Step3.创建图16.3.4b所示的边倒圆特征1。图16.3.5 拉伸特征2图16.3.5 拉伸特征2图16.3.6 定义草图平面图16.3.6 定义草图平面图16.3.7 截面草图图16.3.7 截面草图Step5.创建图16.3.8所示的零件特征——拉伸3。Step6.创建图16.3.10所示的零件特征——拉伸4。选择下拉菜单命令,系统弹出“拉伸”对话框;选取XY基准平面为草图平面,绘制图16.3.......
2023-06-22
灰铸铁在焊条电弧焊过程中,主要的难度是焊接接头容易出现白口组织及淬硬组织、焊接接头容易出现裂纹,以及变质铸铁在焊接过程中,容易出现熔化的焊条铁液与变质铸铁不熔合。本训练是解决灰铸铁的焊补技术及加热减应区技术。
1.焊前准备
(1)焊机 ZX5—400型弧焊整流器1台。直流反接,焊条接正极。
(2)焊条 Z117焊条,直径为3.2mm。
(3)焊件 灰铸铁底座,见图3-2。
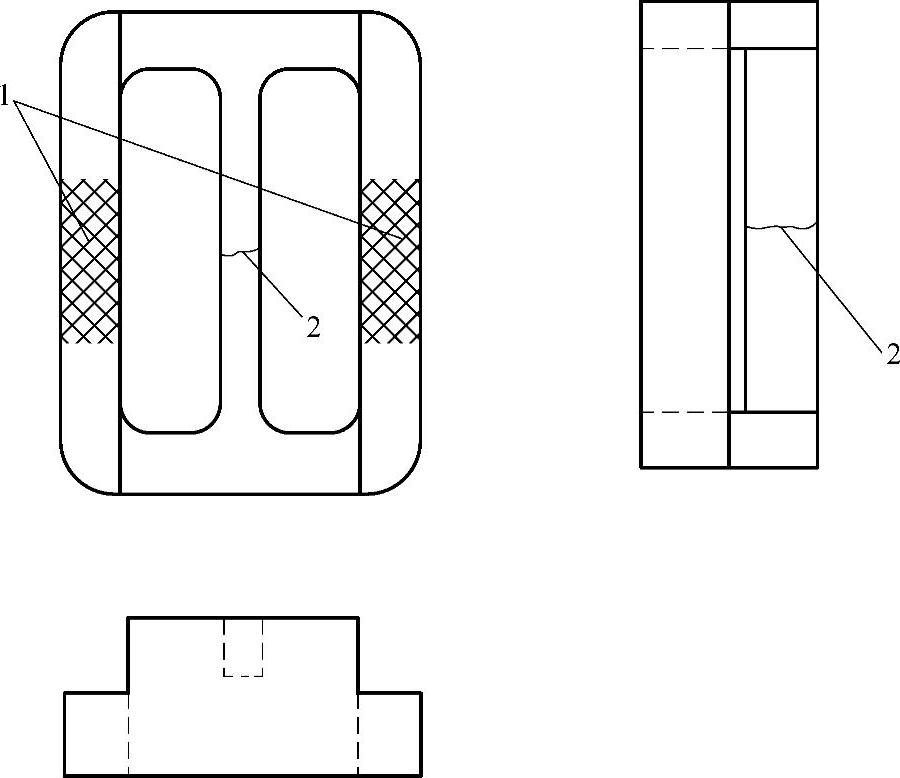
图3-2 灰铸铁底座
1—加热减应区 2—裂纹
(4)辅助工具和量具 焊条保温筒、角向打磨机、钢丝刷、敲渣锤、焊缝万能量规、温度笔(650±10)℃、气割枪两把、氧气减压器两个、乙炔减压器两个、氧气瓶两个、乙炔气瓶两个。
2.焊件清理
1)将灰铸铁裂纹处两边各30mm范围内的氧化皮、污、锈、垢等,用角向打磨机和钢丝刷打磨干净。开坡口,坡口的形状要便于补焊及减小焊件母材的熔化量。
2)将焊件按图3-3所示的进行固定。
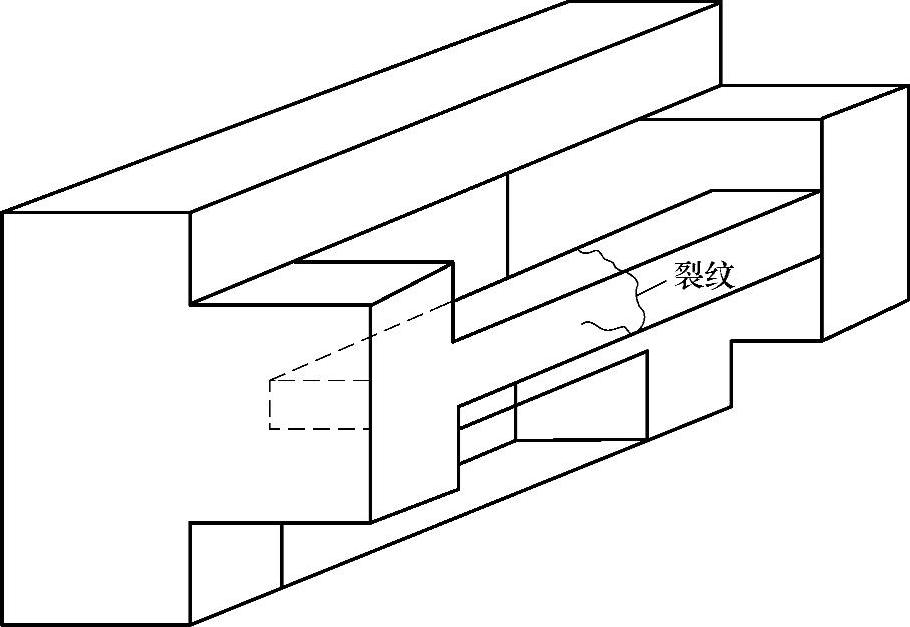
图3-3 灰铸铁底座的固定
3.焊接操作
(1)加热减应区 加热前,用温度笔在减应区划一道线,然后两个人分别用气割枪加热减应区,当减应区变成暗樱红色或温度笔改变了颜色,则表示减应区已经达到了650℃,裂纹处间隙变大,加热可以稍停,此时开始焊接。
(2)操作要领
1)采取短段焊缝断续焊,把应补焊的焊缝分成A面和B面,每面又分为两小段,不要连续进行焊接,每次只焊一小段,在先焊的焊缝温度降至50~60℃时,再焊下一小段焊缝,先焊A面的两条焊缝,然后将灰铸铁底座翻转180°,将B面放置在水平位置,再按同样的步骤焊接B面焊缝。这种做的目的是降低补焊区的温度,以减小焊接热应力和防止产生冷裂纹,灰铸铁底座裂纹焊条电弧冷焊的焊接顺序如图3-4所示。
2)进行线状裂纹缺陷补焊时,焊前必须在裂纹处开70°~80°的U形坡口,因为U形坡口比V形坡口的熔合比小。
3)在保证焊缝与母材熔合的前提下,尽量采用小电流焊接。因为,过大的焊接电流会增加焊缝的熔深,不仅影响了焊缝的成分,使焊接接头中白口组织增厚,而且还使机械加工性能变坏,灰铸铁底座裂纹焊条电弧冷焊焊接电流的选用见表3-8。

图3-4 灰铸铁底座裂纹焊条电弧冷焊的焊接顺序 (焊接顺序为先焊A面,再焊B面焊缝)
表3-8 灰铸铁底座裂纹焊条电弧冷焊焊接电流的选用

4)每焊完一小段后,立即用圆头小锤快速锤击焊缝,使焊缝的内应力得以松弛,避免产生裂纹。
5)灰铸铁焊接时,对于多层焊缝,其焊接顺序是,先焊两边缘焊缝,然后再依次向中间焊接,减小应力。
4.焊缝的清理
焊完焊缝后,用敲渣锤和钢丝刷清理焊接飞溅和焊渣,焊缝处于原始状态,交付专职检验前不得对各种焊接缺陷进行修补。
5.焊接质量检查
(1)焊缝外形尺寸 焊缝余高0~3mm,焊缝余高差≤2mm,焊缝宽度比坡口每侧增宽0.5~2.5mm,焊缝宽度差≤3mm。
(2)焊缝表面缺陷 咬边深度≤0.5mm,焊缝两侧咬边的总长不得超过10mm。焊缝表面不得有裂纹、夹渣、气孔和焊瘤等。
有关焊工:技师、高级技师的文章

Step3.创建图16.3.4b所示的边倒圆特征1。图16.3.5 拉伸特征2图16.3.5 拉伸特征2图16.3.6 定义草图平面图16.3.6 定义草图平面图16.3.7 截面草图图16.3.7 截面草图Step5.创建图16.3.8所示的零件特征——拉伸3。Step6.创建图16.3.10所示的零件特征——拉伸4。选择下拉菜单命令,系统弹出“拉伸”对话框;选取XY基准平面为草图平面,绘制图16.3.......
2023-06-22

图3-1 灰铸铁焊接接头的组织变化奥氏体区 该区位于固相线与共析温度上限之间。2)灰铸铁焊后难于进行机械加工。总之,铸铁焊接接头容易产生裂纹的原因主要有铸铁强度低、铸铁的塑性极差、焊件受热不均匀和焊接应力大等。......
2023-06-15
图12.3.1 零件模型及模型树Step1.在装配体中创建底座下盖。选取图12.3.2a所示的面,选择下拉菜单命令,定义实体化方向如图12.3.2a所示。选择下拉菜单命令;选取图12.3.10a所示的边线为圆角放置参照,圆角半径值为0.5。说明:图12.3.15所示的轴线A_5为拉伸2特征所生成的轴线。Step14.创建图12.3.19所示的拉伸特征──拉伸3。选择下拉菜单命令;选取图12.3.12所示的面为草绘平面,选取ASM_TOP基准平面为参照平面,方向为;绘制图12.3.20所示的截面草图;选取深度类型为,输入深度值15.0。......
2023-06-26
大型底座浇注系统的设置,主要应根据具体结构特征确定。此时可采用阶梯式浇注系统,如图10-7所示。将内浇道设置在上部分型面上;或将圆形内浇道设置在侧壁上方,采用雨淋式顶注浇注系统。采用顶注式浇注系统虽可提高铸型上部的铁液温度,缩小各部位的温度差,但会对铸型底部造成较大的冲击,并由此产生某些铸造缺陷。......
2023-07-02

在装配环境下,创建图12.2.1所示的底座骨架模型及模型树。图12.2.2 拉伸1图12.2.3 截面草图Step5.创建图12.2.4所示的实体旋转特征──旋转1。Step7.创建图12.2.7所示的投影曲线──投影1。Step8.创建图12.2.9所示的基准点──基准点。说明:图12.2.14所示的两个圆弧的端点分别与基准点PNT2和PNT3重合。图12.2.13 定义点参照图12.2.14 草绘3Step12.创建图12.2.15所示的基准平面──DTM1。Step13.创建图12.2.16所示的草绘特征──草绘4。......
2023-06-26
图9.5.62 “错误-装配…”改变绝对装配件公差的操作过程如下:Step1.选择下拉菜单命令,系统弹出图9.5.63所示的“设置”对话框。注意:本例中建议“特征长度”值超过70,例如可设为120,如图9.5.93所示。图9.5.63 “设置”对话框......
2023-06-20

硅的质量分数为2.0%~3.0%的铸造生铁可用于熔炼低牌号灰铸铁;硅的质量分数为1.2%~2.0%的铸造生铁可用于熔炼高牌号灰铸铁。废钢熔点较高,容易形成“落生”,因此废钢厚度不宜大于30~50mm,单块质量不宜大于10kg。回炉料破碎必须按照回炉料的种类、材质分别进行,严格防止将成分差别较大的回炉料混堆。......
2023-06-24

图12.4.1 零件模型及模型树Step1.在装配体中创建底座中部。选取图12.4.2a所示的面,选择下拉菜单命令;在操控板中单击按钮,定义方向如图12.4.2a所示。图12.4.3 实体化2Step6.创建图12.4.4b所示的抽壳特征──壳1。选择下拉菜单命令;选取DTM3基准平面为草绘平面,选取ASM_TOP基准平面为参照平面,方向为;绘制图12.4.9所示的截面草图;在操控板中选取深度类型为,并单击“去除材料”按钮,然后单击按钮。Step14.创建图12.4.20所示的孔特征──孔2。......
2023-06-26
相关推荐