钛及钛合金常用的焊接方法主要有钨极氩弧焊、熔化极氩弧焊、等离子弧焊、真空电子束焊、激光焊、闪光焊、摩擦焊、扩散焊、扩散钎焊、钎焊、电阻点焊和缝焊等。钛及钛合金组焊时,焊工必须戴洁净的手套严禁用铁器敲打。焊接过程中,焊缝及热影响区不会被空气污染及氧化、非常适用于钛及钛合金的焊接。为预防钛及钛合金真空电子束焊焊缝出现气孔,焊前要认真将待焊处进行酸洗和机械加工。钛及钛合金真空电子束焊的焊接参数见表6-3。......
2023-06-15
铂及铂合金可以用气焊、氩弧焊、真空电子束焊、电阻焊等多种焊接方法焊接。
1.气焊
(1)氧氢焰焊接 铂可作为填充金属,在焊接时不加焊剂,焊接质量很好。
(2)氧乙炔焰焊接 必须将火焰调节成富氧的氧化焰焊接,这样可以避免铂在焊接过程中,使铂产生渗碳和脆化。
2.锻焊或热压焊
在空气中,焊前需仔细地清理铂及铂合金待焊处表面,然后将其加热到982~1204℃,按照热压焊或锻焊的工艺操作,能够实现热压焊或锻焊的连接。
3.电阻焊
热电偶中的铂材料连接、微细零件中的铂材料连接、钢笔尖上的铂金等一系列厚度或直径很小的细微零件的连接,都可以采用电阻焊工艺实现。
4.钎焊
(1)硬钎焊 铂的硬钎焊可以采用Au(金)、Au-Pt(金-铂)、Au-Pd(金-钯)、Ag(银)等作为钎料,气体火焰钎焊可不加钎料。如果要求钎料与铂的颜色相匹配,可以选用铂的质量分数为20%~30%的金合金钎料,焊后铂还能提高钎料的熔点、强度和硬度。常用的铂及合金用钎料见表7-14。
表7-14 常用的铂及合金用钎料

(2)软钎焊 铂的软钎焊可采用Pb-Sn钎料,钎剂选用磷酸和乙醇的混合液,也可以分别用质量分数为:ZnCl26%+NH4Cl4%+HCl5%的水溶液。
5.氩弧焊
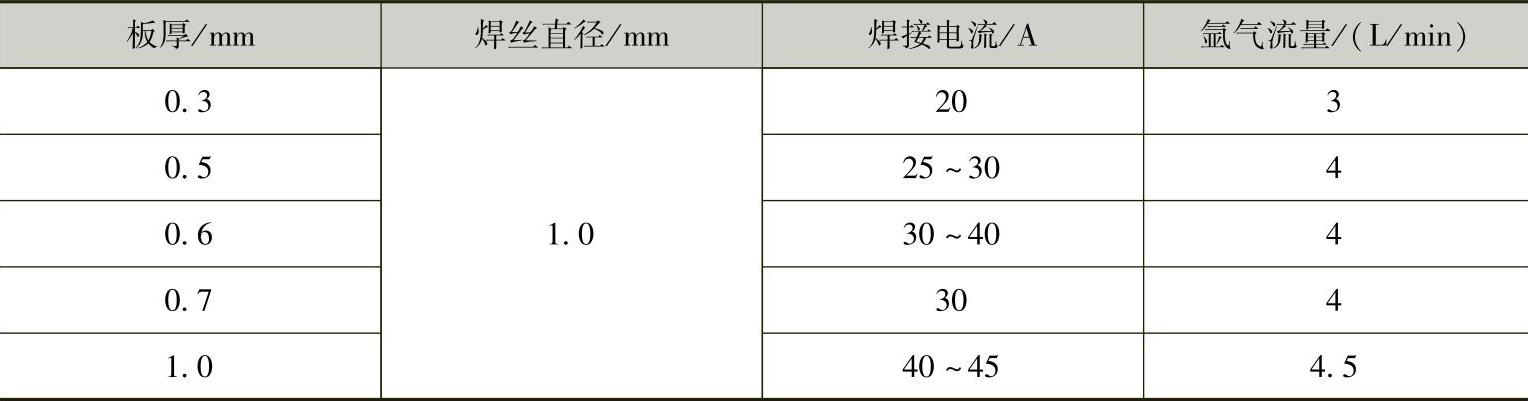
铂及铂合金氩弧焊时,注意控制焊接电流的大小,有些铂及铂合金焊接时,焊接电流过大会产生结晶裂纹,铂及铂合金钨极氩弧焊的焊接参数见表7-15。
表7-15 铂及铂合金钨极氩弧焊的焊接参数
有关焊工:技师、高级技师的文章

钛及钛合金常用的焊接方法主要有钨极氩弧焊、熔化极氩弧焊、等离子弧焊、真空电子束焊、激光焊、闪光焊、摩擦焊、扩散焊、扩散钎焊、钎焊、电阻点焊和缝焊等。钛及钛合金组焊时,焊工必须戴洁净的手套严禁用铁器敲打。焊接过程中,焊缝及热影响区不会被空气污染及氧化、非常适用于钛及钛合金的焊接。为预防钛及钛合金真空电子束焊焊缝出现气孔,焊前要认真将待焊处进行酸洗和机械加工。钛及钛合金真空电子束焊的焊接参数见表6-3。......
2023-06-15

(三)焊接方法的选择熔化焊是铜及铜合金焊接中应用最广泛,并容易实现的一类焊接方法。总之,焊接铜及铜合金需要大功率、高能束的熔焊电源,热效率愈高,能量愈集中愈有利。铜及铜合金焊条执行GB/T 3670—1995《铜及铜合金焊条》,焊条的具体选用见第二章第二节。混合气体的最大优点是可以改善焊缝金属的润湿性,提高焊接质量。5)因铜及铜合金的流动性好,故应尽可能采用平焊位置......
2023-06-23

钛及钛合金的最大优点是比强度大,综合性能优越。氧和氮固溶于钛中,使钛晶格畸变,强度硬度增加,塑性韧性降低;而氢含量增加,焊缝金属的冲击韧性急剧降低,塑性下降较少;碳以间隙形式固溶于钛中,使强度提高,塑性下降,作用不如氮、氧显著,但碳量超过溶解度时,易于引起裂纹,因此钛及钛合金焊接时必须进行有效的保护。......
2023-06-23

尽管各种铜及铜合金的熔炼工艺不尽相同,但都应当遵循如下所示的一般原则:1)准备好炉料和熔剂。对熔炼炉进行检查、修补和清理,坩埚预热到一定温度方可加料,熔炼工具刷涂料烘干后再使用。铜合金熔体氧化和吸气严重,最好是在中性或微氧化性的炉气中熔炼,在炉内停留时间要短,达到出炉温度后尽快浇注。出炉前要分析化学成分、检查合金的含气量,出炉后进行弯曲试验和断口试验。熔炼过不同合金的小坩埚要分开,不能混用。......
2023-06-22
低温钢焊接时,要选用低温韧性良好、特定合金系统和成分的焊条。焊接热输入 低温钢焊接过程,除了要防止出现裂纹外,关键是要保证焊缝和热影响区的低温韧性,这是制定低温钢焊接工艺的根本出发点。常用低温钢的焊接参数见表7-18。......
2023-06-15

钛及钛合金点焊的焊接参数见表5-27。由于钛合金焊丝电阻率较大,焊丝伸出长度要小。钛及钛合金扩散连接一般是在真空或氩气保护下进行。对于α+β钛合金,焊接温度应低于β转变温度40~50℃。......
2023-06-23

由于钛及钛合金的热容量大,使热影响区金属在高温停留的时间较长,焊缝晶粒因此变得粗大,容易引起焊接接头产生过热倾向,使焊接接头塑性明显降低。尤其是β型钛合金,焊接接头塑性下降最为明显。由于合金元素含量较高,焊接性较差,是一种高强度、高淬透性合金,厚度为12mm的TC10合金焊接时,会出现热影响区裂纹,而在焊前预热250℃时,可预防裂纹并能提高接头塑性。4)正常氢含量的钛及钛合金焊接时,不会出现氢化钛。......
2023-06-15

活化后经水洗进入阳极氧化槽处理。阳极氧化处理 钛及钛合金阳极氧化工艺见表285。表285 钛及钛合金阳极氧化工艺溶液的配置及维护:先将工作体积的1/2左右的去离子水加到槽内,然后将计算量的磷酸和添加剂在不断搅拌条件下加入槽内,再用去离子水加至工作体积。......
2023-06-22
相关推荐