
通常可以用焊条的型号及牌号反映其主要性能特点及类别。表6-13为常用堆焊焊条的化学成分与用途。......
2023-07-02
焊条型号按熔敷金属化学成分、焊接位置和药皮类型等进行划分。焊条型号由四部分组成:
1)第一部分用字母“E”表示焊条。
2)第二部分为字母“E”后面的数字,表示熔敷金属的化学成分分类,数字后面的“L”表示含碳量较低,“H”表示含碳量较高,如有其他特殊要求的化学成分,该化学成分用元素符号表示放在后面,不锈钢焊条熔敷金属化学成分见表1-1。
3)第三部分为短划“-”后面的第一位数字,表示焊接位置,其代号见表1-2。
4)第四部分为最后一位数字,表示药皮类型和焊接电流类型,见表1-3。型号示例:
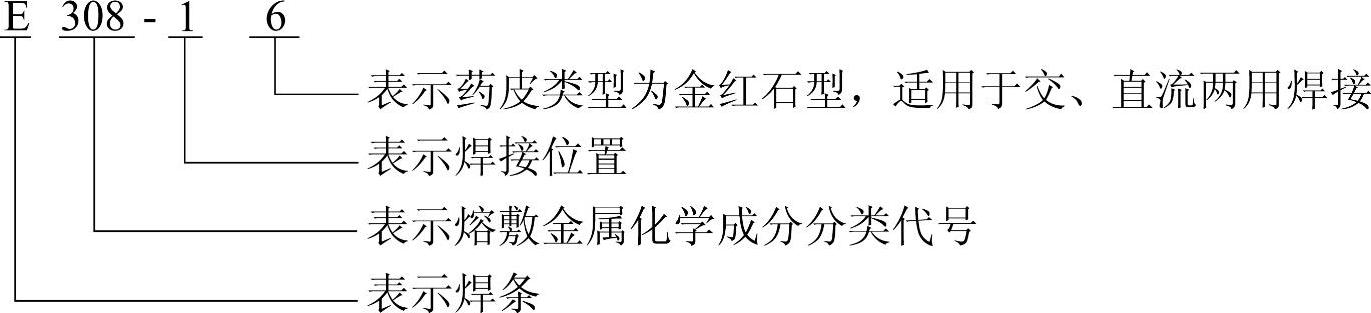
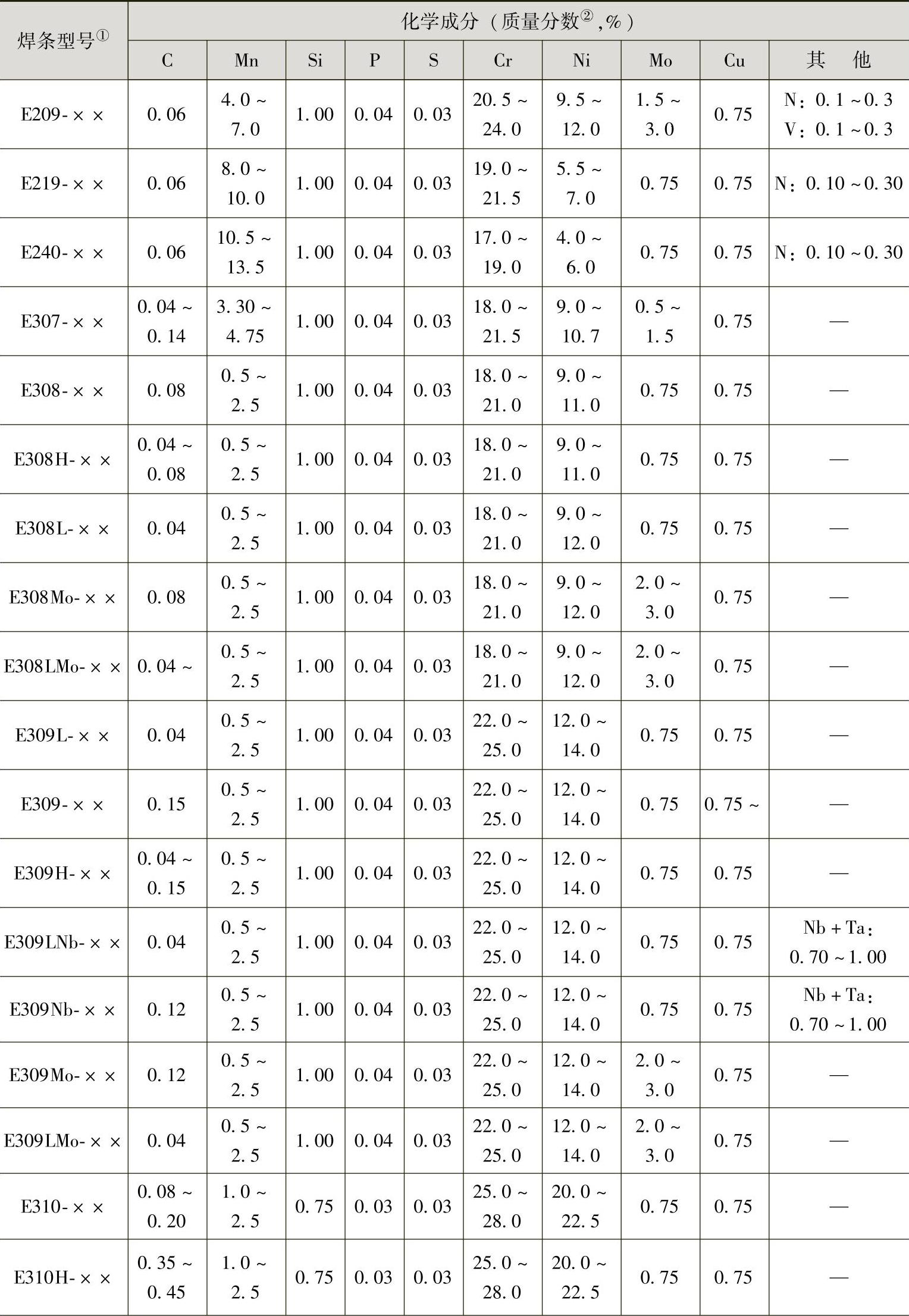
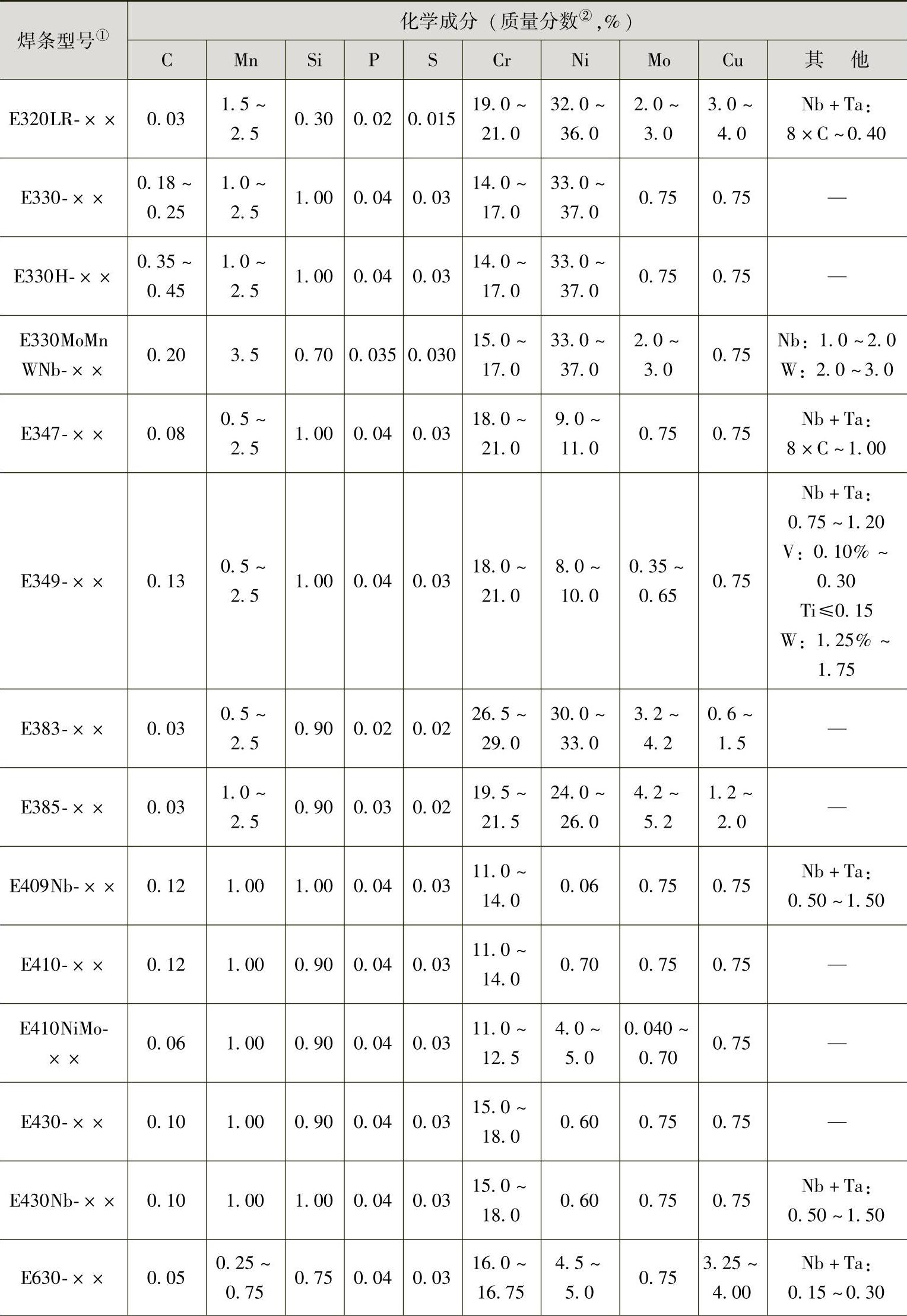
表1-1 不锈钢焊条熔敷金属化学成分
(续)

(续)
(续)
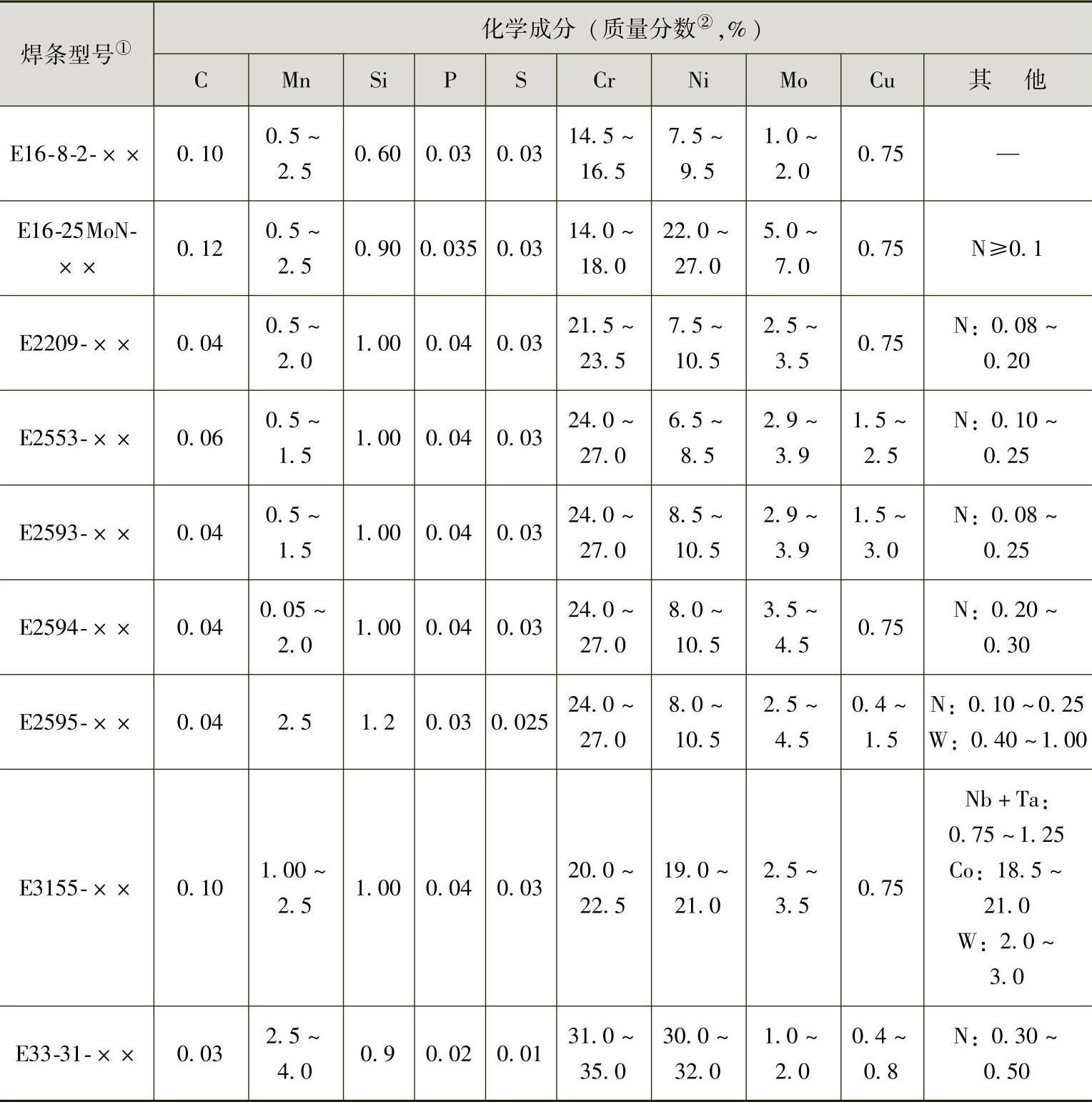
注:表中的单值均为最大值
①焊条型号中-××表示焊接位置和药皮类型,见表1-2和表1-3。
②化学分析应按表中规定的元素进行分析。如果在分析过程中发现其他化学成分,则应进一步分析这些元素的含量,除铁外,其质量分数不应超过0.5%。
表1-2 焊接位置代号

①焊接位置见GB/T 16672,其中PA=平焊、PB=平角焊、PD=仰角焊、PF=向上立焊、PG=向下立焊。
表1-3 药皮类型代号及焊接电流类型

①46型采用直流焊接
②47型采用直流焊接。
(1)焊条药皮类型说明 本标准不锈钢药皮类型有如下三种:
1)碱性药皮类型5。此类型药皮含有大量碱性矿物质和化学物质,如石灰石(碳酸钙)、白云石(碳酸钙、碳酸镁)和萤石(氟化钙)。用此类焊条焊接时通常只使用直流反接。
2)金红石药皮类型6。此类型药皮含有大量金红石矿物质,主要是二氧化钛(氧化钛)。这类焊条药皮中含有低电离元素。用此类型焊条焊接时,可以使用交、直流焊接。
3)钛酸型药皮类型7。此类型药皮是已改进的金红石类,使用一部分二氧化硅代替氧化钛。此类药皮特征是熔渣流动性好,引弧性能良好,电弧易喷射过渡。但是不适用于薄板向上立焊位置的焊接。
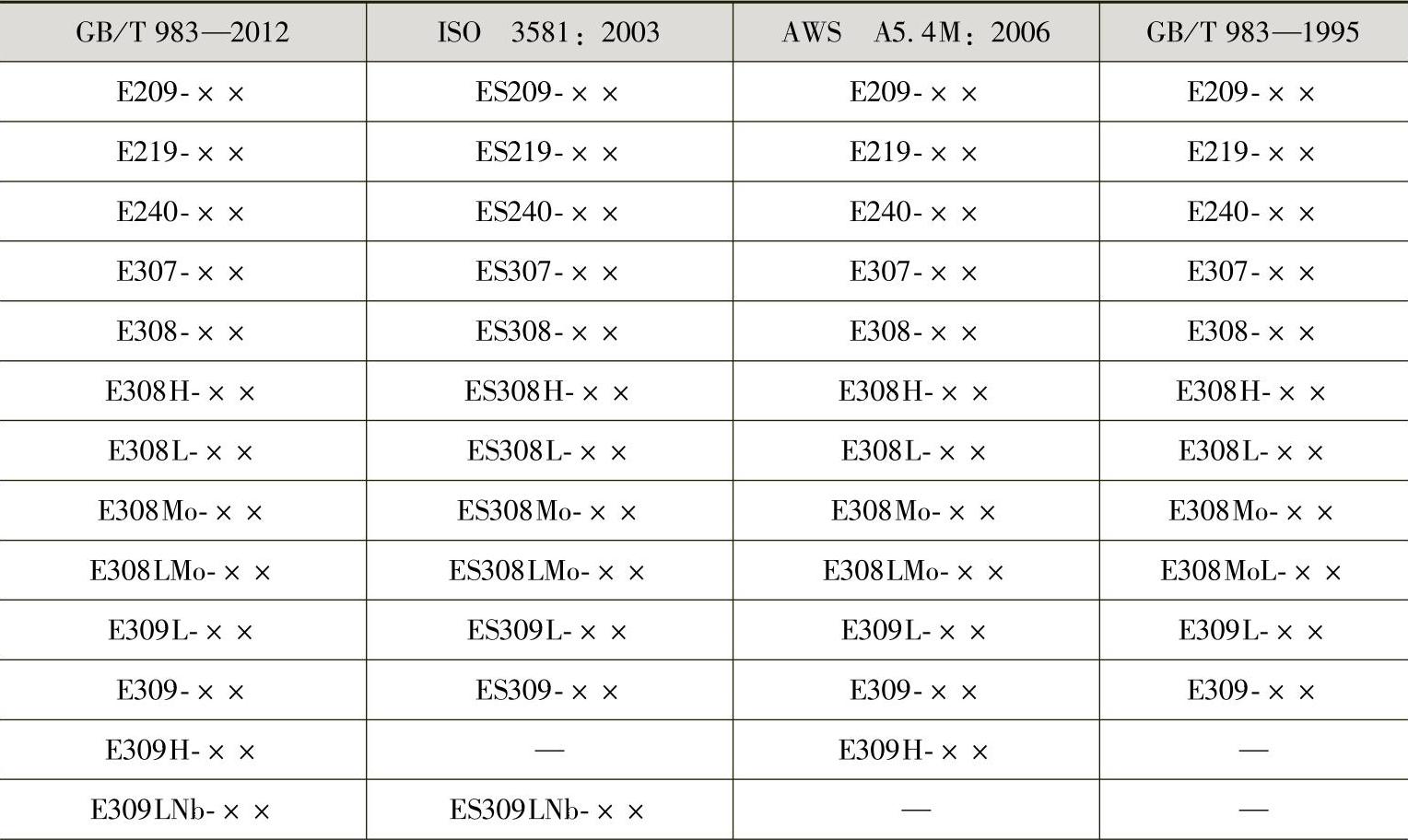
(2)常用焊条标准对照 不锈钢焊条GB/T 983—2012标准与其他相关标准常用焊条型号的对应关系见表1-4。
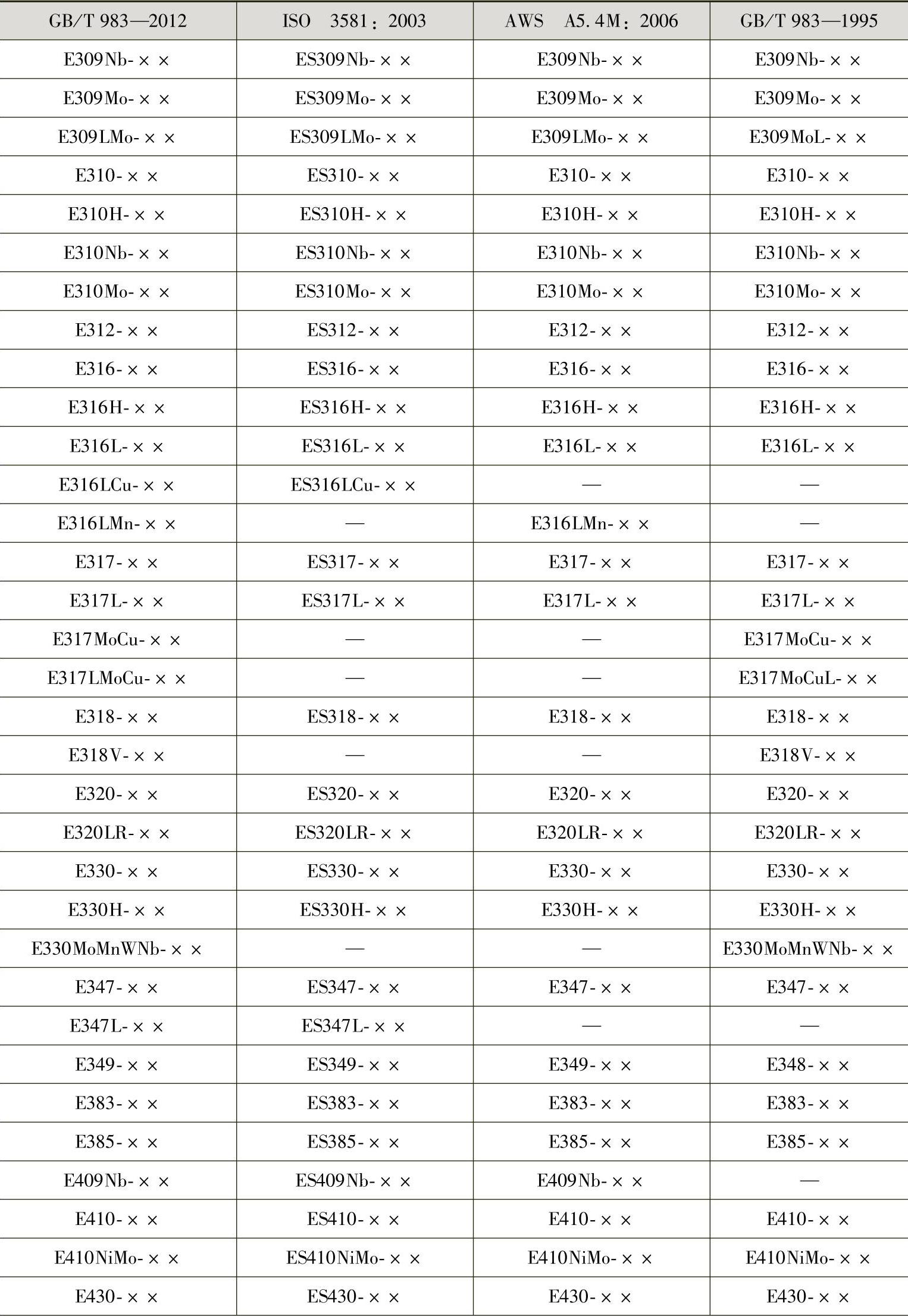
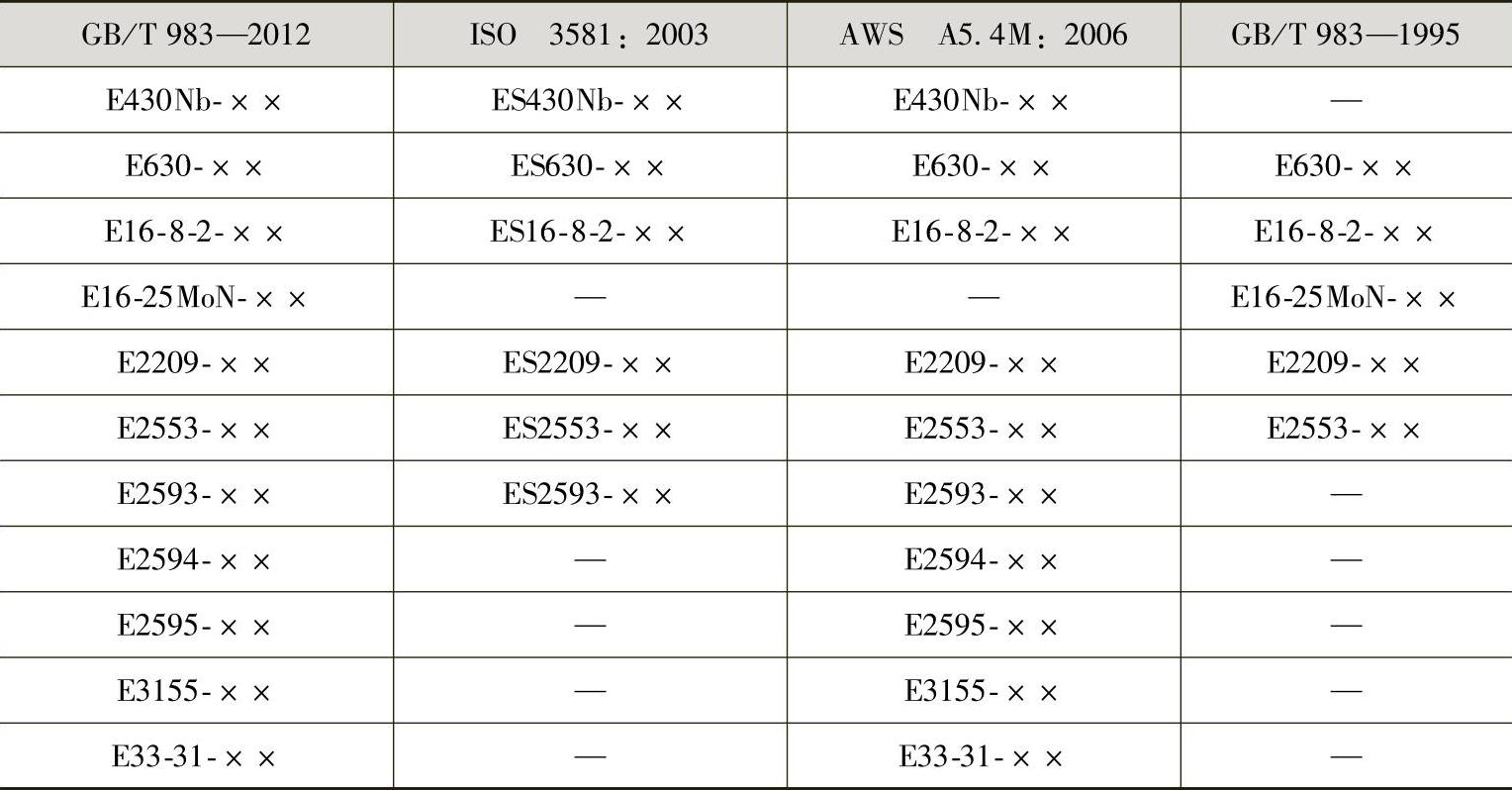
表1-4 不锈钢焊条GB/T983—2012标准与其他相关标准常用焊条型号的对应关系
(续)
(续)
2.不锈钢焊条的牌号
焊条的牌号是根据焊条的主要用途及性能特点来命名的,焊条的牌号通常是以一个汉语拼音首字母(或汉字)与三位数字表示。拼音首字母(或汉字)表示焊条各大类,后面的三位数字中,前面两位数字表示熔敷金属抗拉强度最低值,第三位数字表示焊条药皮类型及焊接电源种类。当熔敷金属含有某些主要元素时,也可以在焊条牌号后面加注元素符号。
(1)铬不锈钢焊条
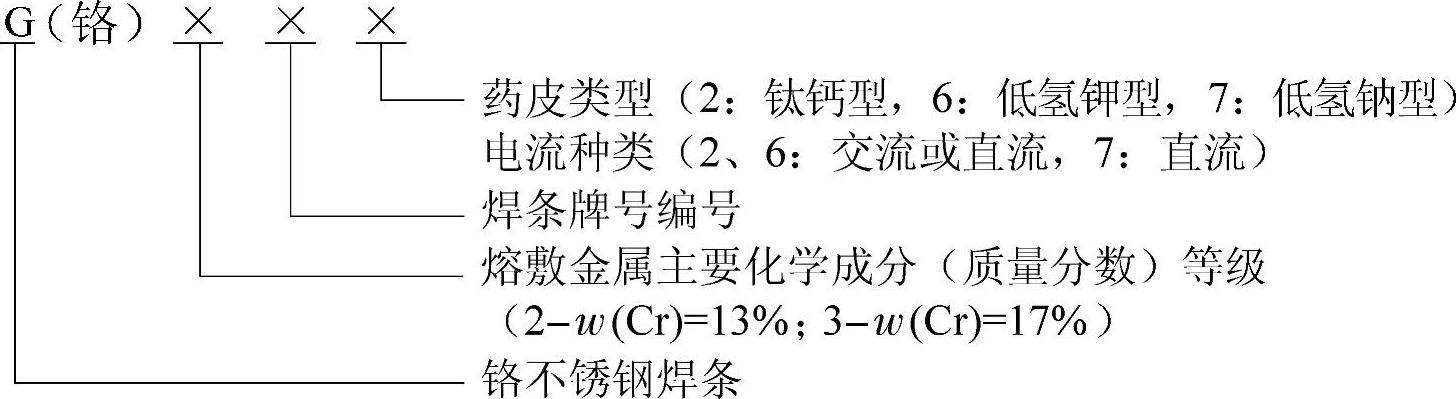
示例

(2)奥氏体铬镍不锈钢焊条

表1-5 焊条牌号第一位数字意义

示例

有关焊工:技师、高级技师的文章

不锈钢和耐热钢的牌号采用化学元素符号和表示各元素含量的阿拉伯数字表示,各元素含量的阿拉伯数字表示应符合下列规定:碳含量 用两位或三位阿拉伯数字表示碳含量最佳控制值。②碳的质量分数上限为0.02%时,其牌号中的碳含量以015表示。2)规定上、下限者,以平均碳含量乘以100表示。③碳的质量分数为0.15%~0.25%、铬的质量分数为14.00%~16.00%、锰的质量分数为14.00%~16.00%、镍的质量分数为1.50%~3.00%、氮的质量分数为0.15%~0.30%的不锈钢,牌号为20Cr15Mn15Ni2N。......
2023-06-23

(一)焊条的组成及作用焊条就是涂有药皮的供焊条电弧焊使用的熔化电极,它是由药皮和焊芯两部分组成的。在尾部有一段裸焊芯,约占焊条总长1/16,便于焊钳夹持并有利于导电。此外,加入铁粉可以提高焊条熔敷效率,但对焊接位置有影响。型号编制方法 焊条型号由四部分组成:①第一部分用字母“E”表示焊条。......
2023-06-23

奥氏体不锈钢焊条的选用见表1-6。不锈钢焊条的药皮分为如下三类:表1-6 奥氏体不锈钢焊条的选用1)焊条药皮类型代号为15的焊条,通常为碱性焊条。表1-7 铁素体不锈钢焊接时的焊接材料、预热及焊后热处理3.马氏体不锈钢焊条的选用马氏体不锈钢在焊接过程中主要的问题是存在冷裂纹与接头脆化的倾向,晶间腐蚀倾向很小。......
2023-06-15

5)低温钢焊条的选择主要是根据铸钢件的工作温度要求来确定的。6)不锈钢焊条应选择与母材成分相同或相近的焊条,但焊条的碳含量不能高于母材。......
2023-06-28
螺杆式注射机的主参数用注射容积来表示,单位为cm3。型号示例:注射容量为30g的立式柱塞式塑料注射成型机,其型号表示如图412所示。注射成型机产品型号表示方法各国不尽相同,国内也没有完全统一,除上述表示方法外,还有几种表示法如下。其中,注射量和锁模力的大小反映了注射机加工能力的大小,通常用来表示注射成型机的规格型号。表48为注射成型机注射量与注射时间的对应关系,供参考。......
2023-06-30

既然渣壁过渡是高钛型不锈钢焊条基本的、主导的过渡形态,显然高钛型不锈钢焊条的工艺性主要取决于渣壁过渡形态对工艺性的直接影响。为了从根本上回答高钛型不锈钢焊条实现工艺稳定性的机理,下面还将对影响高钛型不锈钢焊条工艺稳定性的几个因素做更进一步分析讨论。显然,这是不锈钢焊条工艺稳定性问题十分突出的根本原因。此外,还应当注意到,名义电压对焊条的熔化速度的影响。......
2023-06-30
相关推荐