5)低温钢焊条的选择主要是根据铸钢件的工作温度要求来确定的。6)不锈钢焊条应选择与母材成分相同或相近的焊条,但焊条的碳含量不能高于母材。......
2023-06-28
选用焊条时,应根据焊件的化学成分来考虑,焊条的化学成分应尽量与母材相近,焊条的含碳量不要高于母材,铬镍的含量应不低于母材。同时,还要满足使用条件上的特殊要求:
1)高温环境下工作的耐热不锈钢焊接时,所选用的焊条应能满足焊缝金属的抗热裂纹性能和焊接接头的高温性能要求。
2)在腐蚀介质工作的不锈钢,应根据介质和工作温度来选择焊条。在稀硫酸或盐酸介质中工作的不锈钢,应选用含有Mo或含Mo和Cu的不锈钢焊条;不锈钢工作在常温下的弱腐蚀性或仅仅为了防止腐蚀污染的环境中,可选用不含Ti或Nb的不锈钢焊条;对于工作温度在300℃以上,并处于较强的介质中的不锈钢,可选用含有Ti或Nb稳定化元素的不锈钢焊条或超低碳不锈钢焊条。
奥氏体不锈钢焊条的选用见表1-6。不锈钢焊条的药皮分为如下三类:
表1-6 奥氏体不锈钢焊条的选用

1)焊条药皮类型代号为15的焊条,通常为碱性焊条。焊接电弧不够稳定,飞溅较多,脱渣性稍差,焊缝外观容易形成凸形,可以进行全位置焊接,焊波粗糙,只适用直流反接电源。焊条金属抗裂性好,适用于焊接刚度较大,中、厚板以上的焊接结构。
2)焊条药皮类型代号为16的焊条,药皮可以是碱性的,也可以是钛型的或钛钙型的。焊接工艺性良好,电弧柔软,焊接飞溅少,焊缝光滑、美观,熔深稍浅,可使用交流或直流电源进行全位置焊接,由于不锈钢焊条钢芯电阻大,交流电源焊接时,焊条药皮容易发红、开裂,使后半根焊条工艺性能恶化,所以,最好不用交流电源。
3)焊条药皮类型代号为17的焊条,它是焊条药皮类型代号为16的变形,可以使用交流或直流电源进行全位置焊接。这类焊条的熔滴以熔壁过渡为主,比药皮类型代号为16的焊条焊缝成形更好,焊波更细密、圆滑、扁平,横角焊焊缝的形状呈凹形,立角焊焊缝是由下向上焊接时,熔渣凝固较慢,焊条要作轻微摆动,以加速熔池冷却速度,使焊缝形成合适的形状。因此,角焊缝的最小尺寸,比药皮类型代号为16的焊条焊接的角焊缝大一些。与药皮类型代号为16的焊条相比,熔化系数可提高20%以上。焊接过程中,焊条药皮不发红、减少了焊条头的损失,并且提高了熔敷效率,这是目前国内外大力发展、推广的焊条。
2.铁素体不锈钢焊条的选用
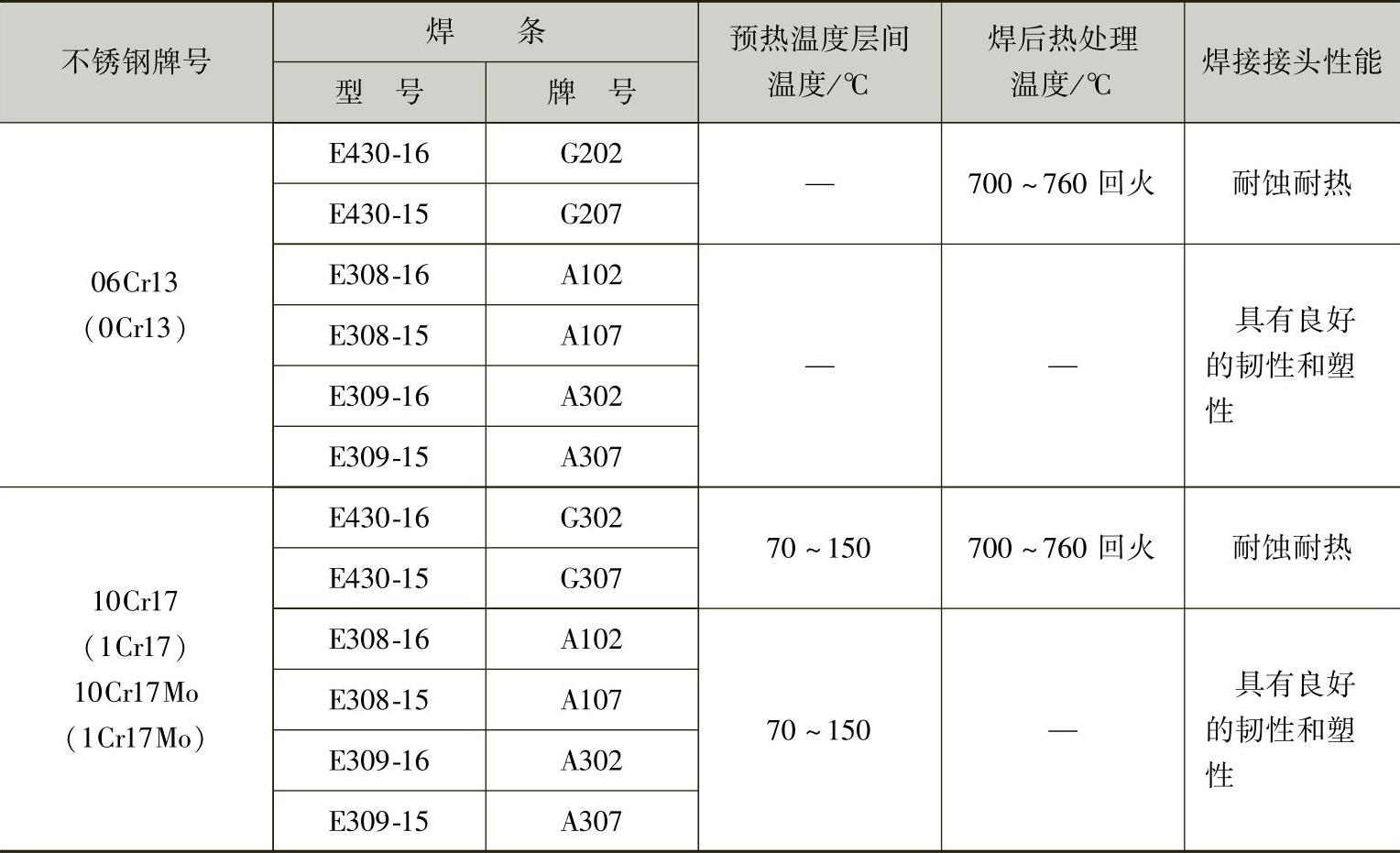
铁素体不锈钢焊接时,除了产生焊接接头脆化和晶间腐蚀以外,由于在室温下熔敷金属韧性太低,很容易在冷却到室温时产生冷裂纹。因此,在使用铬不锈钢焊条焊接时,除了采用低温预热,使焊接接头在韧性较高的状态下收缩,从而可以有效地防止冷裂纹的产生外。还可以先用与母材成分相近的焊条,也可以选用奥氏体不锈钢焊条焊接,再配合预热处理及焊后热处理。铁素体不锈钢焊接时的焊接材料、预热及焊后热处理见表1-7。
表1-7 铁素体不锈钢焊接时的焊接材料、预热及焊后热处理
3.马氏体不锈钢焊条的选用
马氏体不锈钢在焊接过程中主要的问题是存在冷裂纹与接头脆化的倾向,晶间腐蚀倾向很小。选择焊条时,主要有两种类型:一种是选用与母材成分相近的焊条;另一种是奥氏体不锈钢焊条。马氏体不锈钢焊接时,除了根据各方面情况选用焊条外,还要配合预热处理及焊后热处理。马氏体不锈钢焊接时的焊接材料、预热及焊后热处理见表1-8。
表1-8 马氏体不锈钢焊接时的焊接材料、预热及焊后热处理

(续)

有关焊工:技师、高级技师的文章

5)低温钢焊条的选择主要是根据铸钢件的工作温度要求来确定的。6)不锈钢焊条应选择与母材成分相同或相近的焊条,但焊条的碳含量不能高于母材。......
2023-06-28

轴线的偏移将使机器的工作情况恶化,因此要求联轴器应具有补偿轴线偏移的能力。另外,在有冲击、振动的场合,还要求联轴器具有缓冲和吸振的能力。齿式联轴器承载能力大,工作可靠,有较大的综合补偿偏移能力。为了消除这一缺点,常将十字轴万向联轴器成对使用,组成双万向联轴器。弹性套柱销联轴器结构简单,成本较低,装拆方便,适用于转速较高、有振动和经常正反转、起动频繁的场合。......
2023-06-25

男生选购吉他男生一般喜欢民谣音乐,特别是低音丰富的音乐。就一家40多年的吉他品牌而言,要挤入高级吉他的行列原本不易,但Taylor从木料、做工、音色等各方面,不断挑战人类制作吉他技术的极限,展现出它在吉他制造上的精深与执着。后三种牌子的主打产品是电吉他。......
2023-11-20

注射压力过高,制件可能产生飞边,脱模困难,影响制件的表面粗糙度,使制件产生较大的内应力,甚至成为废品,同时还会影响到注射装置及传动系统的设计。注射压力的大小要根据实际情况选用。采用中间直径的螺杆,其注射压力范围在100~130MPa;采用大直径的螺杆,注射压力在65~90MPa范围内;采用小直径的螺杆,其注射压力在120~180MPa的范围内。注射压力的计算如下:式中 p0——油压;D0——注射液压缸内径;D——螺杆(柱塞)外径。......
2023-06-23

而接在变频器输出端和电动机之间的输出电抗器,其主要作用则是为了降低电动机的运行噪声。虽然输入电抗器容量的选择和电源容量有较大关系,但在一般情况下,可以按照在额定电压和额定电流条件使电抗器上的电压降低2%~5%之间的原则进行选择。当这些现象出现时,应该选用输出电抗器使变频器的输出平滑,以减小输出谐波产生的不良影响。常用直流电抗器的规格见表3-2。......
2023-06-19

表1-2-3 交直流弧焊电源技术经济性比较与用途根据工作条件和需要选择1)在水下、高山、野外施工等场合没有交流电网,应选用汽油或柴油发动机拖动弧焊发电机。2)对于热敏感性大的合金钢、薄板单面焊双面成形、管道及全位置自动焊,宜用数字化脉冲弧焊电源。......
2023-06-25

制动电阻的选择,包括阻值及容量的计算,可按下述方法及步骤进行:1)制动力矩的计算。在进行再生制动时,即使不加耗电的制动电阻,电动机内部也会有20%的铜损被转换为制动转矩。考虑到这个因素,可以先按式初步计算制动电阻的预选值。有制动晶体管和制动电阻组成的放电回路中,其最大电流受制动晶体管本身的允许电流IC的限制。电动机减速模式不同时,制动电阻额定功率的选择是不同的。......
2023-06-19

相关推荐