使用熔化电极的脉冲氩弧焊称为熔化极脉冲氩弧焊。2)由于熔化极脉冲氩弧焊的电流脉动,将引起熔滴过渡的可控性和电弧力的脉动,这样有利于加快熔池冶金反应及熔池内的气体逸出。3)由于熔化极脉冲氩弧焊能够严格地控制焊接热输入,因此也能够较精确的控制熔池形状和熔合比。4)熔化极脉冲氩弧焊可以提高焊缝的抗裂性、抗气孔性、提高焊缝的强度和冲击韧度等力学性能。......
2023-06-15
铝及铝合金采用熔化极氩弧焊的焊接电流大、热量集中,焊缝熔池熔深大,焊接速度相应的增加,焊接生产率比手工钨极氩弧焊提高近20倍,适用于中等厚度较规则的纵焊缝、环焊缝及平焊位置的铝及铝合金焊接。对于中等厚度的铝板,焊前可以不预热,当板厚大于25mm或焊接环境温度低于-10℃时,焊前焊件要预热至100℃,以确保焊件焊透。用熔化极脉冲氩弧焊可以焊接1mm的薄板。熔化极氩弧焊采用直流电源反接。其焊接工艺要点主要有如下几点:
1)由于熔化极氩弧焊多用于厚大件铝及铝合金的焊接,焊丝熔滴采用喷射过渡,焊接电流大,电弧热量集中,所以,焊缝的熔深大。
2)焊接过程中,为了能及时清除焊件表面的氧化膜,焊接电源应该采用直流反接。
3)对中等厚度的铝板,焊前可不进行预热。当板厚大于25mm或焊接环境温度低于-10℃时,为了保证焊件始焊处能够焊透,焊件应预热至100℃后再进行焊接。
4)为了克服焊丝因刚度不足而给焊接过程造成困难,应选用直径大于1.2~1.6mm的焊丝进行焊接。
5)大厚度的铝板焊接时,为了加大熔深,确保焊透,应采用氩气与氦气的混合气体进行焊接,要求氦气的体积分数为70%。
6)为了提高生产率,在厚铝板进行焊接时,应使用大电流,即在喷射过渡的基础上,再继续提高电流密度进行焊接。
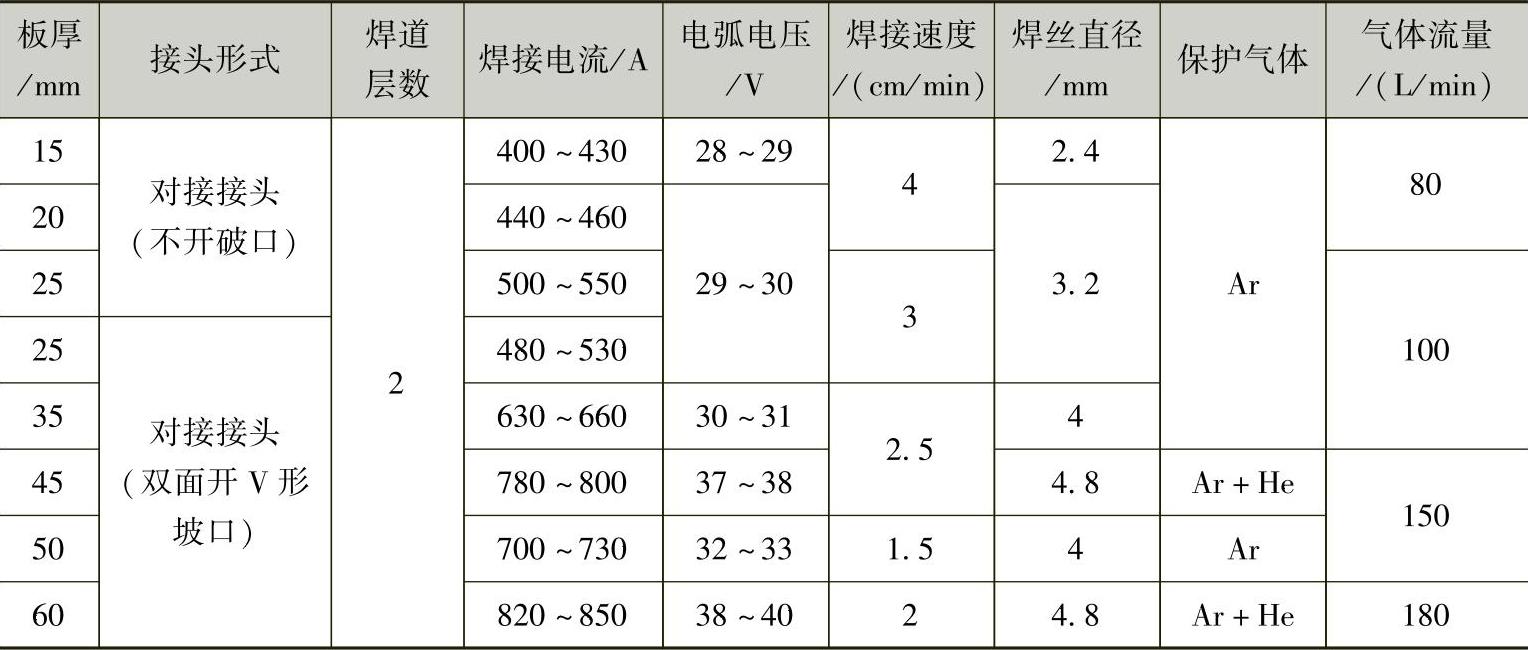
常用铝及铝合金半自动MIG焊的焊接参数见表4-12。铝及铝合金大电流熔化极氩弧焊的焊接参数见表4-13。
表4-12 常用铝及铝合金半自动MIG焊的焊接参数

(续)
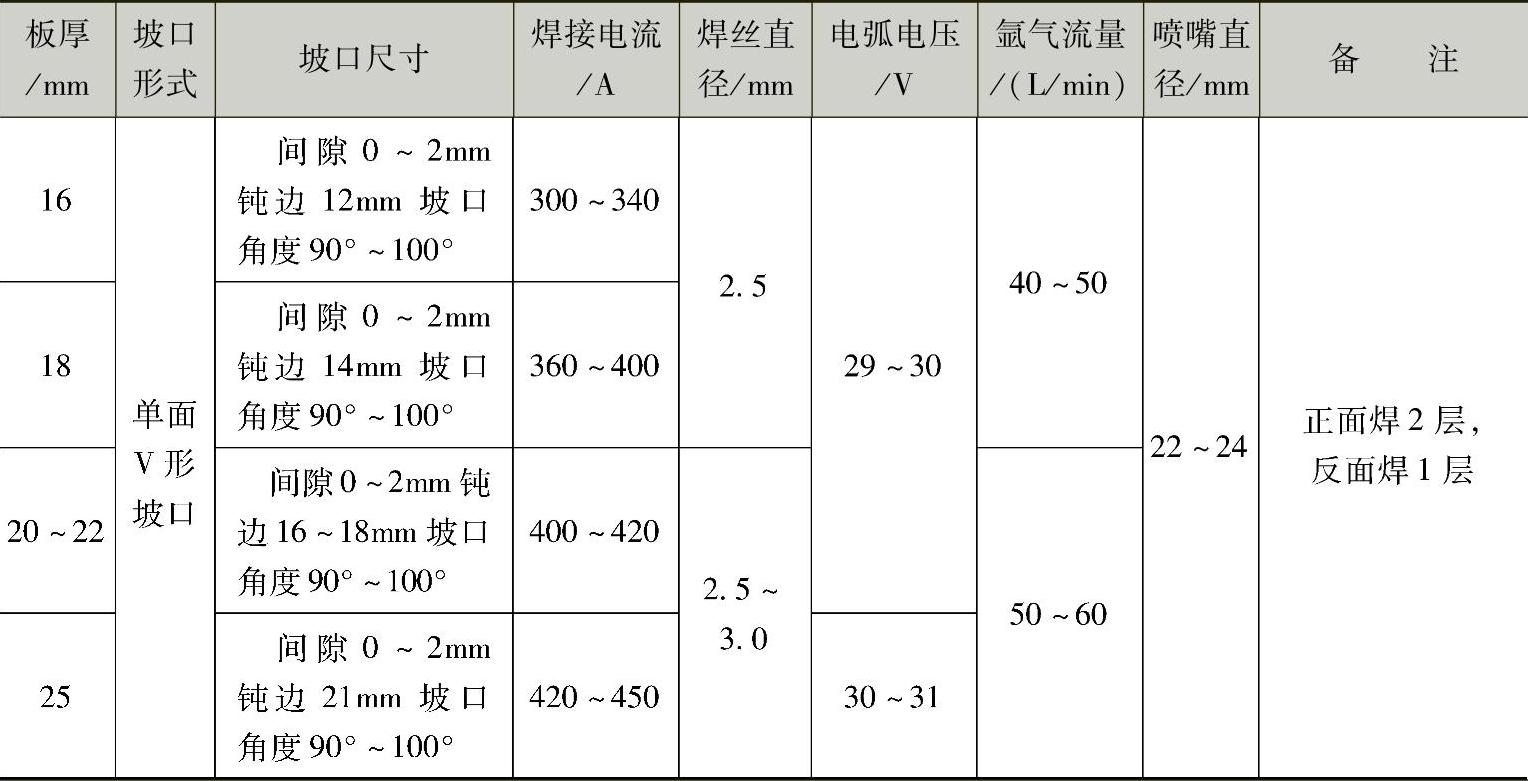
表4-13 铝及铝合金大电流熔化极氩弧焊的焊接参数
有关焊工:技师、高级技师的文章

使用熔化电极的脉冲氩弧焊称为熔化极脉冲氩弧焊。2)由于熔化极脉冲氩弧焊的电流脉动,将引起熔滴过渡的可控性和电弧力的脉动,这样有利于加快熔池冶金反应及熔池内的气体逸出。3)由于熔化极脉冲氩弧焊能够严格地控制焊接热输入,因此也能够较精确的控制熔池形状和熔合比。4)熔化极脉冲氩弧焊可以提高焊缝的抗裂性、抗气孔性、提高焊缝的强度和冲击韧度等力学性能。......
2023-06-15

手工钨极氩弧焊适用于焊接0.5~5.0mm的铝及铝合金焊件,机械化(自动)钨极氩弧焊可以焊接1~12mm的环缝或纵缝。所以,铝及铝合金采用手工钨极氩弧焊时,采用交流电源最好。常用铝及铝合金手工TIG焊的焊接参数见表4-11。......
2023-06-15

硫酸阳极氧化法,是指用稀硫酸作为电解液的阳极氧化处理。硫酸阳极氧化法获得的氧化膜较厚、无色透明,孔隙多、吸附性好,易于染色,其电解液成分简单、成本低、性能稳定、操作方便,火箭弹上的铝及铝合金工件大都采用硫酸阳极氧化。铝及铝合金的硫酸阳极氧化的溶液组成及工艺规范见表222。......
2023-06-22

但是如果在同样厚度条件下,铬酸阳极氧化膜的耐蚀能力比未经封闭的硫酸氧化膜高。铬酸阳极氧化溶液配方及工艺 铬酸阳极氧化工艺见表235。恒电压法始于美国,是一种强化型铬酸阳极氧化。铬酸的含量过高或过低均会降低氧化能力。铬酸阳极氧化法电解液中杂质为硫酸根、氯离子和三价铬。表236 铬酸阳极氧化膜常见故障、产生原因及解决方法......
2023-06-22

图1-29铝合金分类相图2. 铝合金的代号、牌号表示方法变形铝合金的分类和牌号按性能特点和用途不同,变形铝合金可分为防锈铝合金、硬铝合金、超硬铝合金及锻铝合金。根据国家标准GB/T 16475—2008《变形铝及铝合金牌号表示方法》中的......
2023-06-24
草酸阳极氧化就是在质量分数为2%~10%的草酸溶液中,通以直流、交流或交直流叠加电流进行铝及铝合金的阳极氧化。表229 铝及铝合金草酸阳极氧化工艺规范注:氧化时工件应带电入槽,并阶梯式升压。厚度小于0.6mm的铝及铝合金板材和有焊接头的铝合金工件上不适合用草酸阳极氧化法处理。......
2023-06-22

铝及铝合金的线胀系数是钢的2倍,在约束条件下焊接时,所产生较大的焊接应力,也是铝及铝合金具有较大的裂纹倾向的原因之一。铝及铝合金焊接时不等强度的表现,说明焊接接头发生了某种程度的软化或存在某一性能上的薄弱环节。......
2023-06-15
相关推荐