图5-1 焊接裂纹位置对于中、高碳钢、低合金钢等易淬火的材料焊接时,最易在热影响区产生这几种裂纹。焊道下裂纹的产生原因 由材料的碳当量高、焊接热影响区淬硬、焊缝金属中封闭着多量的氢所致。焊趾裂纹的产生原因 焊道在冷却凝固过程中受到焊道下面有缺陷地方的大的应力作用,再加上这时母材正在硬化不易变形便产生焊趾裂纹。......
2023-06-28
1.焊接接头容易出现白口及淬硬组织
以常用的灰铸铁为例,经焊条电弧焊焊接后,灰铸铁铸件焊接接头的组织变化,可以分为如下几个区域,如图3-1所示。
(1)焊缝区 当焊缝的化学成分与焊件的成分相同时,焊条电弧焊焊缝的冷却速度远远大于铸件在砂型中的冷却速度,焊缝基本上是白口组织。如果增大焊接热输入,焊缝中可以出现一定量的灰铸铁,但还不能完全消除白口组织。为避免焊缝中的白口组织产生,可采取以下措施:
1)采用石墨化能力很强的焊条进行电弧冷焊,并配合一定的工艺措施。
2)采用铜钢焊条及镍基焊条等进行施焊,使焊缝金属成为钢或有色金属。
3)焊前预热,焊后缓冷。
(2)半熔化区 此区较窄,处于液相线及固相线之见间,其温度范围为1150~1250℃。在焊接操作时,此区处于半熔化状态,即液-固状态。其中一部分铸铁已变为液体,另一部分铸铁通过石墨片中碳的扩散作用,已经转变为被碳所饱和的奥氏体。在焊后快速冷却的情况下,其液相部分在共晶温度转变为莱氏体(即奥氏体+渗碳体)。继续快冷时,碳的存在形式由石墨转变为化合物状态的渗碳体,也就是由灰铸铁变为白口铸铁。若更快的冷却速度,还可能抑制奥氏体的共析转变,而转变为马氏体。
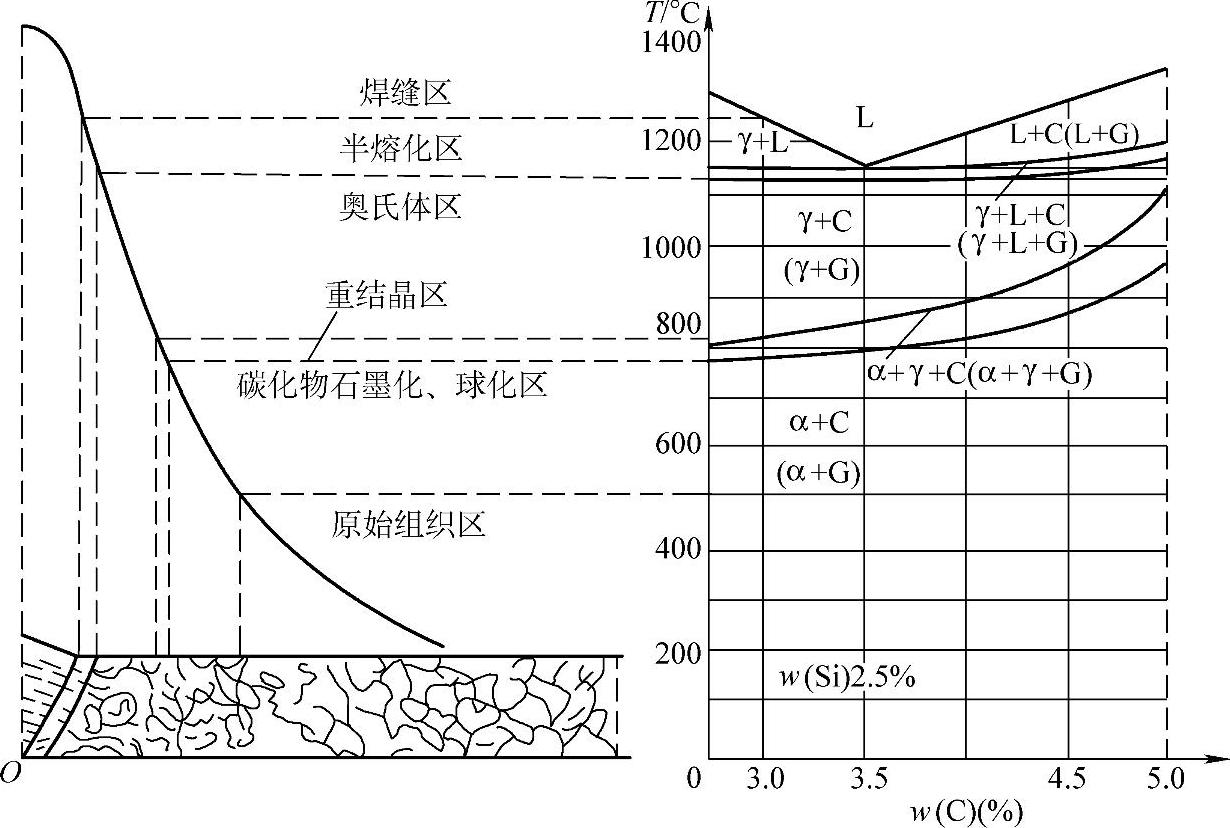
图3-1 灰铸铁焊接接头的组织变化
(3)奥氏体区 该区位于固相线与共析温度上限之间。其加热温度范围为820~1150℃,在此区内铸铁为固态。在焊接过程快速冷却时,可得到珠光体+二次渗碳体+石墨的组织,这是一种不完全石墨化的组织状态,比半熔化区的组织状态好一些。如果在焊接过程中以更快的速度冷却时,也会产生马氏体组织。所以,在铸铁熔焊时,应采取适当工艺措施使该区缓慢冷却,就可以使奥氏体直接析出石墨,从而避免二次渗碳体的析出,也可以防止产生淬硬组织。
(4)重结晶区 这个区很狭窄,加热温度范围为780~820℃。由于焊接的加热速度很快,铸铁中只有部分组织可以转变为奥氏体,在焊后的冷却过程中,奥氏体转变为珠光体。当冷却速度很快时,也可能出现马氏体组织。
(5)碳化物石墨化区及原始组织区 该区温度低于780℃,熔焊后,该区组织没有明显变化或不变。
2.白口及淬硬组织的危害
1)容易产生焊接裂纹。白口及淬硬组织硬而脆,极容易形成裂纹。但是,只要采用适当的焊接工艺措施,就可以避免半熔化区的白口组织而产生的裂纹。
2)灰铸铁焊后难于进行机械加工。
3.焊接接头容易出现裂纹
铸铁焊接时产生的裂纹有冷裂纹和热裂纹两类,现分述如下:
(1)冷裂纹 铸铁焊接时,冷裂纹可以发生在焊缝及热影响区,当焊缝为铸铁型时,则容易产生冷裂纹,裂纹产生的温度在400℃以下。这种冷裂纹常发生在较长的铸铁焊缝或较大的铸铁缺陷补焊时,并时常伴有较响的产生裂纹的脆断声音。
当焊缝为白口铸铁时,由于白口铸铁的收缩率约为2.3%,灰铸铁的收缩率为1.26%,所以白口铸铁比灰铸铁更容易出现裂纹。
(2)热裂纹 当焊缝为铸铁型时,焊缝对热裂纹不敏感。当采用低碳钢焊条与镍基铸铁焊条冷焊时,焊缝容易出现结晶裂纹。当焊接应力较大时,此种裂纹也可以发展成剥离性裂纹。
总之,铸铁焊接接头容易产生裂纹的原因主要有铸铁强度低、铸铁的塑性极差、焊件受热不均匀和焊接应力大等。
为防止铸铁焊补时产生裂纹,采取的措施主要有焊件的焊前预热,焊后缓冷,采用加热减应区法,调整焊缝的化学成分,采用合理的焊补工艺,以及采用栽螺钉法等。
有关焊工:技师、高级技师的文章

图5-1 焊接裂纹位置对于中、高碳钢、低合金钢等易淬火的材料焊接时,最易在热影响区产生这几种裂纹。焊道下裂纹的产生原因 由材料的碳当量高、焊接热影响区淬硬、焊缝金属中封闭着多量的氢所致。焊趾裂纹的产生原因 焊道在冷却凝固过程中受到焊道下面有缺陷地方的大的应力作用,再加上这时母材正在硬化不易变形便产生焊趾裂纹。......
2023-06-28

工件淬火冷却时,如其瞬时内应力超过该时钢材的断裂强度,将发生淬火开裂。淬火裂纹的实质是在淬火拉应力作用下造成的脆性断裂。因此,纵向裂纹是因淬火时组织应力过大,使最大切向拉应力大于该材料断裂抗力而发生。图3-32纵向裂纹纵向裂纹也可能由于淬火前既存裂纹在淬火时切向拉应力的作用下扩展而成。......
2023-06-24

对于普通金属结构而言焊后产生焊接残余应力和焊接残余变形的基本原因则是焊后焊缝区的金属发生了纵向和横向收缩。由以上分析可知,焊接过程中,对工件进行局部不均匀加热是产生焊接残余应力和焊接残余变形的主要原因。另外在焊接过程中,焊接接头晶粒组织发生转变引起体积的变化,也会在金属内部产生焊接应力,同时也可能引起焊接变形。......
2023-06-23

一般认为,缝隙宽度大于0.3mm时,不再发生缝隙腐蚀。因此,缝隙腐蚀要比孔蚀容易发生而且不容易停止生长。实验证明,缝隙内外之间的电位差高达600mV,此电位差是缝隙腐蚀的推动力。孔蚀型缝隙腐蚀此类缝隙腐蚀起源于孔蚀。2)采用电化学保护来防止缝隙腐蚀。沉积物腐蚀是缝隙腐蚀的一种形式,会对许多金属构件造成严重危害。......
2023-06-23

概括起来,焊接性试验主要有以下内容:1.焊缝及热影响区抵抗产生冷裂纹的能力冷裂纹是合金结构钢焊接中最为常见的一种缺陷,且其产生和扩展具有延迟特性,危害极大。可用间接计算和焊接性试验来评定冷裂纹敏感性。因此,测定焊接接头抵抗脆性断裂能力也是焊接性试验的重要内容之一。......
2023-07-02
灰铸铁在焊条电弧焊过程中,主要的难度是焊接接头容易出现白口组织及淬硬组织、焊接接头容易出现裂纹,以及变质铸铁在焊接过程中,容易出现熔化的焊条铁液与变质铸铁不熔合。本训练是解决灰铸铁的焊补技术及加热减应区技术。焊件 灰铸铁底座,见图3-2。这种做的目的是降低补焊区的温度,以减小焊接热应力和防止产生冷裂纹,灰铸铁底座裂纹焊条电弧冷焊的焊接顺序如图3-4所示。......
2023-06-15

钎缝的成分和组织在整个接头区内是不均匀的。扩散区是由钎料组分向母材中扩散所形成的。图3-1-21 钎缝区组织示意图图3-1-22 Ni-Cr-B-Si钎料钎焊小间隙钎缝时的显微组织大量的试验结果表明,影响钎焊接头性能的区域主要在界面区。而对于接触反应钎焊,完全是通过原子的扩散得到液态的共晶组织,因此接触反应钎焊的钎缝组织,凝固后基本上是完全的共晶组织。固溶体组织一般具有良好的力学性能,对接头性能是有利的。......
2023-06-26

产生石墨漂浮的基本原因是存在碳当量过高的过共晶化学成分。小型曲轴砂型铸造中,当碳当量达到4.7%~4.8%以上时,较易出现石墨漂浮。石墨漂浮程度与球化剂种类有关。在不产生石墨漂浮的前提下,选用较高的碳当量,对防止产生内部缩松缺陷有良好的作用。......
2023-07-02
相关推荐