图4-4 5A02铝合金板的装配试件装配 把打磨好的焊件装配成Ⅰ形坡口的对接接头,间隙为2mm,5A02铝合金板手工钨极氩弧焊的焊接参数见表4-19。表4-19 5A02铝合金板手工钨极氩弧焊的焊接参数焊接操作 采用蹲位焊接,把焊件固定在适当的高度,调整好角度后,在焊缝的起点处引弧,为了避免在开始焊接的20~30mm长的焊缝中出现始焊端裂纹,焊接速度要适当地放慢些,使始焊端得到充分的热量,确保焊缝焊透和获得均匀的焊缝,然后稍加停顿再继续进行焊接。......
2023-06-15
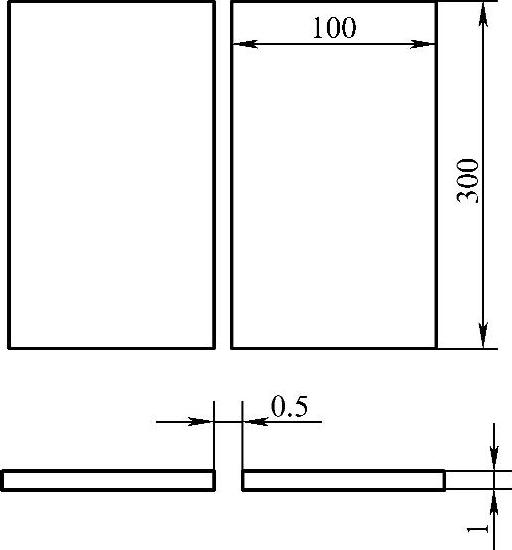
图6-4 厚1mmTA2钛板的手工TIG焊试板
1.焊前准备
(1)焊机 选用WSE5—160型交流方波/直流钨极氩弧焊机1台。
(2)填充焊丝 采用不加焊丝的工艺方法。
(3)焊件 厚1mmTA2钛板的手工TIG焊试板如图6-4所示。
(4)氩气 要求一级纯度[φ(Ar)为99.99%],露点在-40℃以下。
(5)钨极 WCe-13型焊丝,直径为1.5mm。
(6)辅助工具和量具 不锈钢钢丝刷、不锈钢丝轮、锤子、钢直尺、划针、焊缝万能量规、带拖罩的焊枪(拖罩长100mm)和焊缝背面的氩气保护装置。
2.焊前装配定位
(1)准备试件 用不锈钢钢丝轮打磨去除待焊处两边各20mm范围内的油、污、氧化皮。
(2)装配定位 按图6-4进行焊件定位焊,定位焊缝长度为10~15mm,其间距为100mm。装配定位焊时,严禁用铁器敲击和划伤钛板表面。定位焊缝的焊接参数见表6-9。
表6-9 厚1mm钛合金板对接平焊手工TIG焊的焊接参数

3.焊接操作
将焊件平放在焊缝背面氩气保护装置上,接通氩气,焊接电源为直流正接(焊件接正极),这种接法焊接电流容易控制,不仅焊缝熔深大,而且焊缝及热影响区窄。按表6-9所列的焊接参数选择,由焊缝的一端向另一端焊接。
焊接过程随时观察焊缝及热影响区表面颜色的变化,及时提高氩气的保护效果。因为焊缝及热影响区表面颜色的不同,表明该焊接接头的冷弯角有变化,直至弯曲不合格(见表6-5)。
焊枪倾斜10°~20°,焊接过程不作摆动。不添加焊丝,焊枪喷嘴距焊件的距离在不断弧、不影响操作的情况下尽量小些。焊接结束后,视焊缝及热影响区表面颜色而定(与温度有关,表面温度要低于400℃以下),在20~30s后再停氩气保护。
4.焊接质量检验
1)焊缝表面不得有气孔、裂纹和焊漏等缺陷。
2)按表6-5所示工业纯钛焊缝表面颜色与冷弯角标准,检查焊缝保护情况。
有关焊工:技师、高级技师的文章

图4-4 5A02铝合金板的装配试件装配 把打磨好的焊件装配成Ⅰ形坡口的对接接头,间隙为2mm,5A02铝合金板手工钨极氩弧焊的焊接参数见表4-19。表4-19 5A02铝合金板手工钨极氩弧焊的焊接参数焊接操作 采用蹲位焊接,把焊件固定在适当的高度,调整好角度后,在焊缝的起点处引弧,为了避免在开始焊接的20~30mm长的焊缝中出现始焊端裂纹,焊接速度要适当地放慢些,使始焊端得到充分的热量,确保焊缝焊透和获得均匀的焊缝,然后稍加停顿再继续进行焊接。......
2023-06-15

手工钨极氩弧焊适用于焊接0.5~5.0mm的铝及铝合金焊件,机械化(自动)钨极氩弧焊可以焊接1~12mm的环缝或纵缝。所以,铝及铝合金采用手工钨极氩弧焊时,采用交流电源最好。常用铝及铝合金手工TIG焊的焊接参数见表4-11。......
2023-06-15

表2-2 不锈钢管对接水平固定单面焊双面成形的焊接参数4.焊接操作焊接层次分为打底层和盖面层两层。不锈钢管对接水平固定手工TIG打底焊时焊接位置如图2-2所示。图2-2 不锈钢管对接水平固定手工TIG打底焊时焊接位置a)仰焊位置 b)立焊位置 c)平焊位置盖面焊接 在打底层上引弧,在时钟钟面6点处开始焊接,焊接电弧作月牙形或锯齿形摆动,在坡口两侧稍作停留,各填加一滴熔滴,使熔敷金属与母材融合良好。......
2023-06-15
焊件 TA2,板厚为8mm。图6-6 厚8mmTA2板对接平焊的熔化极氩弧焊焊件氩气 要求一级纯度[φ为99.99%],露点在-40℃以下。焊枪平稳地运动,不作横向摆动,焊接过程随时观察焊缝及热影响区表面颜色的变化,及时提高氩气的保护效果,焊接停止后,要在20~30s后再停氩气。厚8mmTA2板对接平焊熔化极氩弧焊的焊接参数见表6-11。......
2023-06-15

任务描述利用调色板功能绘制如图1-3-1所示草图。图1-3-2锁定尺寸步骤3绘制R25和R11的圆。在草绘工具栏中,单击“圆心和点”命令,在绘图区域中分别以左右两侧中心线交点为圆心,任意点为外圆点绘制一个外圆。步骤4绘制右侧R19的同心圆。本任务中正六边形的绘制也不例外,具体操作步骤如下所述。图1-3-19创建调色板文件拓展练习1.综合运用前面所学知识,绘制如图1-3-20所示图形。......
2023-06-15

厚0.8mmTA2板对接平焊低频脉冲钨极氩弧焊的焊接参数见表6-10。图6-5 厚0.8mmTA2钛板水平对接焊焊件表6-10 厚0.8mmTA2板对接平焊低频脉冲钨极氩弧焊的焊接参数4.焊接质量检验1)焊缝表面不得有气孔、裂纹、焊漏等缺陷。......
2023-06-15

使用手工焊接元器件时,通常可以分为5个步骤,即准备工作、加热焊件、熔化焊料、移开焊锡丝以及移开电烙铁。图8-41 加热焊件3.熔化焊料待电烙铁加热完成后,接下来则需要对焊料进行熔化,如图8-42所示,将焊接点加热到一定温度后,用焊锡丝触到焊接处,熔化适量的焊料,焊锡丝应从电烙铁头的对称侧加入,而不是直接加在电烙铁头上。......
2023-06-26
黄铜板熔化极氩弧焊的焊接参数见表5-11。表5-11 黄铜板熔化极氩弧焊的焊接参数6.焊缝清理焊缝焊完后,用不锈钢钢丝刷将焊接过程中的飞溅清除干净,在交专职焊接检验前,不得对各种焊接缺陷进行修补,焊缝处于原始状态。......
2023-06-15
相关推荐