锆及锆合金的焊接性很好,导热性差,由于焊接高温的作用,如工艺措施处理不当,往往会导致焊缝热影响区加宽,焊接组织粗大,焊接接头塑性降低。锆及锆合金的焊接主要问题是:1)在焊接过程中,锆与氧、氮等气体反应生成脆性化合物,在200℃开始吸收氢,315℃吸收氢而导致氢脆。4)锆及锆合金在焊接过程中没有形成裂纹的明显趋势,但是存在产生气孔的可能性,所以,焊接过程必须严加防范氢和氮气侵入焊缝熔池。......
2023-06-15
1.纯锆板材的焊接特点
锆及锆合金的氩弧焊工艺接近钛及钛合金的焊接工艺,焊接过程的焊缝保护效果要高于钛及钛合金,焊接时的各种措施要严于钛及钛合金。焊枪上的拖罩与焊件的距离h尽量小(h≤6mm),主喷嘴与拖罩的氩气流量要配合好,既不要太大,也不要过小,不要在主喷嘴处形成气体涡流。
2.焊前准备
(1)焊件材质 纯锆(Zr-1)板。
(2)焊件尺寸 规格尺寸(长×宽×厚)为:300mm×150mm×4mm,两块。
(3)坡口形式 Zr-1锆板的坡口形式及尺寸如图7-2所示。
(4)焊接材料 ERZr-2焊丝,直径为1.6mm。常用锆及锆合金焊丝的选用,见表7-9。
(5)钨极 WCe-5型,直径为2mm,采用尖端钨极,可以保证电弧的稳定与足够的熔深,通常使用的圆锥角为30°~60°,尖端要磨平,直径约为0.4mm。
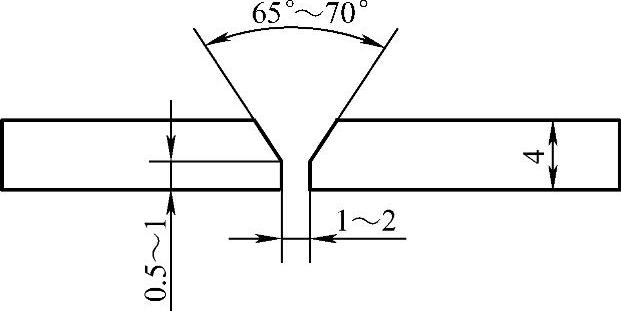
图7-2 Zr-1锆板的坡口形式及尺寸
(6)焊接设备 ZX7-400型弧焊整流器1台。采用直流正接。
(7)氩气 纯氩的体积分数为99.99%,露点为-45℃。
(8)辅助工具和量具 角向打磨机、钢丝刷、敲渣锤和焊缝万能量规等。
3.焊前的装配定位
(1)焊前的打磨 将焊件先用丙酮在坡口两侧各80mm范围内的油、污、垢擦净,然后用不锈钢钢丝轮打磨并去除坡口及其两侧各30mm范围内的氧化皮,直至露出金属光泽。
(2)焊件定位 按图7-2所示进行组装,在焊缝的背面进行定位焊2处,定位焊缝长度为50mm,定位焊距焊件两端各25mm,适当有些反变形。在焊件的两端安装引弧板与引出板。Zr-1(纯锆)板材定位焊的焊接参数见表7-12,与正式焊接全缝参数相同。
表7-12 Zr-1(纯锆)板材的焊接参数

(3)安装带凹槽的铜垫板 在定位焊焊完的焊件上安装带凹槽的铜垫板。
4.焊接
1)在焊接引弧前将氩气通往垫板、拖罩、焊枪喷嘴内,清除该处的空气,然后进行引弧。
2)按表7-12所示的焊接参数进行选择。
3)向焊缝熔池填送焊丝熔滴时,焊丝加热端要在氩气保护层内进行。
4)焊接时要集中热输入能量加热焊件和加快冷却速度,避免锆焊件长时间在高温下氧化。
有关焊工:技师、高级技师的文章

锆及锆合金的焊接性很好,导热性差,由于焊接高温的作用,如工艺措施处理不当,往往会导致焊缝热影响区加宽,焊接组织粗大,焊接接头塑性降低。锆及锆合金的焊接主要问题是:1)在焊接过程中,锆与氧、氮等气体反应生成脆性化合物,在200℃开始吸收氢,315℃吸收氢而导致氢脆。4)锆及锆合金在焊接过程中没有形成裂纹的明显趋势,但是存在产生气孔的可能性,所以,焊接过程必须严加防范氢和氮气侵入焊缝熔池。......
2023-06-15

(一)低合金高强钢的焊条选用1)总的原则是根据产品对焊缝金属性能要求选用焊条。若焊缝金属强度过高,将导致接头韧性、塑性及抗裂性的下降,从而降低焊接结构的使用安全性。(二)低合金高强钢埋弧焊焊剂及焊丝的选用焊接低合金高强钢时,焊缝金属强度不宜过高,一般满足母材强度的下限即可。值得注意的是,当焊缝金属强度超过母材过多时,可能引起不良后果。......
2023-06-23

表7-20 3.5Ni低温钢板对接平焊的焊接参数2)焊接过程采用短弧焊接,弧长以5~8mm为主,注意控制焊接速度,为了获得良好的气体保护和焊缝成形,焊条与焊缝成90°夹角。......
2023-06-15
钛及钛合金的最大优点是比强度大,综合性能优越。氧和氮固溶于钛中,使钛晶格畸变,强度硬度增加,塑性韧性降低;而氢含量增加,焊缝金属的冲击韧性急剧降低,塑性下降较少;碳以间隙形式固溶于钛中,使强度提高,塑性下降,作用不如氮、氧显著,但碳量超过溶解度时,易于引起裂纹,因此钛及钛合金焊接时必须进行有效的保护。......
2023-06-23

利用焊接方法修复失效零件的技术称为焊接修复技术。表6.4常用堆焊合金堆焊合金为了满足零件性能方面的要求,堆焊修复首先要选用合适的堆焊层合金。表6.4列出了我国常用堆焊合金的主要特点及用途,供使用时参考。表6.4常用堆焊合金续表续表堆焊层的切削加工采用堆焊方法使机械零件修复表面获得耐磨性修补层之后,往往还需要经过切削加工,以达到零件的精度要求。......
2023-06-22
本方法适用于不含铌、钽和铪元素的钛合金中锆含量的测定,测定范围为0.50%~5.00%。于瓷坩埚中加入4g焦硫酸钾,放入高温炉内,于700℃加热至得到清亮的熔融物,取出冷却,放入300mL烧杯中,加50mL水,加热浸取熔块。......
2023-06-23

焊条电弧焊焊接参数包括焊条牌号、直径、焊接电流与电弧电压、焊接速度、热输入、极性等。电弧电压 焊条电弧焊的电弧电压主要由电弧长度决定,要尽量采用短弧焊。热输入一般用公式表示:Q=ηIfUf/v 式中 Q——热输入,单位为J/cm;If——焊接电流,单位为A;Uf——电弧电压,单位为V;v——焊接速度,单位为cm/s;η——焊接电弧有效功率系数。......
2023-06-25
铝及铝合金的线胀系数是钢的2倍,在约束条件下焊接时,所产生较大的焊接应力,也是铝及铝合金具有较大的裂纹倾向的原因之一。铝及铝合金焊接时不等强度的表现,说明焊接接头发生了某种程度的软化或存在某一性能上的薄弱环节。......
2023-06-15
相关推荐