子任务四啤酒发酵啤酒发酵是酵母菌利用麦芽汁中的可发酵成分发生一系列的生物化学反应,主要代谢产物是乙醇和二氧化碳,同时也形成一系列发酵副产物,这些副产物赋予了啤酒风味、泡沫、色泽和稳定性等特征。过分自溶,啤酒会产生酵母味,并出现浑浊,因此啤酒发酵要采用低温发酵。高级醇是啤酒发酵过程中的主要副产物之一,是构成啤酒风味的重要物质。因此合理控制麦汁组成,有利于啤酒中高级醇含量的控制。......
2023-12-07
子任务五 啤酒的过滤与包装
一、啤酒过滤
(一)啤酒过滤目的和原理
1.啤酒过滤目的
除去酒中悬浮的固体微粒,改善啤酒外观,使啤酒澄清透明,富有光泽。
2.啤酒过滤原理
啤酒过滤的原理是通过过滤介质的筛分作用、深层效应和吸附作用等使啤酒中的悬浮微粒等大颗粒固形物被分离出来。常用过滤介质有棉饼过滤法、硅藻土过滤法、错流过滤、膜过滤和陶瓷芯过滤法等。
啤酒经过滤会发生以下变化:色度降低,苦味质减少,二氧化碳含量下降,含氧量增加,浓度也会有些变化,对啤酒的质量有一定影响。
3.啤酒过滤工艺流程(如图2.13所示)

图2.13 啤酒酵过滤工艺流程图
4.啤酒过滤工艺操作
(1)板框式硅藻土过滤机
①检查过滤机和管路是否完好,启动过滤机输液泵,打开进出水阀输入冷清水,清洗过滤机,然后进85℃~90℃热水,杀菌20~30分钟。
②杀菌后通入冷水顶出热水,使过滤机冷却,同时将过滤机上部4个视镜上的排气孔打开,排尽空气,并进一步压紧。
③第一次预涂:根据过滤面积计算硅藻土(粗)用量,按水土比例向搅拌筒加入足够的冷水,然后启动搅拌器加入硅藻土,等混合液搅拌均匀后,启动输液泵,打开进出口阀和大循环阀进行大循环,保持机内压力在0.2Mpa左右,压差0.05Mpa。使硅藻土在机内基本形成预涂层(从视镜中可以判断),接着转换大、小循环阀,小开、大关同步进行,开始小循环。
④第二次预涂:利用以上小循环时间,向搅拌筒内加入足够的细土,进行搅拌,等混合液搅拌均匀后,又开始转换大、小循环阀,大开、小关,进入大循环,5~10分钟后再转为小循环,至视镜全部出现清液,预涂即为结束,转为过滤。
⑤过滤:检查补土泵是否正常,检查锥底阀门、三通阀门及清酒罐底阀门是否畅通。打开进酒管路上的排气阀,排出罐内的酵母和气体。缓慢打开进出酒阀门的同时关闭循环阀门,把握好顶水时间,前期顶水排掉,酒头回收至次酒罐内。观察酒液清亮后(浊度值0.4~0.6EBC单位)将其导入清酒罐,并保持清酒罐压力至0.10~0.18MPa。开始流量控制在300L/平方米,逐步调整到350L/平方米左右。
⑥硅藻土添加:过滤一开始,马上起动计量泵,根据实际流量,调整好添加量,一般为1.2~1.5kg/t啤酒。
⑦停机:当过滤机达到规定的工作压力时,(如进出口压差达0.4Mpa以上时),即应停机。停机前,先停止加土,在关闭进酒阀,开启进水阀,向机内输入清水将就顶出,当水达到过滤机出口视镜时(可以通过取样检查),即可打开排水阀,关闭清洗阀,最后全部停机。
⑧清洗:打开过滤机所有排水阀,放掉余液,松开滤板,塑料刮板刮去硅藻土,同时用清水冲洗干净过滤机及纸板,然后再压紧滤板,向机内输满清水,边输边排一段时间(10~15分钟),接着通入50~55℃热水10~20分钟,再通入85℃~90℃热水循环杀菌约30分钟,最后用冷清水将热水顶出,至全部冷却,关闭所有阀门。同时做好搅拌桶及工作场地的清洗工作。
⑨纸板的更换:换纸板前用3%NaOH溶液循环滤酒系统,然后将碱液顶尽。松开机器,去掉旧纸板,彻底清理板框卫生,检查各胶垫有无破损。将新纸板用40℃~50℃热水浸泡30~40分钟后逐一装好,紧好机器走水、试压、捡漏备用。
(2)精滤机——板式过滤机。
精滤机是将经过硅藻土过滤后的啤酒,再一次用滤隙更小的过滤层过滤,最常见的为板式过滤机。
①安装好纸滤板后,小心压水进入过滤板,取出空气。
②通入80℃~90℃的热水进行杀菌20分钟(也可使用蒸汽灭菌),再通入无菌脱氧水冷却到与酒同温,即可开始滤酒。
③过滤过程中阻力会逐步增加,当过滤结束时,过滤压差不应超过0.13Mpa。并且在过滤过程中要适当施以反压,以防CO2在板内膨胀,降低板的强度。
④当滤纸板达到饱和时,停止过滤进行反冲洗涤,经灭菌和冷却后,可再次使用。以上操作反复循环进行。
二、啤酒包装
(一)啤酒包装工艺流程
1.瓶装熟啤酒
工艺流程如图2.14所示。
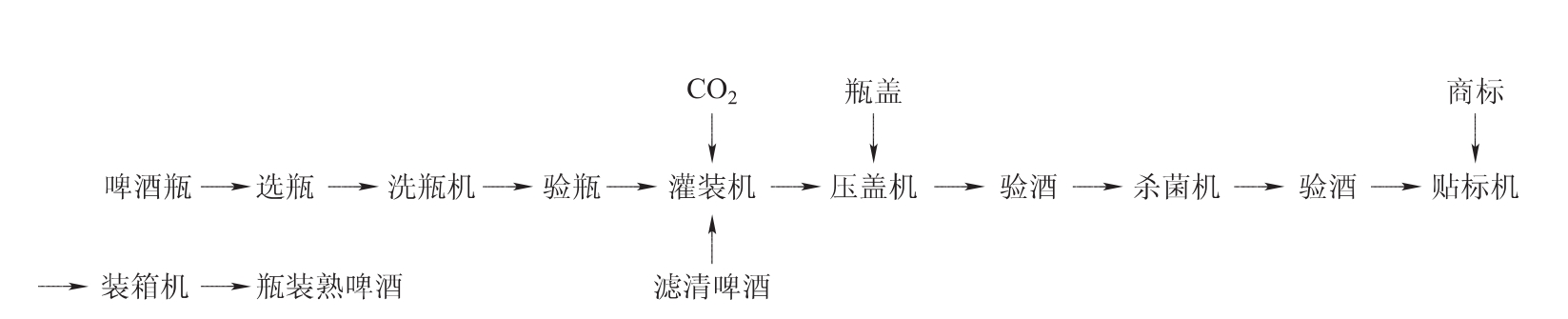
图2.14 瓶装熟啤酒包装工艺流程
2.罐装熟啤酒
工艺流程如图2.15所示。
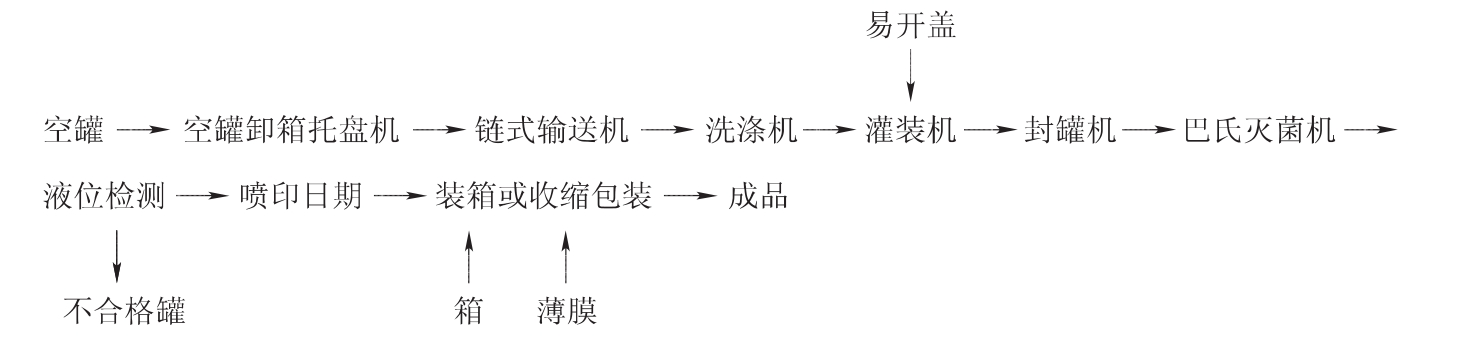
图2.15 罐装啤酒包装工艺流程
3.桶装啤酒
工艺流程如图2.16所示。
![]()
图2-16 桶装啤酒包装工艺流程图
(二)啤酒包装操作(瓶装啤酒)
1.洗瓶
(1)开机前对机器各部位进行检查,确保各方面正常。
(2)向各水槽注水:浸泡槽Ⅰ注水至水位接近溢流时止;浸泡槽Ⅱ达到视镜中间位置;温水、热水槽水位均达到视镜中间位置;预浸泡槽注水至排水管有溢流时止。
(3)合闸接通电源:先将电器柜上电源总开关扳到“1”位,再将上面电源开关扳到“1”位,绿灯亮。
(4)对各温区水进行加热:打开蒸汽旁路及蒸汽阀对浸泡槽Ⅰ、浸泡槽Ⅱ中洗涤液加热,同时启动碱液泵Ⅰ,稍后,启动主传动电机,让链道链盒慢速运动,注意排掉蒸汽管内冷凝水。
打开球阀,对温水、热水槽加热,同时启动热水泵和温水泵。加热过程中,要通过操作箱的选择及温度指示器观察各水槽加热升温情况,浸泡槽Ⅰ中洗涤液达到预定工作温度时关闭旁路阀,开启主阀和电动阀,浸泡槽Ⅱ中洗涤液升温达到工作温度时关闭蒸汽阀,改变球阀的开度调节温水、热水温度,升温时,打开各疏水器旁路排水管排冷凝水,提高升温速度。(www.chuimin.cn)
(5)加入洗涤剂:当洗涤槽Ⅰ水温度升至60℃时,加入洗涤剂。使其浓度达1%~3%,添加后,用水将进料口的洗涤剂冲干净
(6)开始洗瓶:当各槽水温及洗涤剂浓度均达到规定要求后,启动进瓶输送带输瓶台,开始进瓶。稍候开启除标装置Ⅰ、Ⅱ,开启排气抽气机,当瓶子快接近出瓶时,启动出瓶输送带通知下一道工序开始出瓶。
(7)洗瓶过程中的检查:检查各喷淋管喷头的喷水效果,发现有堵塞现象,须停机整改后,再开机洗瓶。检查各温区过滤挡板,保持清洁。观察洗出瓶的清洁程度,如有大量脏瓶出现,需注意洗涤液浓度、温度是否有偏差,及时整改。如有卡瓶、破瓶现象,应立即停机,治理后重新开机。检查除标效果,并及时将破标及破玻璃片清理掉。
(8)检瓶:不论新瓶还是旧瓶在洗涤后都必须进行检验是否合格。验瓶人员必须做到仔细严格,定时轮换,精力集中,做到无油瓶、脏瓶、破瓶及破口瓶、异性瓶、裂纹瓶、砂眼瓶到达装酒机。
空瓶检验标准:倒置2分钟不能超过三滴水,含碱量检验应无酚酞试剂反应。
2.灌装压盖
(1)开机前检查灌装机各部分是否存在故障,空载状态是否正常;检查灌装机、管道的卫生、排出残水,准备送酒。
(2)检查瓶盖是否干净,印刷是否清晰,是否变形,发现瓶盖有质量问题及时与检验员反应,打开输盖器将合格瓶盖送至料斗,准备灌装压盖。
(3)检查清酒温度是否符合规定要求,在0℃~4℃之间;检查清酒罐保压是否在0.10~0.18Mpa,检验合格后接通压缩空气或二氧化碳使清酒罐压力达0.20~0.35MPa。
(4)酒缸备压0.20~0.35Mpa,然后缓慢导入啤酒,酒温控制在0℃~4℃之间,通过视镜观察酒缸内液位,调整保持在2/3液面。
(5)开启灌装机开始灌装,观察灌装后瓶酒是否冒酒,破瓶率是否高,酒液位、压盖质量是否合格,根据具体情况,调整机器,确保灌装效果。
(6)控制高压激沫压力,使细腻的泡沫窜至瓶口为宜;控制灌装速度,刚开机第一圈瓶酒必须从链道上拿下,倒掉。
(7)回收处理:将回收酒经滤布滤入回收罐,用计量泵将回收酒缸内的酒液压至输酒管道,酒温0℃~4℃,每罐回收酒加入管道时间应在20分钟以上。
(8)灌装完毕,打扫环境卫生,填写交接班记录。操作人员定时填写工艺、质量操作记录。压力精确到0.01Mpa。
(9)每周进行2次彻底清洁灭菌工作,至少有一次需对酒管进行热碱灭菌20分钟,软管用高锰酸钾溶液浸泡刷洗。
3.杀菌
(1)工作前开启机器检查各部件是否正常,向杀菌机各温度区水池内加水至刻度。
(2)开启各温区蒸汽阀进行加热,使池内水温达到规定要求。打开水泵,检查喷头喷水效果是否正常,喷淋管有无脱落。
(3)关闭各加热器旁路进汽阀,启用温度自动调节系统,使各温区温度浮动不超过1℃。
(4)打开步移按钮,单层步移为17~18s,双层为20~21s。打开进瓶链道,最后打开瓶链道。
(5)生产过程中操作人员每隔30分钟检查喷淋效果一次,每10分钟冲洗滤板一次,随时检查各温区温度是否符合工艺要求。
(6)出瓶完毕,关机打扫环境及机器卫生。
(7)杀菌区和过热区水应调pH在6~7(单层杀菌机),防止碱性大而引起瓶白现象。影响外观包装质量。
(8)必须注意进瓶时防止瓶子倒伏影响杀菌效果。
(9)操作人员每周应打扫2次机器卫生,拆洗喷淋管、喷头,清除内存污垢,至少有一次要用稀盐酸浸泡去除水垢,彻底清理滤板、滤桶及各区水箱的残留杂质。
(10)操作人员在生产中发现温度表、压力表有故障,应及时报修。
4.验酒、贴标、装箱
(1)验酒员要挑出脏瓶、半瓶、空瓶及失光瓶,注意酒业质量。
(2)贴标要正确,大小一致,不出现斜标、皱标、烂标、糨糊溢出及漏贴现象。
(3)装箱时,应将图案不清、颜色反差大、烂箱等挑出,放入产品合格证,再封箱。
三、成品啤酒质量指标
我国啤酒质量指标为GB 4927—2001,试验方法为GB/T 4928—2001。
1.感官指标
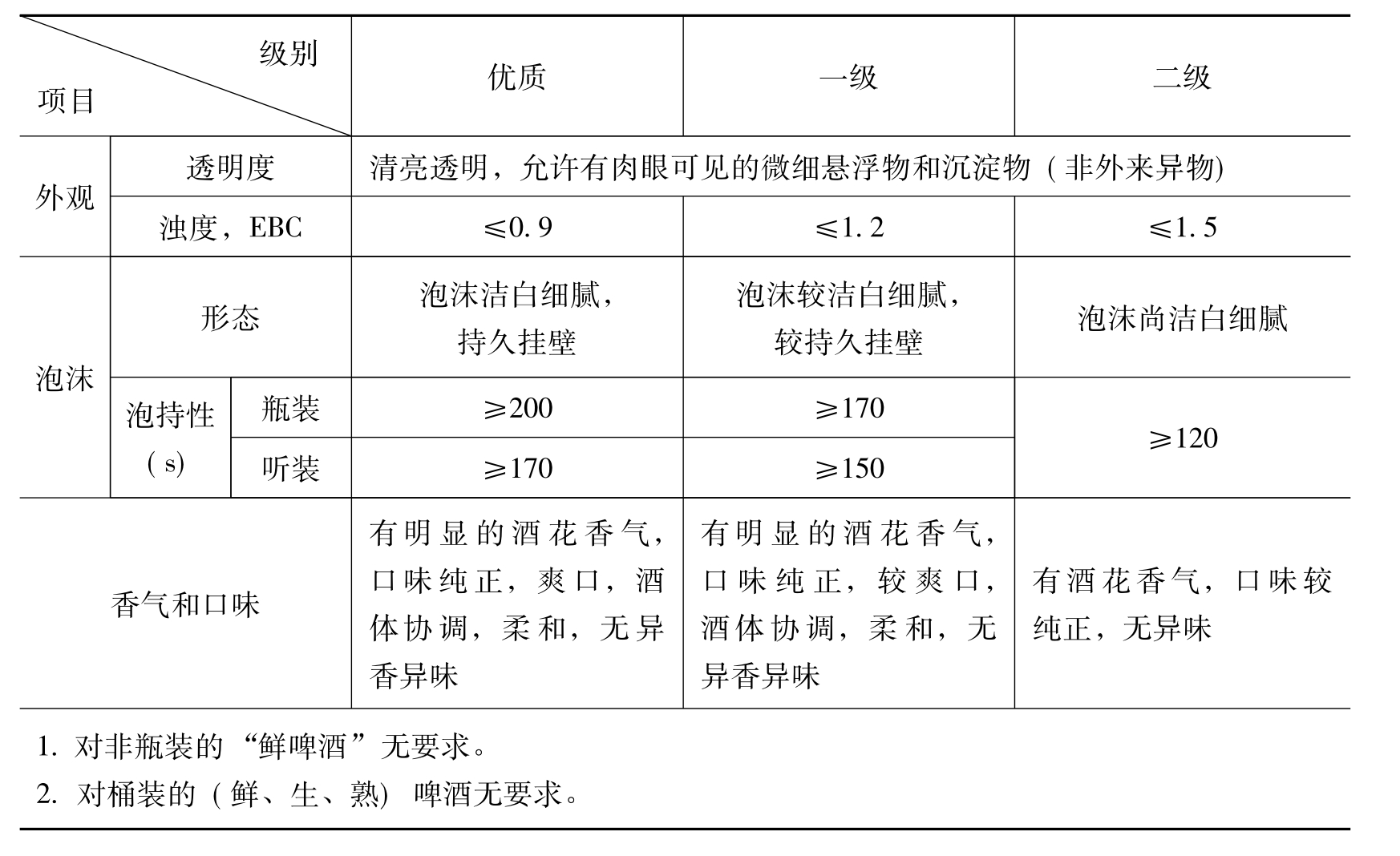
(1)淡色啤酒感官指标(如表2.8所示)
表2.8 淡色啤酒感官指标
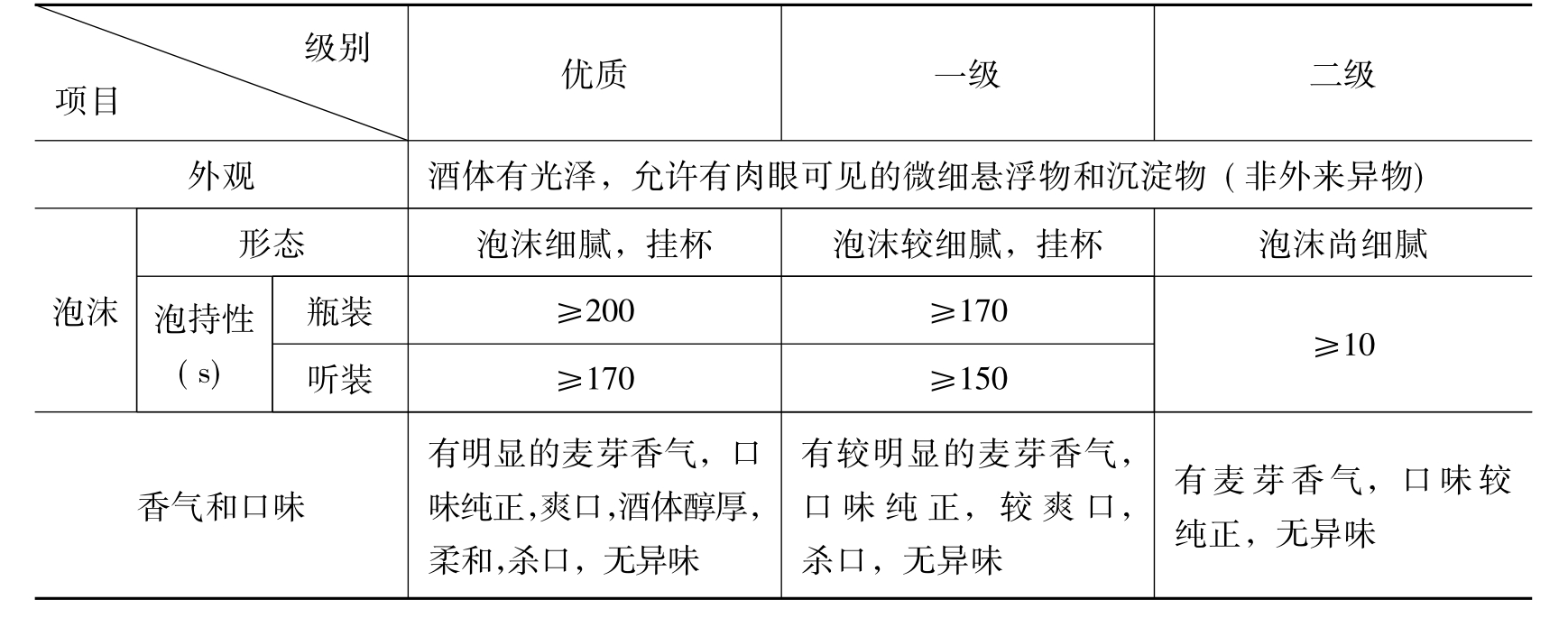
(2)浓色啤酒、黑色啤酒感官指标(如表2.9所示)
表2.9 浓色、黑色啤酒感官指标
2.理化指标
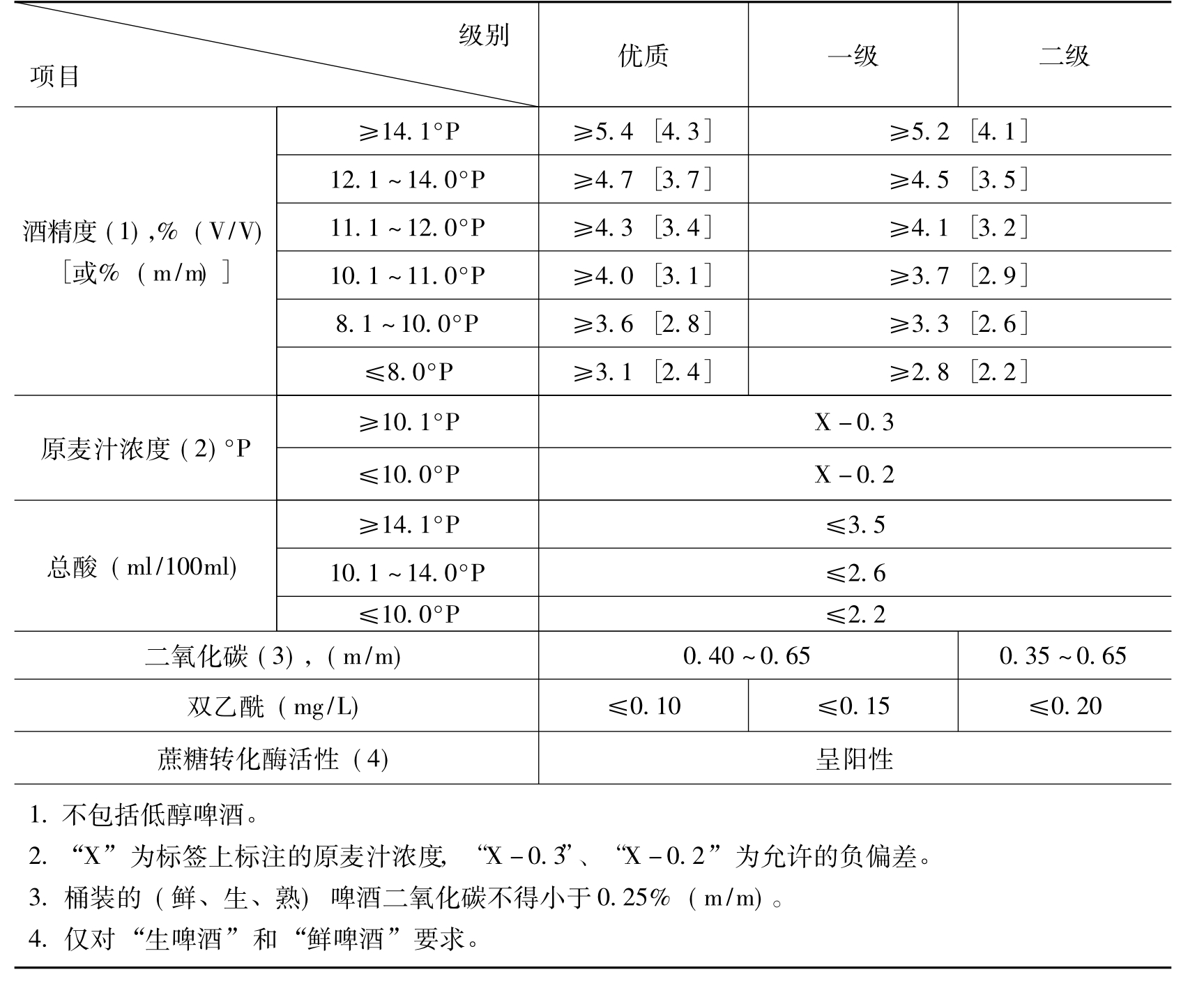
(1)淡色啤酒理化指标(如表2.10所示)
表2.10 淡色啤酒理化指标
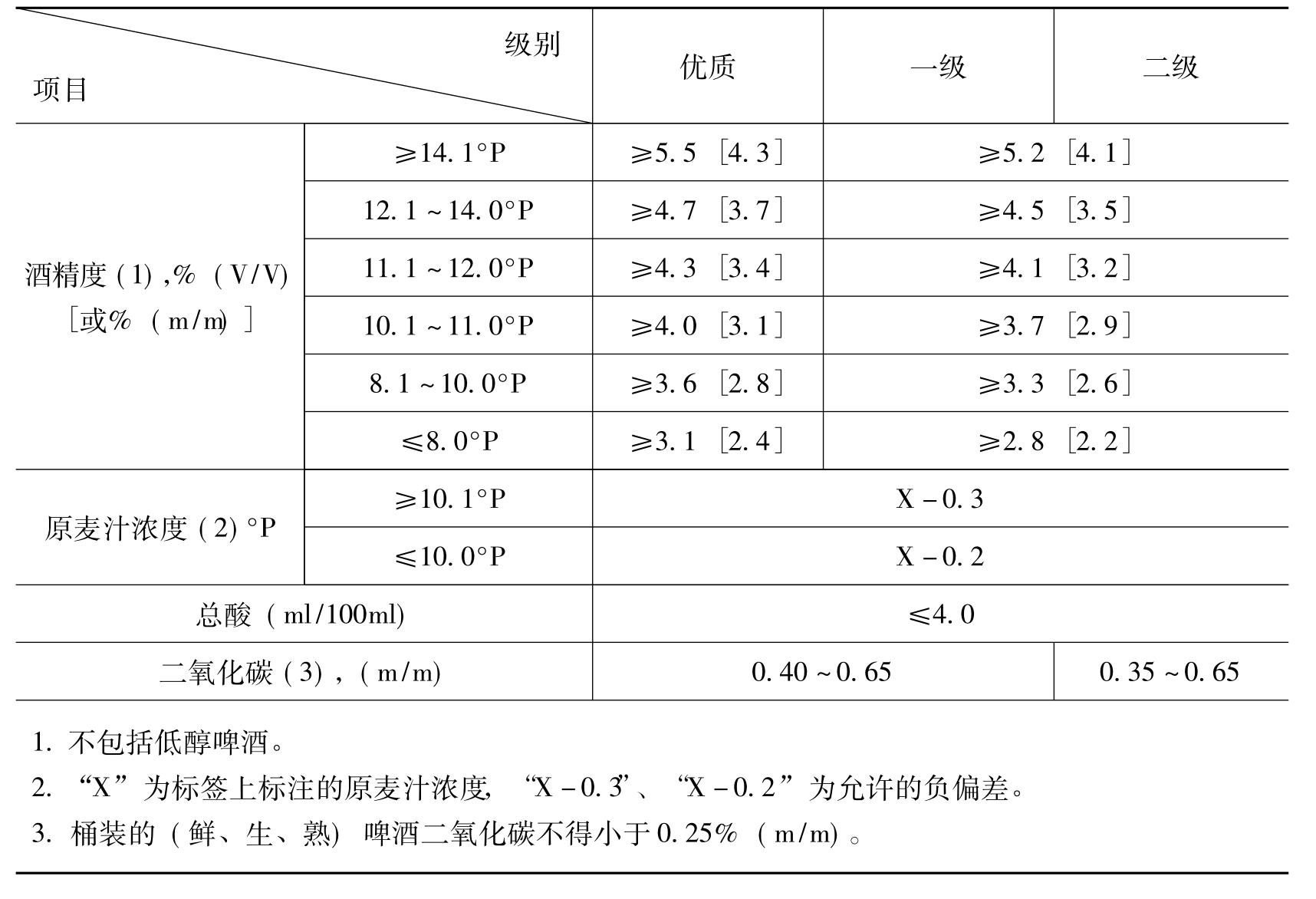
(2)浓色、黑色啤酒理化指标(如表2.11所示)
表2.11 浓色、黑色啤酒理化指标
课后训练
有关发酵食品生产及管理的文章

子任务四啤酒发酵啤酒发酵是酵母菌利用麦芽汁中的可发酵成分发生一系列的生物化学反应,主要代谢产物是乙醇和二氧化碳,同时也形成一系列发酵副产物,这些副产物赋予了啤酒风味、泡沫、色泽和稳定性等特征。过分自溶,啤酒会产生酵母味,并出现浑浊,因此啤酒发酵要采用低温发酵。高级醇是啤酒发酵过程中的主要副产物之一,是构成啤酒风味的重要物质。因此合理控制麦汁组成,有利于啤酒中高级醇含量的控制。......
2023-12-07

子任务一啤酒酿造原料啤酒是以大麦和水为主要原料,大米和谷物为辅料,加酒花,经糖化、酵母发酵而成的一种低酒精度、含有二氧化碳及多种营养成分的饮料酒。二棱大麦籽粒均匀整齐,比较大,淀粉含量相对较高,蛋白质含量相对较低,是酿造啤酒的最好原料。......
2023-12-07

技能目标能够完成啤酒的过滤及灌装灭菌。子学习单元1 啤酒的过滤与分离一、过滤的目的与要求发酵结束的成熟啤酒,虽然大部分蛋白质和酵母已经沉淀,但仍有少量物质悬浮与酒中,必须经过澄清处理才能进行包装。啤酒经过过滤会发生以下变化。......
2023-06-21

学习任务四酱油生产及管理课前准备本模块主要介绍了酱油生产中的原辅料及其预处理、酱油曲料生产、酱油发酵及提取等工艺及其生产过程。(二)低盐固态发酵酱油以脱脂大豆及麸皮为原料,经蒸煮、曲霉菌制曲后与盐水混合成固态酱醅,再经发酵制成的酱油。资料来源:本书编者整理问题:1.酿造酱油应如何加工生产?......
2023-12-07
在食品工业生产中,发酵工业占据重要地位,其既是食品工业的重要构成,又归属国家高新生物技术产业范畴。食品发酵工业是通过采用微生物发酵技术,以农副产品作为原料,研制出可供人们食用及使用的各类发酵制品。据报道,由发酵工程贡献的产品可占食品工业总销售额15%以上,如氨基酸可用作食品、饲料添加剂和药物。目前利用微生物发酵法可以生产近20种氨基酸。......
2023-11-18

啤酒酵母是啤酒生产的灵魂,啤酒酵母的种类和质量的不同将影响啤酒的发酵和成品啤酒的质量。子学习单元1 啤酒酵母的扩大培养酵母菌是一群单细胞的真核微生物,它与人类的关系极为密切,是人类实践中应用较早的一类微生物,同时也是现代发酵工业的重要微生物。一般啤酒酵母的真正发酵度应为50%~68%左右。这些酵母妨碍啤酒正常发酵,对啤酒生产有很大危害。......
2023-06-21

子任务三葡萄酒的发酵葡萄酒的酿造是利用有益酵母菌将葡萄汁中的糖类经酒精发酵生成酒精,同时产生乙醛、甘油、醋酸、乳酸和高级醇等副产物,再在陈酿澄清过程中经酯化、氧化、沉淀等作用,赋予葡萄酒特有风味,形成酒液澄清、色泽鲜美、醇和芳香的产品的过程。......
2023-12-07

液态发酵是在生物反应器中,将营养基质配制成液体培养基,灭菌后进行接种,提供适宜的培养条件,利用微生物的生长代谢获得发酵产品的技术。(二)pH对发酵的影响及其控制pH是表征微生物生长及产物合成的重要状态参数之一,也是反映微生物代谢活动的综合......
2023-11-18
相关推荐