有的异种金属之间差别还很大,所以,焊接异种金属通常要比焊接同种金属的难度要大。3)当两种金属的热导率和比热容相差越大时,越难进行焊接。因为热导率和比热容相差越大,会使焊缝的结晶条件变坏,焊缝晶粒粗化严重。所以,异种金属焊接时,焊缝和两种母材金属不容易达到同等强度。......
2023-06-15
主体金属构架的组装焊接是在上述零部件制作完成后进行的作业工序,由于整体焊接量较大,会导致焊接变形。因此,一般会利用焊接工装进行辅助焊接作业,主要有平组焊接(也叫桁架单片组装焊接)工装、立组焊接工装和桁架整体焊接(对接)工装。平组焊接的主要部件为弦材、纵梁和斜材等。立组焊接的主要部件为端部托梁、横梁等。另外,由于桁架底部封板及其支承构件位于桁架底侧,通常需要在上述平组和立组焊接完成之后进行。并且为了方便操作,降低劳动强度,需要将桁架翻转成底部朝上进行焊接。
1.中间桁架组装焊接
中间桁架由于没有拐弯部,零部件数量相对较少,分布比较规则,因此其组装焊接相对简单,一般按照平组→立组→底板顺序组装焊接而成。
2.水平部桁架组装焊接
制作时含有水平段的桁架组件都有拐弯部,而整体式桁架则同时具有上、下两个水平段,这就产生了由拐弯部的焊接顺序不同引起的两种组装焊接方式。第一种方式为平组焊接时水平段平组与倾斜段平组一并组装焊接,之后同时进行立组组装焊接,在这里简称为分组组装焊接方式。第二种方式为分别进行水平段和倾斜段组装焊接(两者分别进行平组、立组组装焊接),之后两者进行对接组装成该桁架组件,在这里简称为分段组装焊接方式。
图2-4-2为分组组装焊接方式顺序示意图,图中序号①和②可以同时进行,序号③需在①、②制作完成后进行。从图示制作过程可以看出,该方式制作的桁架上、下弦材拐弯部可通过折弯方式加工而成。

图2-4-2 分组组装焊接方式顺序示意图
图2-4-3为分段组装焊接方式顺序示意图,同样图中序号①和②可以同时进行(两个序号都分别经过平组和立组两个工序,可参照第一种方式,这里不详述),序号③需在①、②制作完成后进行。从该焊接组装方式可知,该方式制作的桁架上、下弦材拐弯部是通过对接焊接方式加工而成的。
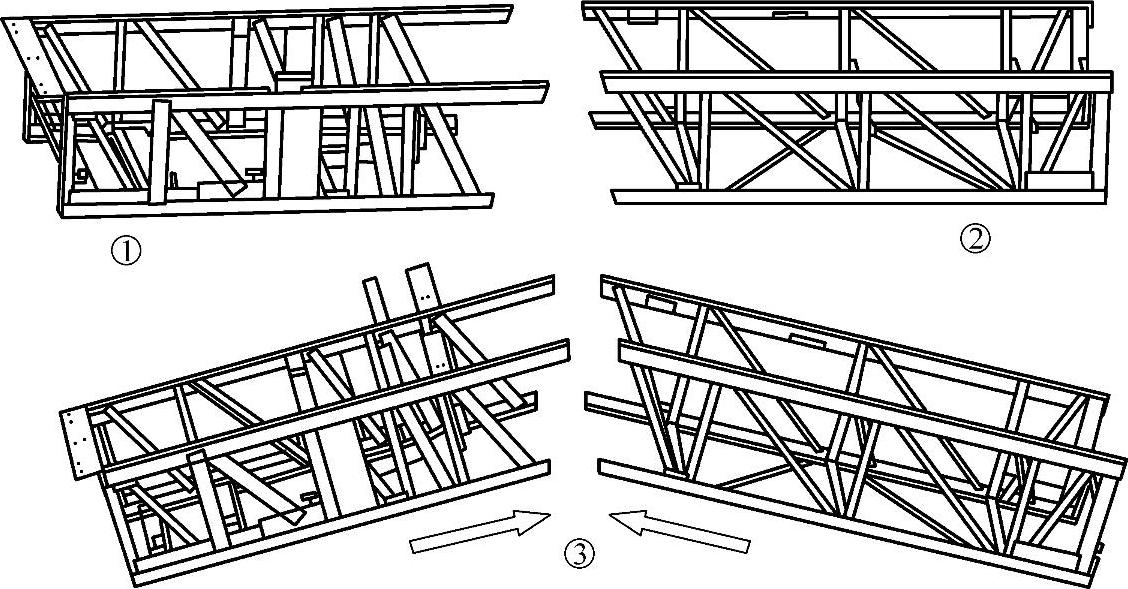
图2-4-3 分段组装焊接方式顺序示意图
有关自动扶梯的文章

有的异种金属之间差别还很大,所以,焊接异种金属通常要比焊接同种金属的难度要大。3)当两种金属的热导率和比热容相差越大时,越难进行焊接。因为热导率和比热容相差越大,会使焊缝的结晶条件变坏,焊缝晶粒粗化严重。所以,异种金属焊接时,焊缝和两种母材金属不容易达到同等强度。......
2023-06-15

图3-25装配单元支撑架的安装示意图注:左右支撑架装配完毕后,再安装到底板上。为了确定装配台料斗内是否放置了待装配工件,使用光纤传感器进行检测。图3-28回转机构及装配台组装示意图回转机构;装配台组装装配单元的摆动气缸,其摆动回转角度能在0°~180°范围任意可调。图3-32机械手组件的组装装配单元的总装。表3-8装配单元总装步骤安装过程中的注意事项。......
2023-06-15

冷技术过渡焊接是奥地利福尼斯公司开发的一种新型焊接技术,将熔化极气体保护焊中的送丝运动与熔滴过渡过程进行数字化协同控制,从而大大减少了焊接飞溅。CMT焊接设备包括数字化弧焊电源、送丝机及专用焊枪等。CMT焊接工艺可以用于铝合金材料、钢铁材料的焊接。CMT控制技术特点如下:1)在电流几乎为零的状态下实现熔滴过渡,飞溅量小、工件热输入低,工件变形小,因此适用于薄板焊接,薄板板厚可以达到0.3mm。......
2023-06-30

常用的LED埋地灯有7种尺寸规格、5种电压、3种灯罩可供选择。交流电供电的LED埋地灯电路原理,如图6-14所示。2)采用直流电供电的LED埋地灯,将电源的正、负极与LED埋地灯引出线的正、负极连接即可。5)连接完毕、检查无误后,将LED埋地灯灯体装入筒内,用螺钉固定,再依次将密封圈、钢化玻璃和压板装上,用螺钉拧紧。......
2023-06-15

镁及镁合金热膨胀系数大,焊接过程中产生较大的焊接应力和变形。降低焊接速度或电子束扫描焊接有助于消除气孔;防止烧穿和防止气孔的措施相互矛盾,致使镁合金电子束焊的焊接参数范围很窄。3)铜合金中的许多合金元素、杂质及其化合物与铜可以形成低熔点共晶,焊缝容易产生热裂纹。焊接铜合金可能发生的主要缺陷是气孔。锆非常活泼,应在1.33×10-2Pa以上的高真空中进行焊接。焊前严格清洗接缝和工件预热有利于消除气......
2023-06-26

2)将LED路灯接口插入60mm灯杆,紧固内六角螺钉,安装过程中注意保持LED路灯平衡。3)给LED路灯施加额定电压即可正常工作,工作过程中须保证电压在额定范围内,超出额定电压时会造成不可修复的损坏。......
2023-06-15
工艺焊接性是通过金属材料焊接性试验来实现,而使用焊接性则通过焊接工艺评定来实现。例如,钛金属在焊接过程中,400℃以上的区域都要用惰性气体保护,否则,该温度区域的钛金属氧化,力学性能变差,因此,焊接钛金属比焊接低碳钢要难得多。如钛金属用真空电子束焊接方法很容易获得高质量的焊缝,而用氩弧焊方法焊接,需要设计一套保护装置,在焊接过程中,将400℃以上的区域进行氩气保护,防止钛金属的氧化。......
2023-06-15

4)采用烤枪、切割炬气体火焰或远红外线电加热局部预热,预热范围为坡口及周围200mm。8)采用气割火焰局部或远红外线陶瓷加热器预防白点退火,加热范围为补焊区及周围150~200mm,要进行测温,注意保温缓冷。9)铸钢件非加工面坡口深度超过25mm时,可以采用远红外线陶瓷加热器进行局部去应力,保温时间按每20mm补焊厚度30min计算,注意采用保温棉覆盖保温缓冷。10)焊缝质量检查。......
2023-06-28
相关推荐