半自动熔化极氩弧焊焊接操作采取左焊法,电源采用直流反接,短路接触引弧。纯铜板熔化极氩弧焊焊接参数见表5-10。表5-10 纯铜板熔化极氩弧焊的焊接参数7.焊缝清理焊缝焊完后,用不锈钢钢丝刷将焊接过程中的飞溅清除干净,在交专职焊接检验前,不得对各种焊接缺陷进行修补,焊缝要处于原始状态。......
2023-06-15
1.焊前准备
(1)焊机 NB—500型熔化极氩弧焊机1台。
(2)填充焊丝 TA2焊丝,直径为1.6mm。
(3)焊件 TA2(工业纯钛),板厚为8mm。如图6-6所示。
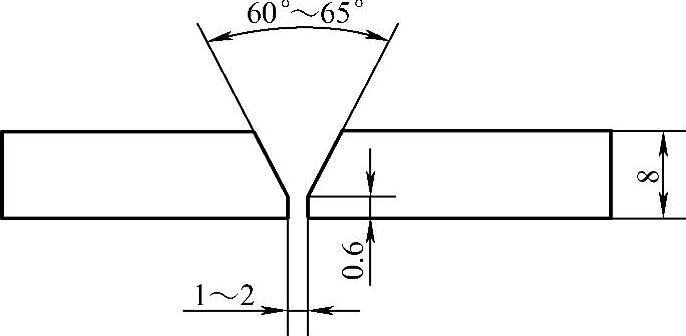
图6-6 厚8mmTA2板对接平焊的熔化极氩弧焊焊件
(4)氩气 要求一级纯度[φ(Ar)为99.99%],露点在-40℃以下。
(5)辅助工具和量具 不锈钢钢丝刷、不锈钢钢丝轮、锤子、钢直尺、划针、焊缝万能量规、带拖罩的焊枪(拖罩长180mm,焊接过程要用水循环冷却)和焊缝背面氩气保护装置。
2.焊前装配定位
(1)准备焊件 用不锈钢丝轮打磨并去除待焊处两边各20mm范围内的油、污、氧化皮。
(2)装配定位 按图6-4所示的进行焊件定位焊,定位焊缝长度为10~15mm,其间距为100mm。装配定位焊时,严禁用铁器敲击和划伤钛板表面。定位焊缝的焊接参数见表6-9。
3.焊接操作
采用左焊法焊接,由焊缝的右端向左焊接。焊枪平稳地运动,不作横向摆动,焊接过程随时观察焊缝及热影响区表面颜色的变化,及时提高氩气的保护效果,焊接停止后,要在20~30s后再停氩气。厚8mmTA2板对接平焊熔化极氩弧焊的焊接参数见表6-11。
表6-11 厚8mmTA2板对接平焊熔化极氩弧焊的焊接参数

4.焊接质量检验
1)焊缝表面不得有气孔、裂纹、焊漏等缺陷。
2)按表6-5所示的工业纯钛焊缝表面颜色与冷弯角标准,检查焊缝保护情况。
有关焊工:技师、高级技师的文章

半自动熔化极氩弧焊焊接操作采取左焊法,电源采用直流反接,短路接触引弧。纯铜板熔化极氩弧焊焊接参数见表5-10。表5-10 纯铜板熔化极氩弧焊的焊接参数7.焊缝清理焊缝焊完后,用不锈钢钢丝刷将焊接过程中的飞溅清除干净,在交专职焊接检验前,不得对各种焊接缺陷进行修补,焊缝要处于原始状态。......
2023-06-15

黄铜板熔化极氩弧焊的焊接参数见表5-11。表5-11 黄铜板熔化极氩弧焊的焊接参数6.焊缝清理焊缝焊完后,用不锈钢钢丝刷将焊接过程中的飞溅清除干净,在交专职焊接检验前,不得对各种焊接缺陷进行修补,焊缝处于原始状态。......
2023-06-15

图4-4 5A02铝合金板的装配试件装配 把打磨好的焊件装配成Ⅰ形坡口的对接接头,间隙为2mm,5A02铝合金板手工钨极氩弧焊的焊接参数见表4-19。表4-19 5A02铝合金板手工钨极氩弧焊的焊接参数焊接操作 采用蹲位焊接,把焊件固定在适当的高度,调整好角度后,在焊缝的起点处引弧,为了避免在开始焊接的20~30mm长的焊缝中出现始焊端裂纹,焊接速度要适当地放慢些,使始焊端得到充分的热量,确保焊缝焊透和获得均匀的焊缝,然后稍加停顿再继续进行焊接。......
2023-06-15

图7-72 双丝熔化极气体保护焊组成示意图双丝焊专用焊枪结构紧凑,如图7-74所示。窄间隙熔化极气体保护焊机头 由于接头坡口窄而深,实现高质量、高可靠性的窄间隙焊并非易事。......
2023-07-02

③检查焊条质量,并严格按照规定的温度和时间进行烘干,再放在保温箱内随取随用。④清理坡口及其两侧20mm范围内的铁锈、油污、氧化物等,使其露出金属光泽。定位焊:采用与工件焊接相同的焊条进行定位焊,并在工件坡口内两端点焊,焊点长度为10~15mm,并将焊点接头端打磨成斜坡状。接头时,换焊条的速度要快。......
2023-06-27

目前逆变式CO2/MAG焊机主要采用IGBT逆变技术,其中采用软开关的IGBT焊机节电性能更好。逆变式CO2/MAG焊机适合于与机器人结合,组成自动焊接生产系统。......
2023-06-25

由于铜及铜合金的溶液流动性好,所以,一般情况下不宜采用立焊和仰焊操作。熔化极氩弧焊一般不采用纯氩气体保护,铜及铜合金焊接时保护气体的特点及选择见表5-7。表5-9 铜及铜合金焊接过程中喷嘴距焊件的推荐高度......
2023-06-15

相关推荐