电器控制系统设计的基本任务是:根据系统的控制要求,设计和编制出设备制造及使用维修过程中所必需的图样、资料,包括电气原理图、电气系统的组件划分与元器件布置图、安装接线图、电气箱图、控制面板及电器元件安装底板、非标准紧固件加工图等,编制外购成件目录、单台材料消耗清单、设备说明书等资料。......
2023-06-15
嵌入式高温沸腾炉控制系统设计
武汉东湖学院计算机科学学院 程学先
在原单片机高温沸腾炉控制系统基础上设计了采用SPCE3200精简开发板的嵌入式控制系统,从而加强了系统集成度,系统存储容量增加,传感器数据可以无线传入,同时采用液晶显示器显示工艺曲线,并允许通过触摸屏手工修改曲线,还增加了多媒体、通信等功能,使系统更加安全可靠,具有高适应性、易扩展性,有助于生产质量的提高。
一、引言
高温沸腾炉以煤粉为主要燃料实现工业现场所需高温。温度控制以煤和风两种手段为主,通过加煤使炉膛温度上升,通过加风使炉膛温度下降,二者结合控制温度变化以满足工艺需要。我们曾开发基于单片机的高温沸腾炉控制系统,对于提高生产效率与生产质量具有明显效益,但也存在问题:(1)很难使用数学模型来精确地描述整个燃烧过程,用经典PID控制无法满足工艺需要,采用模糊控制技术,又要求采集较大数量的参数且有较高精度,使用单片机有很大局限性;(2)某些场合需要采用无线数据传送方式,现有系统不能满足要求;(3)参数调整只能采用键盘加减方式,希望有可视化调整方式。采用嵌入式系统将提高系统性能。
二、硬件设计
系统输入信号包括炉膛温度、尾气温度、鼓风机风门位置(鼓风开度信号)、混合室温度、给煤机转速、鼓风风压、炉膛负压、引风风门开度及引风机开度信号;输出信号包括给煤变频器的模拟信号和变频器转速、鼓风开度、鼓风机电流、引风机电流、鼓风压力与炉膛负压控制等信号,及与上位机的通信信号。
实验系统选择凌阳SPCE3200精简开发板为系统控制模块,另外扩展TFT液晶接口模块(接TFT LCD触摸液晶屏)、无线传输模组、ZigBee、GPRS模组、音频输出模块、USB模块、看门狗电路、并行口扩展模块等,其结构如图1所示。
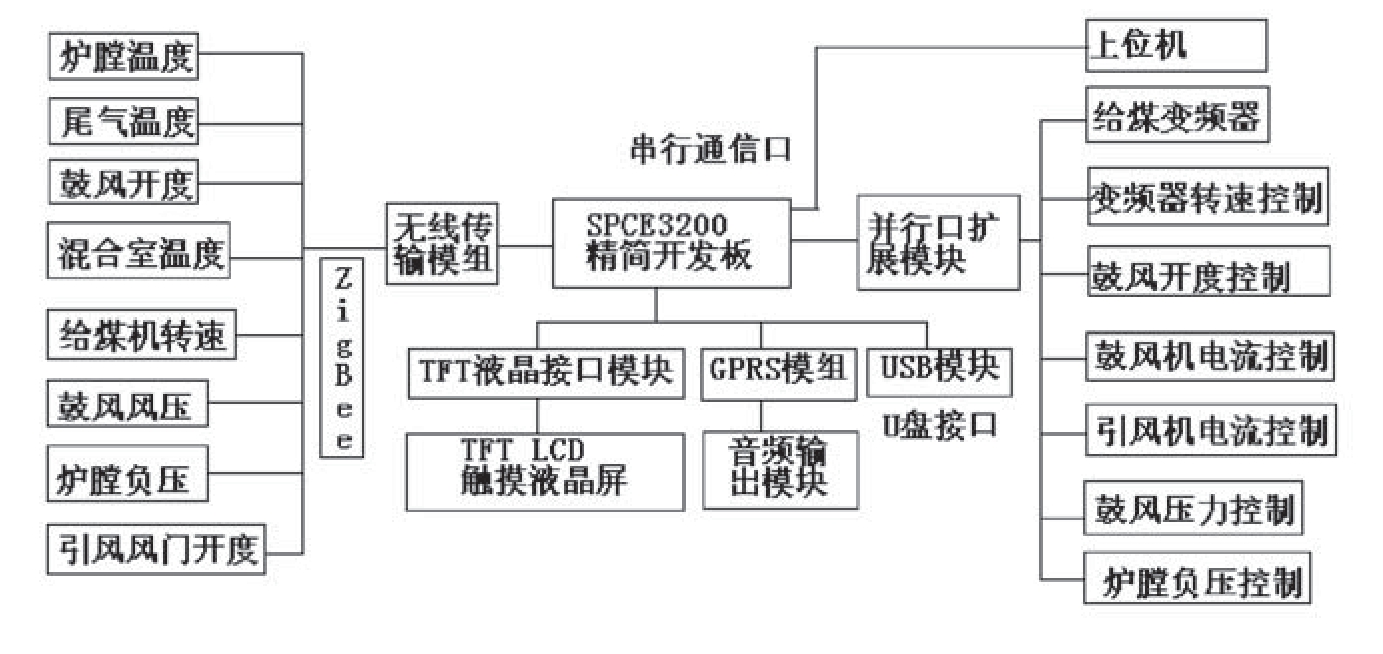
图1 高温沸腾炉控制系统硬件结构图
SPCE3200精简开发板有9路12位的ADC(A/D Converter),各路传感器采样信号经运算放大器放大后直接接各输入端;有双通道16位高速DAC,分别用于控制信号与语音信号的输出;内置SDDRAM最大容量可达16M字节,能满足本设计对数据的存储需要;内置UART接口及RS232电平转换电路,能直接实现与上位机的通信。
TFT LCD,即薄膜晶体管液晶显示器,设计用于显示主要参数与控制量变化曲线,还可以以触摸方式修正曲线走向,实现可视化参数调节。
ZigBee是一种无线网络协议,具有低功耗、易组网的特点。ZigBee模组可以采用SPI方式与主控制器通信,也可以实现与无线传感器的无线互联。
GPRS模组采用SIM300通讯芯片,利用无线移动网络实现语音传输和点对点数据传输;其内具备TCP/IP协议栈,可以直接利用它实现无线上网。模组使用标准的UART串行通信接口,可以与任何带有通用UART串行通信接口的控制器进行连接。它与音频输出模块协同工作可以实现与手机通信,当系统出现重大异常或有其他通信要求时可发送手机短信。
USB模块提供与U盘接口,可保存控制过程中输入与输出数据,用于控制过程分析及控制参数的修正。
由于采用嵌入式结构,可以自成系统,独立性较强,也可以比较容易地整合到ERP系统或CIMS系统中。予设的对上位机的接口,可以方便地连接打印机或与企业管理系统相联系。
三、系统软件设计
系统软件基于Linux系统,应用C++开发。
(一)系统软件模块构成
系统包括输入数据处理、输出控制计算、输出数据处理、显示与触摸数据处理、辅助程序等单元,详细模块构成如图2所示。
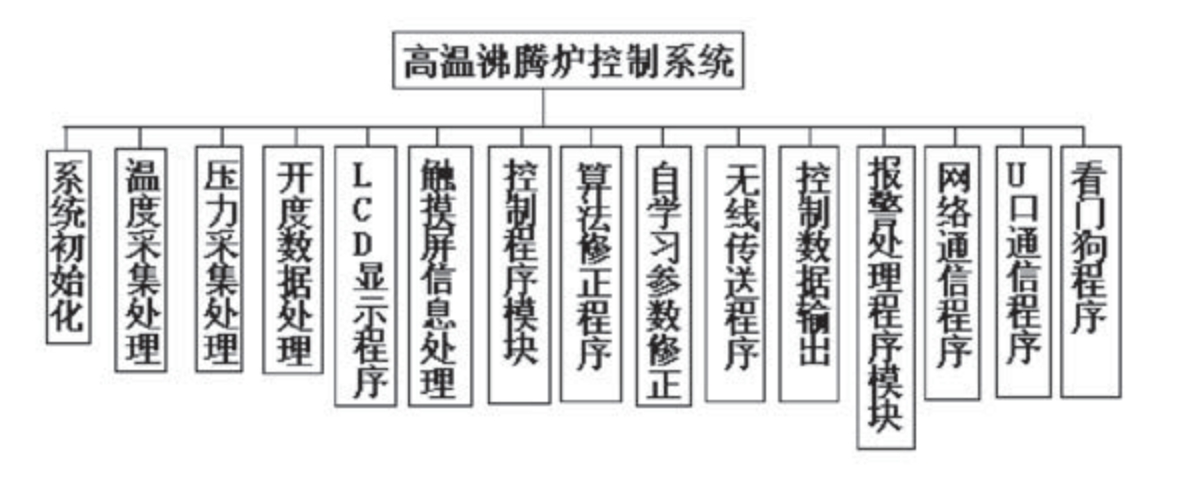
图2 系统软件模块结构
(二)控制流程
对于采集信号,先基于线性平均进行滤波;进而采用线性插值算法实现波形还原;对于不同的异常工作状态,采用不同的处理方式如图3所示。
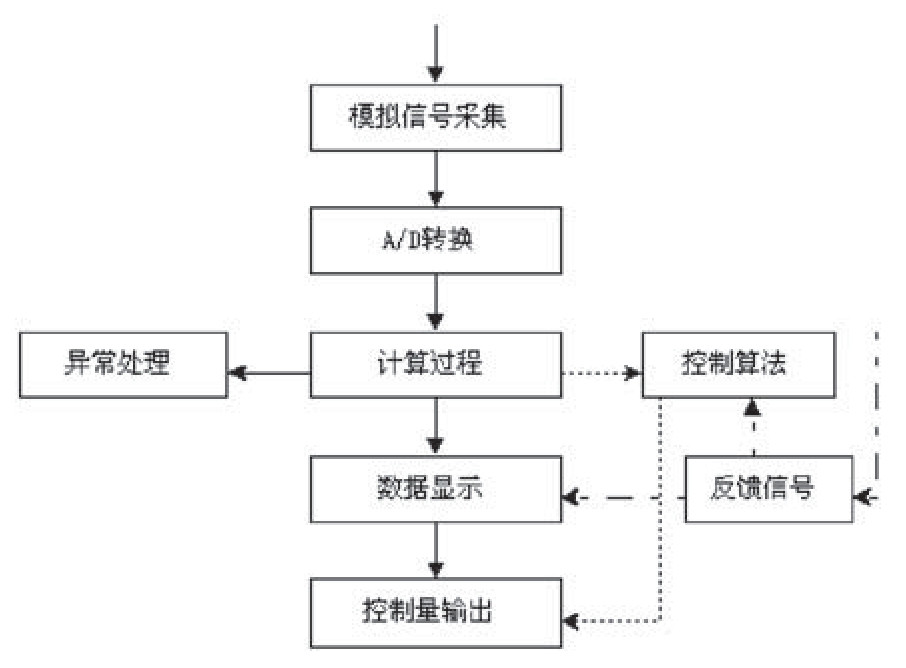
图3 控制流程
(三)控制算法
高温沸腾炉系统对安全性与燃烧过程的稳定性要求很高,温度过低、燃烧效率低,一旦熄火,将严重影响产品质量;炉温过高,燃烧煤粉会因结焦成块而影响生产的安全性。传统的控制算法是直接数字控制系统算法(DDC),可以实现多路调节,监控软件包括实时调度管理程序和中断管理程序,对于主要参数的自动调节采用多路调节和简单自动控制技术。这样的算法动态响应慢,对于惯性大、滞后时间长、存在高时变性的本类系统,无法保证动态品质。
模糊控制不需要建立被控对象的精确数学模型,是通过归纳操作人员和该领域专家的经验而建立的,算法简单、性能优良,有较强的鲁棒性。(www.chuimin.cn)
程序流程包括对采集的信号量剔除干扰值、预处理、平滑处理等得到,作为判断依据,再对这些值做以下三项处理:(1)判断这些值是否已经超过临界值,做相应的异常处理;(2) 将数值显示在显示屏上供用户参考;(3)计算输出量,并从对应的线路上输出。
其中,计算输出量是核心问题。许多数据表明,沸腾炉在炉膛温度从850℃左右上升到930℃左右区间,如果给煤与送风过程比较稳定,炉膛温度模型可以认为是一个线性模型。但850℃—930℃这个区间并非固定,稳定的条件也很难保证,因而实际系统一般是非线性的。
本系统初始使用仿人点动模型(趋势预测模型),认为温度变化是按照某一条曲线进行的,可以按照某一精度将曲线用若干条线段进行模拟。在人工控制状态下,操作人员在温度偏低时,选择多加煤或者多减风操作;当温度上升到达一定的值时,加煤量开始减少(或者开始逐步的加风)。例如,温度在850℃时,可能通过仪表输出15mA的加煤输出量,温度迅速上升;当温度上升到了900℃—910℃左右时,控制输出量可能就开始逐步从15mA减少到14mA、12mA、10mA,这样,在温度继续上升至在980℃—1000℃左右就不再上升了。模拟这一过程,在求解预期温度时,在数学模型上表现为针对不同的动作(加/减煤,加/减风)求解在某一时刻所属区间的线段斜率。炉内温度系统是多变量、多耦合系统,根据对现场数据的观察与分析,沸腾炉控制变量耦合关系如表1所示。
表1 沸腾炉控制变量耦合关系简表
![]()
图4是实测的一条控制曲线。
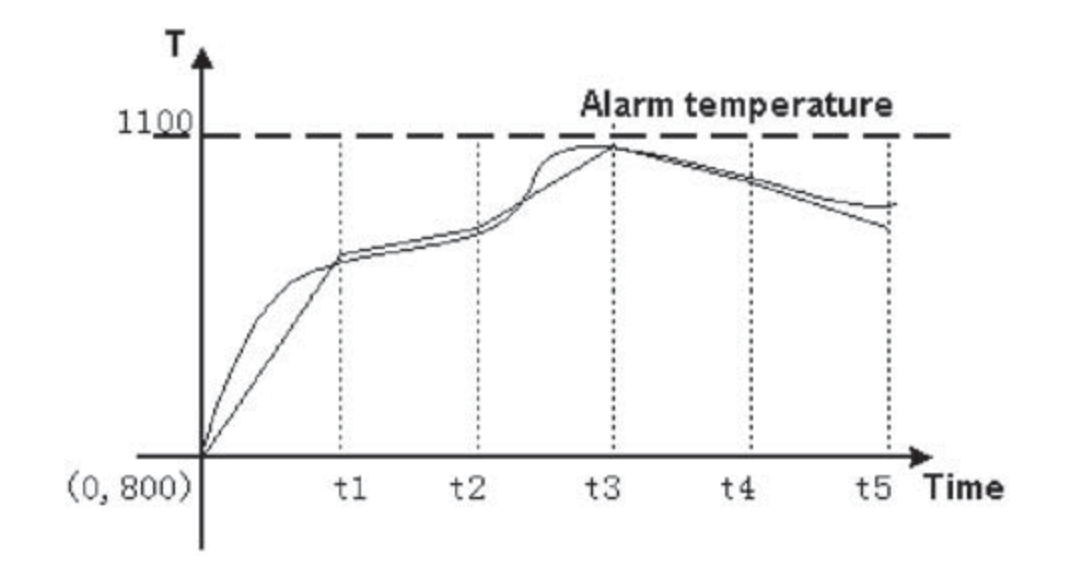
图4 仿人点动模型原理示意
如果我们设定温差(E)的变化范围为[—6,6],将其上连续变化的温差量分为8个级别:NL: -6附近,实际温度远远低于目标控制温度;NM: —4附近;NS:—2附近;NO:比零稍小,实际温度与目标控制温度稍低;PO :比零稍大;PS :2附近;PM:4附近;PL :6附近,实际温度与目标控制温度高很多。
同样,选定给煤控制信号的变化范围为[—7,7],将其上连续变化的给煤量(EC)分为7个档次:NL、NM、NS、ZE、PS、PM、PL。
根据实验与经验可以总结出如表2所示控制量(U)规则表。
表2 控制规则表:
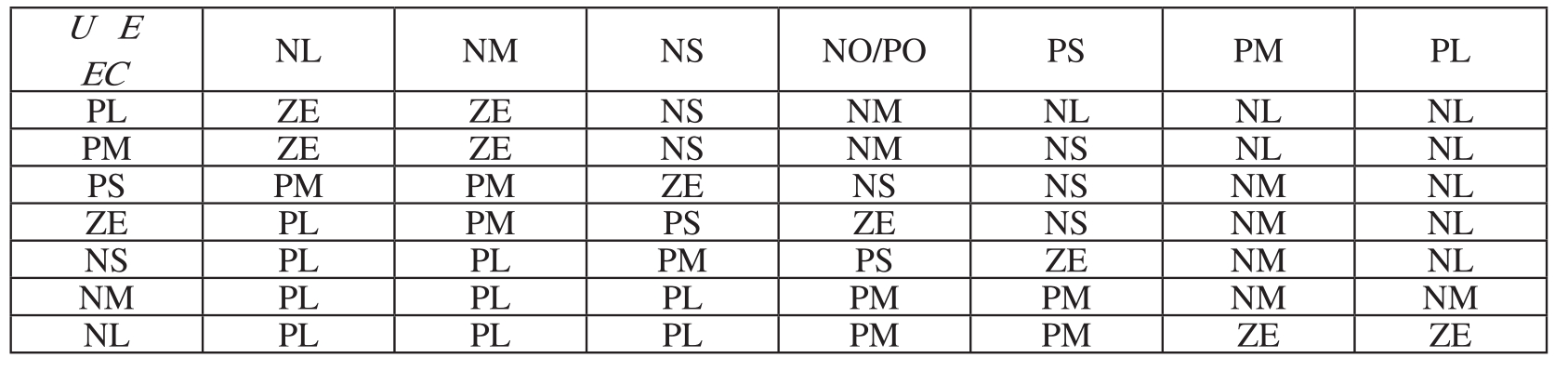
根据该表,可以通过实验求得具体控制数据,并针对不同情况绘制相应曲线,形象地表现输入量与输出量之间的关系。系统设计了相应处理程序,允许用户经触摸屏在可视化环境下手工修改曲线,再通过逐渐逼近的方法,满足控制需求。
(四)异常处理程序模块
(1)热电偶的断偶报警。
(2)越限报警。
(3)自动控制失败自动跳出并转人工控制方式。
(4)自动复位。
(5)程序防飞处理。
四、结束语
本系统能满足高温沸腾炉的控制需求,具有如下特性:(1)系统有较高独立性,可以单独实施控制,也可以联网,可以进行系统整合,易维护、易扩展;(2)采用较大屏幕液晶显示屏可以显示当前与历史各分类曲线,可以人工修改曲线,利用自学习功能改变参数使能根据工艺需要实现更精确的控制,提高控温质量;(3)传感信息可以有线也可以无线接入,可以适应不同环境需求;(4)提供了多媒体功能,使系统有更高可用性。本系统可用于实际生产线,也可作学生学习参考。
【参考文献】
[1] 马明建,周长城.数据采集与处理技术[M].西安:西安交通大学出版社,2000.
[2] 李世勇.模糊控制、神经控制和智能控制论[M].哈尔滨:哈尔滨工业大学出版社,1996.
[3] 李少远,王景成.智能控制[M].北京: 机械工业出版社,2004.
[4] 管晓春.基于凌阳SPCE061A的嵌入式应用系统设计[J].电子产品世界,2008,187(2).
有关武汉东湖学院论文集的文章

电器控制系统设计的基本任务是:根据系统的控制要求,设计和编制出设备制造及使用维修过程中所必需的图样、资料,包括电气原理图、电气系统的组件划分与元器件布置图、安装接线图、电气箱图、控制面板及电器元件安装底板、非标准紧固件加工图等,编制外购成件目录、单台材料消耗清单、设备说明书等资料。......
2023-06-15

电器控制系统设计的基本步骤如下:1.拟订设计任务书拟订设计任务书是一个十分重要而且必须认真对待的问题。设计任务书除作为整个系统设计的依据外,同时还是今后设备竣工验收的依据。其也是电气控制原理图设计及电器元件选择的依据。由此可见,正确选择电动机容量,是保证电器控制系统实现安全可靠、经济运行的前提。......
2023-06-15

三、说明1.系统结构及实现方法说明导轨为硬质材料,轨道必须平直光滑,长度cm,如可将双列直插集成电路封装管剖开后使用;导轨外侧可以安装检测装置或电路,但不得以任何方式影响小球自由滚动。......
2023-06-23

宽带通优化设计SSDC的控制系统由换流母线三相瞬时电压测量环节、次同步频率变换环节、带通滤波器、优化设计相位补偿及比例放大环节组成,该SSDC的输入信号为呼辽HVDC整流站换流母线的交流三相电压。图7-20 宽带通优化设计SSDC控制系统结构在理论和实现方法上,上述SSDC的两种设计都是可以实现的,并且能为待研发电机组提供较好的电气正阻尼,但是宽带通优化设计SSDC具有更强的通用性和工程实用价值。......
2023-06-22
根据故障码,首先检查空气流量计,发现其线路及信号均正常。更换氧传感器,消除故障码,热车后故障灯依然亮起,而且故障代码仍显示为氧传感器信号不良。做发动机基本维护,测试喷油及点火,均正常。判定三元催化器存在故障。进入21 世纪,汽车污染日益成为全球性问题。因此,保护人类赖以生存的环境成为世界共同关心的问题。......
2023-08-23

以下从满足150t电弧炉炉体倾动速度特性的要求出发,介绍电液比例技术在电弧炉炉体顷动液压系统中的控制及应用。根据电弧炉倾动特点,倾动液压系统采用了锥阀插装阀和电液比例流量控制阀组合的比例控制大流量出口调速回路。综上所述,150t电弧炉倾动液压比例控制系统的主要特点是:1)可实现对电弧炉倾动速度的计算机PLC控制。......
2023-06-15
双闭环控制直流调速系统的转速调节器和电流调节器的设计基础是自动控制理论。因此,工程设计需要简明实用的方法。该调节器工程设计的步骤是:1)简化原系统传递函数,突出关键环节和重点参数的影响。表1.5 典型Ⅰ型系统参数与系统响应的关系在调节器参数设计时,可以根据系统的动态要求,对σ、tp、tr、γ等指标进行综合考量,然后在表1.5中选择适合的典型Ⅰ型系统KT值。......
2023-06-19
下面以反馈控制理论为基础研究转速调节器的设计。有静差调速系统转速调节器的放大倍数 关于0型系统比例调节器放大倍数KP的设计在有静差调速系统分析时已经介绍,它可以根据满足调速指标时对转速闭环系统的转速降要求来确定。......
2023-06-19
相关推荐