半自动熔化极氩弧焊焊接操作采取左焊法,电源采用直流反接,短路接触引弧。纯铜板熔化极氩弧焊焊接参数见表5-10。表5-10 纯铜板熔化极氩弧焊的焊接参数7.焊缝清理焊缝焊完后,用不锈钢钢丝刷将焊接过程中的飞溅清除干净,在交专职焊接检验前,不得对各种焊接缺陷进行修补,焊缝要处于原始状态。......
2023-06-15
1.焊接接头形式及坡口准备
1)由于铜及铜合金的热导率较高,焊缝熔池液体流动性好等原因,要求焊接接头形式尽量具有相同的传热条件,使焊缝熔池在凝固过程中获得成形均匀的焊缝。因此,在铜及铜合金焊接时,选择对接接头、端接接头是合理的。尽量不采用搭接接头、T形接头和角接接头。
2)铜及铜合金采用单面焊接接头时,为了防止铜液在焊缝背面流失,必须在焊缝背面加焊缝成形垫板,若没有成形垫板或背面不能放垫板时,可选择双面焊接,以保证良好的焊缝表面成形。由于铜及铜合金的溶液流动性好,所以,一般情况下不宜采用立焊和仰焊操作。
3)对于不等厚的焊件焊接时,要对接头处采用过渡性厚度,以改善接头处的散热条件。
2.焊前清理
为了确保铜及铜合金的焊接质量,焊前必须将焊丝、焊件坡口两侧各30mm范围内的油、污、锈、垢等进行清理,直至露出金属光泽。铜及铜合金焊丝、焊件焊前化学清理见表5-5。
3.垫板
为了防止流动性很好的铜液在焊接过程中从焊缝背面流失,保证焊缝成形,在厚度较大的铜及铜合金焊接或要求单面焊双面成形时,在接头背面要加焊接垫板。垫板有可拆型垫板和永久型垫板两种。可拆型垫板有纯铜垫板、陶质粘接软垫、玻璃纤维软垫、钢垫、石棉垫等。永久垫板是与焊件在焊后永久留在焊件上,垫板的材料与焊件相同,仅适用于要求不高的焊接结构或使用条件允许的焊接结构上。
4.焊接操作及参数的选择
熔化极氩弧焊时,一般采用直流反接,左焊法,短路接触法引弧。为确保焊接质量,焊接参数选择原则如下:
1)焊丝的直径是根据焊件的厚度、施焊的位置来选择,薄板及空间位置焊接,通常采用细丝(直径小于或等于1.2mm),平焊位置的中等厚度板材或大厚度板材通常用粗焊丝。
2)焊接电流是根据焊件厚度、焊接位置、焊丝直径来选择。采用等速送丝式焊机焊接时,焊接电流是通过调节送丝速度来调节焊接电流的大小。
3)电弧电压主要是根据焊接电流的大小、被焊材料种类、熔滴过渡方式、保护气体成分等进行选择,电弧电压主要影响焊缝的熔宽,对焊缝的熔深影响很小。
4)在焊接热输入不变的条件下,焊接速度过大,焊缝的熔宽、熔深减小,容易出现咬边、未焊透、未熔合等缺陷。如果焊接速度过小,不但产生焊接变形大、烧穿等缺陷,还将影响焊接生产率。
5)焊丝伸出长度将影响焊丝的预热,对焊接过程及焊接质量影响很大。当其他条件不变而焊丝伸出长度过短时,焊接过程的飞溅将使喷嘴堵塞或烧损;当焊丝伸出过长时,焊接电流变小,导致未焊透、未熔合缺陷产生。
6)保护气体的流量一般根据焊接电流的大小、喷嘴的孔径及接头的形式来选择。对于每一个直径的喷嘴,都有一个保护气体最佳的流量范围。当气体流量过大时,易在电弧区产生气体紊流,把有害气体卷入电弧保护区,降低保护效果。气体流量过小,气体在电弧保护区的挺度小,使焊接保护效果变差。熔化极氩弧焊一般不采用纯氩气体保护,铜及铜合金焊接时保护气体的特点及选择见表5-7。纯铜焊接时保护效果与焊缝表面颜色的关系见表5-8。
表5-7 铜及铜合金焊接时保护气体的特点及选择
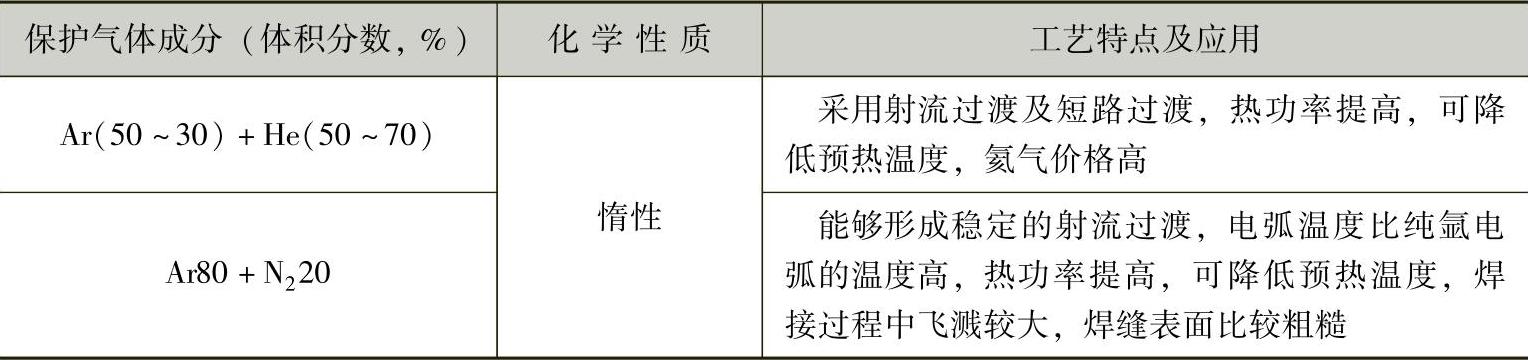
表5-8 纯铜焊接时保护效果与焊缝表面颜色的关系

7)喷嘴高度、喷嘴距焊件的距离应根据焊接电流的大小选择,距离过小,焊接飞溅的颗粒容易堵塞喷嘴,并且阻挡焊工在焊接过程中的视线;距离过大,气体挺度小,保护效果变差。铜及铜合金焊接过程中喷嘴距焊件的推荐高度见表5-9。
表5-9 铜及铜合金焊接过程中喷嘴距焊件的推荐高度

有关焊工:技师、高级技师的文章

半自动熔化极氩弧焊焊接操作采取左焊法,电源采用直流反接,短路接触引弧。纯铜板熔化极氩弧焊焊接参数见表5-10。表5-10 纯铜板熔化极氩弧焊的焊接参数7.焊缝清理焊缝焊完后,用不锈钢钢丝刷将焊接过程中的飞溅清除干净,在交专职焊接检验前,不得对各种焊接缺陷进行修补,焊缝要处于原始状态。......
2023-06-15

黄铜板熔化极氩弧焊的焊接参数见表5-11。表5-11 黄铜板熔化极氩弧焊的焊接参数6.焊缝清理焊缝焊完后,用不锈钢钢丝刷将焊接过程中的飞溅清除干净,在交专职焊接检验前,不得对各种焊接缺陷进行修补,焊缝处于原始状态。......
2023-06-15
使用熔化电极的脉冲氩弧焊称为熔化极脉冲氩弧焊。2)由于熔化极脉冲氩弧焊的电流脉动,将引起熔滴过渡的可控性和电弧力的脉动,这样有利于加快熔池冶金反应及熔池内的气体逸出。3)由于熔化极脉冲氩弧焊能够严格地控制焊接热输入,因此也能够较精确的控制熔池形状和熔合比。4)熔化极脉冲氩弧焊可以提高焊缝的抗裂性、抗气孔性、提高焊缝的强度和冲击韧度等力学性能。......
2023-06-15

(三)焊接方法的选择熔化焊是铜及铜合金焊接中应用最广泛,并容易实现的一类焊接方法。总之,焊接铜及铜合金需要大功率、高能束的熔焊电源,热效率愈高,能量愈集中愈有利。铜及铜合金焊条执行GB/T 3670—1995《铜及铜合金焊条》,焊条的具体选用见第二章第二节。混合气体的最大优点是可以改善焊缝金属的润湿性,提高焊接质量。5)因铜及铜合金的流动性好,故应尽可能采用平焊位置......
2023-06-23

焊件 TA2,板厚为8mm。图6-6 厚8mmTA2板对接平焊的熔化极氩弧焊焊件氩气 要求一级纯度[φ为99.99%],露点在-40℃以下。焊枪平稳地运动,不作横向摆动,焊接过程随时观察焊缝及热影响区表面颜色的变化,及时提高氩气的保护效果,焊接停止后,要在20~30s后再停氩气。厚8mmTA2板对接平焊熔化极氩弧焊的焊接参数见表6-11。......
2023-06-15

熔滴过渡只发生在焊丝与熔池接触的瞬间,而在电弧空间则不发生熔滴过渡。当保护气体的成分发生变化时,电弧形态随之发生变化,影响熔滴过渡的表面张力也随之发生变化,从而引起短路过渡频率的变化。无论是短路过渡、喷射过渡,还是使用惰性气体或惰性气体中加入了少量的活性气体时产生的粗滴过渡,熔滴过渡的轨迹都是沿着焊丝轴向的;但当使用CO2作为保护气体......
2023-06-25
根据弧隙中电弧压降以及电场强度的变化规律可以分成3个区域,即靠近阴极的近阴极区、靠近阳极的近阳极区和弧柱区。近阴极区和近阳极区又被称为近极区。不同于近阴极区和近阳极区,弧柱区不存在空间电荷,所以弧柱区的特性类似金属电阻,弧柱区的电场强度E沿弧长可以看作常数。......
2023-06-30

相关推荐