铝及铝合金采用熔化极氩弧焊的焊接电流大、热量集中,焊缝熔池熔深大,焊接速度相应的增加,焊接生产率比手工钨极氩弧焊提高近20倍,适用于中等厚度较规则的纵焊缝、环焊缝及平焊位置的铝及铝合金焊接。用熔化极脉冲氩弧焊可以焊接1mm的薄板。5)大厚度的铝板焊接时,为了加大熔深,确保焊透,应采用氩气与氦气的混合气体进行焊接,要求氦气的体积分数为70%。铝及铝合金大电流熔化极氩弧焊的焊接参数见表4-13。......
2023-06-15
手工钨极氩弧焊(手工TIG焊)适用于焊接0.5~5.0mm的铝及铝合金焊件,机械化(自动)钨极氩弧焊可以焊接1~12mm的环缝或纵缝。当焊件的厚度大于5mm或大型铸件的补焊时,焊前应该进行全部或局部预热150~450℃。铝及铝合金易氧化,所以,焊接电源应该采用交流电源或直流反接电源,利用阴极破碎作用,使正离子撞击熔池表面的氧化膜,使焊接正常进行。但是,若采用直流反接电源,则钨极电流承载能力较低,不仅使焊接电弧的稳定性差些,焊接熔池浅而宽,而且焊接生产率也较低。所以,铝及铝合金采用手工钨极氩弧焊时,采用交流电源最好。焊接过程中,最好采用陶质喷嘴,以免在焊接过程中击伤焊件表面,钨极伸出喷嘴的长度为4~8mm,喷嘴与焊件的夹角为75°~85°,焊接过程钨极始终与焊丝间距保持在2~5mm之间,铝及铝合金手工TIG焊时焊丝、焊枪与焊件的位置如图4-1所示。

图4-1 铝及铝合金手工TIG焊时焊丝、焊枪与焊件的位置
a)板对接平焊 b)平角焊
1.引弧要点
铝及铝合金手工钨极氩弧焊,采用脉冲引弧或高频振荡器引弧,不允许在焊件上直接引弧,为了防止引弧处出现裂纹缺陷,可先在石墨板或铝板上引燃电弧,然后等到电弧燃烧稳定后,再将焊接电弧引入焊接区。
2.焊接操作要点
用手工钨极氩弧焊焊接铝及铝合金时,通常采用左焊法,即焊接过程中,焊接电弧自右向左移动。在移动时,焊枪应该平稳而匀速向前做直线运动,并且保证弧长稳定。为了防止出现焊缝咬边缺陷和确保焊缝熔透,焊接时要保持短弧焊接(不加焊丝时,弧长应保持0.5~2mm,加焊丝时,弧长为4~6mm,)。为了避免焊丝端部氧化,焊丝在电弧下移动时,不要移出氩气保护范围之内。焊接过程中重新引弧时,引弧处应在弧坑前面20~30mm的焊缝上,然后再移向弧坑,使弧坑受到充分加热熔化后再向前继续焊接。
刚开始焊接时,焊枪从距焊件端部15~25mm处,采用右焊法焊接至始焊端,然后再采用左焊法从始焊端开始正式焊接。
焊缝进行接头焊接时,电弧在断弧处引弧,待电弧燃烧稳定后向右移动10~15mm,然后再向左移动焊枪,在接头处熔化形成熔池后,立即填加焊丝进行正常焊接。
3.填加焊丝要点
填加焊丝的方法有推丝填丝法和断续点滴填丝法两种。
(1)推丝填丝法 焊接时焊枪不摆动,适当加大焊接电流和焊接速度,用短弧焊接。填丝时,焊丝沿着焊枪前进的方向紧贴着焊缝左侧,向熔池做推动式填丝,并且焊丝不脱离熔池,每次向熔池的填丝量不要过多,此方法适用于T形接头及搭接接头的焊接,推丝填丝法操作如图4-2所示。
(2)断续点滴填丝法 焊接过程中,焊丝在氩气保护区内,向熔池边缘以滴状形式往复加入,此时,焊枪视熔池熔化情况、焊缝宽度情况可做轻微摆动。此法适用于对接、角接和卷边对接接头的焊接。
断续点滴填丝法操作如图4-3所示。常用铝及铝合金手工TIG焊的焊接参数见表4-11。
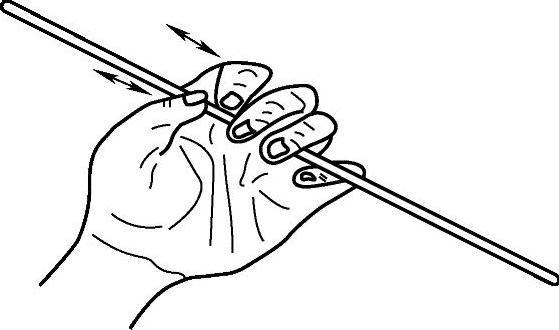
图4-2 推丝填丝法操作
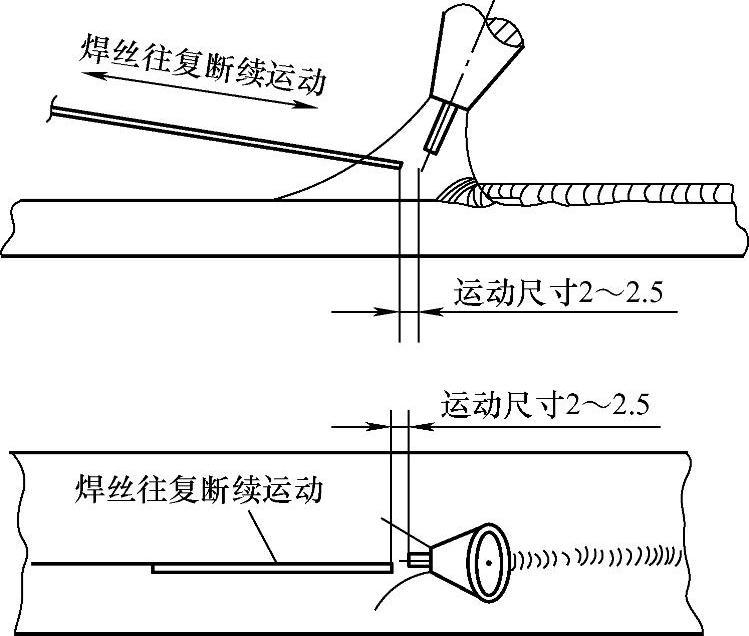
图4-3 断续点滴填丝法操作
表4-11 常用铝及铝合金手工TIG焊的焊接参数
有关焊工:技师、高级技师的文章

铝及铝合金采用熔化极氩弧焊的焊接电流大、热量集中,焊缝熔池熔深大,焊接速度相应的增加,焊接生产率比手工钨极氩弧焊提高近20倍,适用于中等厚度较规则的纵焊缝、环焊缝及平焊位置的铝及铝合金焊接。用熔化极脉冲氩弧焊可以焊接1mm的薄板。5)大厚度的铝板焊接时,为了加大熔深,确保焊透,应采用氩气与氦气的混合气体进行焊接,要求氦气的体积分数为70%。铝及铝合金大电流熔化极氩弧焊的焊接参数见表4-13。......
2023-06-15

图4-4 5A02铝合金板的装配试件装配 把打磨好的焊件装配成Ⅰ形坡口的对接接头,间隙为2mm,5A02铝合金板手工钨极氩弧焊的焊接参数见表4-19。表4-19 5A02铝合金板手工钨极氩弧焊的焊接参数焊接操作 采用蹲位焊接,把焊件固定在适当的高度,调整好角度后,在焊缝的起点处引弧,为了避免在开始焊接的20~30mm长的焊缝中出现始焊端裂纹,焊接速度要适当地放慢些,使始焊端得到充分的热量,确保焊缝焊透和获得均匀的焊缝,然后稍加停顿再继续进行焊接。......
2023-06-15

使用熔化电极的脉冲氩弧焊称为熔化极脉冲氩弧焊。2)由于熔化极脉冲氩弧焊的电流脉动,将引起熔滴过渡的可控性和电弧力的脉动,这样有利于加快熔池冶金反应及熔池内的气体逸出。3)由于熔化极脉冲氩弧焊能够严格地控制焊接热输入,因此也能够较精确的控制熔池形状和熔合比。4)熔化极脉冲氩弧焊可以提高焊缝的抗裂性、抗气孔性、提高焊缝的强度和冲击韧度等力学性能。......
2023-06-15

表7-24 T91钢管焊接材料焊接设备 ZX5—400型弧焊整流器1台,氩气瓶,氩弧焊焊枪。表7-25 T91钢管对接水平固定手工TIG焊打底、焊条电弧焊盖面单面焊双面成形的焊接参数2)焊接过程采用短弧焊接为好,注意控制焊接速度。7)盖面焊接前,应仔细地打磨填充层表面,保持待焊层表面平整,填充层焊缝表面与焊件表面距离1.5~2mm。......
2023-06-15

脉冲钨极氩弧技术是在普通钨极氩弧焊基础上采用可控的脉冲电流取代连续电流发展起来的。采用脉冲钨极氩弧焊技术在进行铸钢件缺陷修复时具有精度高、变形小等特点,操作简单灵活,适用于不同位置的补焊。脉冲钨极氩弧焊的焊接电流从低的基值电流到高的峰值电流周期变化。根据脉冲频率范围,脉冲钨极氩弧焊可分为低频脉冲钨极氩弧焊和高频脉冲钨极氩弧焊。......
2023-06-28

钨极氩弧焊设备通常由焊接电源、引弧及稳弧装置、焊枪、供气系统、水冷系统和焊接程序控制装置等部分组成,对于自动氩弧焊还应包括焊接小车行走机构及送丝装置。图7-52所示为手工TIG焊设备系统示意图,其中焊接电源内已包括了引弧、稳弧装置及焊接程序控制装置等,图7-53所示为自动TIG焊的焊枪和导丝机构示意图。......
2023-07-02

氩气 氩气纯度不小于99.9%。钨极 WCe—5型(铈钨极)2.5mm,钨极端部磨成20°~25°的圆锥形。焊件 Q245钢管,42mm×5mm。考核焊件清理程度应符合焊接要求,应正确进行定位焊,正确选择焊接参数。3)焊缝内部质量。时间规定 焊前准备时间20min,正式焊接操作时间为40min。......
2023-06-15
表2-2 不锈钢管对接水平固定单面焊双面成形的焊接参数4.焊接操作焊接层次分为打底层和盖面层两层。不锈钢管对接水平固定手工TIG打底焊时焊接位置如图2-2所示。图2-2 不锈钢管对接水平固定手工TIG打底焊时焊接位置a)仰焊位置 b)立焊位置 c)平焊位置盖面焊接 在打底层上引弧,在时钟钟面6点处开始焊接,焊接电弧作月牙形或锯齿形摆动,在坡口两侧稍作停留,各填加一滴熔滴,使熔敷金属与母材融合良好。......
2023-06-15
相关推荐