础上采用可控的脉冲电流取代连续电流发展起来的。采用脉冲钨极氩弧焊技术在进行铸钢件缺陷修复时具有精度高、变形小等特点,操作简单灵活,适用于不同位置的补焊。脉冲钨极氩弧焊的焊接电流从低的基值电流到高的峰值电流周期变化。根据脉冲频率范围,脉冲钨极氩弧焊可分为低频脉冲钨极氩弧焊和高频脉冲钨极氩弧焊。......
2023-06-28

图4-4 5A02铝合金板的装配试件装配 把打磨好的焊件装配成Ⅰ形坡口的对接接头,间隙为2mm,5A02铝合金板手工钨极氩弧焊的焊接参数见表4-19。表4-19 5A02铝合金板手工钨极氩弧焊的焊接参数焊接操作 采用蹲位焊接,把焊件固定在适当的高度,调整好角度后,在焊缝的起点处引弧,为了避免在开始焊接的20~30mm长的焊缝中出现始焊端裂纹,焊接速度要适当地放慢些,使始焊端得到充分的热量,确保焊缝焊透和获得均匀的焊缝,然后稍加停顿再继续进行焊接。......
2023-06-15
③检查氩弧焊水、气冷却系统有无堵塞或泄漏。定位焊:采用手工钨极氩弧焊,按表6.8中的焊接参数在工件正面坡口内两端进行定位焊,焊点长度10~15mm,并将焊点接头端预先打磨成斜坡状。1)引弧在工件右端定位焊缝上引弧。图6.44手工钨极氩弧焊1—喷嘴;2—钨极;3—熔池;4—焊丝;5—焊件3)接头当更换焊丝或暂停焊接时,需要接头。......
2023-06-27

钨极氩弧焊设备通常由焊接电源、引弧及稳弧装置、焊枪、供气系统、水冷系统和焊接程序控制装置等部分组成,对于自动氩弧焊还应包括焊接小车行走机构及送丝装置。图7-52所示为手工TIG焊设备系统示意图,其中焊接电源内已包括了引弧、稳弧装置及焊接程序控制装置等,图7-53所示为自动TIG焊的焊枪和导丝机构示意图。......
2023-07-02
相关推荐