创建方块是指创建一个长方体或正方体,将某些局部开放的区域进行填充,一般用于不适合使用曲面修补法和边线修补法的区域,其创建方法也是创建滑块的一种方法。下面介绍使用一般方块法创建方块的一般过程。图10.3.2“创建方块”对话框图10.3.3选取点方法2:包容块法。Step1.在“注塑模工具”工具栏中单击“创建方块”按钮,系统弹出如图10.3.4所示的“创建方块”对话框。图10.3.4“创建方块”对话框Step4.保存文件。......
2023-11-23
在UG NX 8.0加工中,每个加工工序所产生的加工刀具路径、参数形态及适用状态有所不同,所以,用户可以根据零件图样及工艺技术状况,选择合理的加工工序。创建加工工序的一般步骤如下:
Step1.选择命令。
(1)选择下拉菜单

 命令(或单击“插入”工具栏中的
命令(或单击“插入”工具栏中的 按钮),系统弹出图11.1.19所示的“创建工序”对话框。
按钮),系统弹出图11.1.19所示的“创建工序”对话框。
(2)在 下拉菜单中选择
下拉菜单中选择 选项,在
选项,在 区域中单击“CAVITY_MILL”按钮
区域中单击“CAVITY_MILL”按钮 。
。

图11.1.19 “创建工序”对话框
(3)在 下拉列表中选择
下拉列表中选择 选项;在
选项;在 下拉列表中选择前面设置的刀具
下拉列表中选择前面设置的刀具 ;在
;在 下拉列表中选择
下拉列表中选择 选项;在
选项;在 下拉列表中选择
下拉列表中选择 选项;采用系统默认的名称。
选项;采用系统默认的名称。
(4)单击“创建工序”对话框中的 按钮,系统弹出图11.1.20所示的“型腔铣”对话框。
按钮,系统弹出图11.1.20所示的“型腔铣”对话框。

图11.1.20 “型腔铣”对话框
图11.1.19所示“创建工序”对话框 区域中的按钮说明如下:
区域中的按钮说明如下:
●A1 (CAVITY_MILL):型腔铣。
(CAVITY_MILL):型腔铣。
●A2 (PLUNGE_MILLING):插铣。
(PLUNGE_MILLING):插铣。
●A3 (CORNER_ROUGH):拐角粗加工。
(CORNER_ROUGH):拐角粗加工。
●A4 (REST_MILLING):剩余铣。
(REST_MILLING):剩余铣。
●A5 (ZLEVEL_PROFILE):深度加工轮廓。
(ZLEVEL_PROFILE):深度加工轮廓。
●A6 (ZLEVEL_CORNER):深度加工拐角。
(ZLEVEL_CORNER):深度加工拐角。
●A7 (FIXED_CONTOUR):固定轮廓铣。
(FIXED_CONTOUR):固定轮廓铣。
●A8 (COUNTOUR_AREA):轮廓区域铣。
(COUNTOUR_AREA):轮廓区域铣。
●A9 (CONTOUR_SURFACE_AREA):轮廓表面积铣。
(CONTOUR_SURFACE_AREA):轮廓表面积铣。
●A10 (STREAMLINE):流线铣。
(STREAMLINE):流线铣。
●A11 (CONTOUR_AREA_NON_STEEP):轮廓区域非陡峭铣。
(CONTOUR_AREA_NON_STEEP):轮廓区域非陡峭铣。
●A12 (CONTOUR_AREA_DIR_STEEP):轮廓区域方向陡峭铣。
(CONTOUR_AREA_DIR_STEEP):轮廓区域方向陡峭铣。
●A13 (FLOWCUT_SINGLE):单刀路清根铣。
(FLOWCUT_SINGLE):单刀路清根铣。
●A14 (FLOWCUT_MULTIPLE):多刀路清根铣。
(FLOWCUT_MULTIPLE):多刀路清根铣。
●A15 (FLOWCUT_REF_TOOL):清根参考刀具铣。
(FLOWCUT_REF_TOOL):清根参考刀具铣。
●A16 (SOLID_PROFILE_3D):实体轮廓3D铣。
(SOLID_PROFILE_3D):实体轮廓3D铣。
●A17 (PROFILE_3D):轮廓3D铣。
(PROFILE_3D):轮廓3D铣。
●A18 (CONTOUR_TEXT):轮廓文本铣削。
(CONTOUR_TEXT):轮廓文本铣削。
●A19 (MILL_USER):铣削用户。
(MILL_USER):铣削用户。
●A20 :MILL_CONTROL,铣削控制。
:MILL_CONTROL,铣削控制。
Step2.设置一般参数。在“型腔铣”对话框的 下拉列表中选择
下拉列表中选择 选项,在
选项,在 下拉列表中选择
下拉列表中选择 选项,在
选项,在 文本框中输入数值50.0,在
文本框中输入数值50.0,在 下拉列表中选择
下拉列表中选择 选项,在
选项,在 文本框中输入数值6.0。
文本框中输入数值6.0。
图11.1.20所示“型腔铣”对话框 区域中的选项说明如下:
区域中的选项说明如下:
● 选项区域的
选项区域的 下拉列表中提供了如下七种切削方式:
下拉列表中提供了如下七种切削方式:
☑ :根据整个部件几何体并通过偏置来产生刀轨。与“跟随周边”方式不同的是,“跟随周边”只从部件或毛坯的外轮廓生成并偏移刀轨,“跟随部件”方式是根据整个部件中的几何生成并偏移刀轨,它可以跟与部件的外轮廓生成刀轨,也可以根据岛屿和型腔的外围环生成刀轨,所以无需进行岛清理”的设置。另外,“跟随部件”方式无需指定步距的方向,一般来讲,型腔的步距方向总是向外的,岛屿的步距方向总是向内的。此方式也十分适合带有岛屿和内腔零件的粗加工,当零件只有外轮廓这一条边界几何时,它和“跟随周边”方式是一样的,一般优先选择“跟随部件”方式进行加工。
:根据整个部件几何体并通过偏置来产生刀轨。与“跟随周边”方式不同的是,“跟随周边”只从部件或毛坯的外轮廓生成并偏移刀轨,“跟随部件”方式是根据整个部件中的几何生成并偏移刀轨,它可以跟与部件的外轮廓生成刀轨,也可以根据岛屿和型腔的外围环生成刀轨,所以无需进行岛清理”的设置。另外,“跟随部件”方式无需指定步距的方向,一般来讲,型腔的步距方向总是向外的,岛屿的步距方向总是向内的。此方式也十分适合带有岛屿和内腔零件的粗加工,当零件只有外轮廓这一条边界几何时,它和“跟随周边”方式是一样的,一般优先选择“跟随部件”方式进行加工。
☑ :沿切削区域的外轮廓生成刀轨,并通过偏移该刀轨形成一系列的同心刀轨,并且这些刀轨都是封闭的。当内部偏移的形状重叠时,这些刀轨将被合并成一条轨迹,然后再重新偏移产生下一条轨迹。和往复式切削一样,也能在步距运动间连续地进刀,因此效率也较高。设置参数时需要设定步距的方向是“向内”(外部进刀,步距指向中心)还是“向外”(中间进刀,步距指向外部)。此方式常用于带有岛屿和内腔零件的粗加工,比如模具的型芯和型腔等。
:沿切削区域的外轮廓生成刀轨,并通过偏移该刀轨形成一系列的同心刀轨,并且这些刀轨都是封闭的。当内部偏移的形状重叠时,这些刀轨将被合并成一条轨迹,然后再重新偏移产生下一条轨迹。和往复式切削一样,也能在步距运动间连续地进刀,因此效率也较高。设置参数时需要设定步距的方向是“向内”(外部进刀,步距指向中心)还是“向外”(中间进刀,步距指向外部)。此方式常用于带有岛屿和内腔零件的粗加工,比如模具的型芯和型腔等。
☑ :用于创建一条或者几条指定数量的刀轨来完成零件侧壁或外形轮廓的加工,主要以精加工或半精加工为主。
:用于创建一条或者几条指定数量的刀轨来完成零件侧壁或外形轮廓的加工,主要以精加工或半精加工为主。
☑ :刀具会以圆形回环模式运动,生成的刀轨是一系列相交且外部相连的圆环,像一个拉开的弹簧。它控制了刀具的切入,限制了步距,以免在切削时刀具完全切入受冲击过大而断裂。选择此项,需要设置步距(刀轨中相邻两圆环的圆心距)和摆线的路径宽度(刀轨中圆环的直径)。此方式比较适合部件中的狭窄区域、岛屿和部件及两岛屿之间区域的加工。
:刀具会以圆形回环模式运动,生成的刀轨是一系列相交且外部相连的圆环,像一个拉开的弹簧。它控制了刀具的切入,限制了步距,以免在切削时刀具完全切入受冲击过大而断裂。选择此项,需要设置步距(刀轨中相邻两圆环的圆心距)和摆线的路径宽度(刀轨中圆环的直径)。此方式比较适合部件中的狭窄区域、岛屿和部件及两岛屿之间区域的加工。
☑ :使切削轨迹始终维持一个方向的顺铣或者逆铣切削。刀具在切削轨迹的起点进刀,切削到切削轨迹的终点,然后抬刀至转换平面高度,平移到下一行轨迹的起点,刀具开始以同样的方向进行下一行切削。
:使切削轨迹始终维持一个方向的顺铣或者逆铣切削。刀具在切削轨迹的起点进刀,切削到切削轨迹的终点,然后抬刀至转换平面高度,平移到下一行轨迹的起点,刀具开始以同样的方向进行下一行切削。
☑ :指刀具在同一切削层内不抬刀,在步距宽度的范围内沿着切削区域的轮廓维持连续往复的切削运动。往复式切削方式生成的是多条平行直线刀轨,连续两行平行刀轨的切削方向相反,但步进方向相同,所以在加工中会交替出现顺铣切削和逆铣切削。在加工策略中指定顺铣或逆铣不会影响此切削方式,但会影响其中的“壁清根”的切削方向(顺铣和逆铣是会影响加工精度的,逆铣的加工质量比较高)。这种方法在加工时刀具在步进的时候始终保持进刀状态,能最大化地对材料进行切除,是最经济和高效的切削方式,通常用于型腔的粗加工。
:指刀具在同一切削层内不抬刀,在步距宽度的范围内沿着切削区域的轮廓维持连续往复的切削运动。往复式切削方式生成的是多条平行直线刀轨,连续两行平行刀轨的切削方向相反,但步进方向相同,所以在加工中会交替出现顺铣切削和逆铣切削。在加工策略中指定顺铣或逆铣不会影响此切削方式,但会影响其中的“壁清根”的切削方向(顺铣和逆铣是会影响加工精度的,逆铣的加工质量比较高)。这种方法在加工时刀具在步进的时候始终保持进刀状态,能最大化地对材料进行切除,是最经济和高效的切削方式,通常用于型腔的粗加工。
☑ :与单向切削方式类似,但是在进刀时将进刀在前一行刀轨的起始点位置,然后沿轮廓切削到当前行的起点进行当前行的切削,切削到端点时,仍然沿轮廓切削到前一行的端点,然后抬刀转移平面,再返回到起始边当前行的起点下一行的切削。其中抬刀回程是快速横越运动,在连续两行平行刀轨间会产生沿轮廓的切削壁面刀轨(步距),因此壁面加工的质量较高。此方法切削比较平稳,对刀具冲击很小,常用于粗加工后对要求余量均匀的零件进行精加工,比如一些对侧壁要求较高的零件和薄壁零件等。
:与单向切削方式类似,但是在进刀时将进刀在前一行刀轨的起始点位置,然后沿轮廓切削到当前行的起点进行当前行的切削,切削到端点时,仍然沿轮廓切削到前一行的端点,然后抬刀转移平面,再返回到起始边当前行的起点下一行的切削。其中抬刀回程是快速横越运动,在连续两行平行刀轨间会产生沿轮廓的切削壁面刀轨(步距),因此壁面加工的质量较高。此方法切削比较平稳,对刀具冲击很小,常用于粗加工后对要求余量均匀的零件进行精加工,比如一些对侧壁要求较高的零件和薄壁零件等。
● :两个切削路径之间的水平间隔距离,而在环形切削方式中是指的两个环之间的距离。其方式分别是
:两个切削路径之间的水平间隔距离,而在环形切削方式中是指的两个环之间的距离。其方式分别是 、
、 、
、 和
和 四种。
四种。
☑ :选择该选项后,用户需要定义切削刀路间的固定距离。如果指定的刀路间距不能平均分割所在区域,系统将减小这一刀路间距以保持恒定步距。
:选择该选项后,用户需要定义切削刀路间的固定距离。如果指定的刀路间距不能平均分割所在区域,系统将减小这一刀路间距以保持恒定步距。
☑ :选择该选项后,用户需要定义两个刀路间剩余材料的高度,从而在连续切削刀路间确定固定距离。
:选择该选项后,用户需要定义两个刀路间剩余材料的高度,从而在连续切削刀路间确定固定距离。
☑ :选择该选项后,用户需要创建刀具直径的百分比,从而在连续切削刀路之间建立起固定距离。
:选择该选项后,用户需要创建刀具直径的百分比,从而在连续切削刀路之间建立起固定距离。
☑ :该择该选项后,可以设定几个不同步距大小的刀路数以提高加工效率。
:该择该选项后,可以设定几个不同步距大小的刀路数以提高加工效率。
● :步距方式选择
:步距方式选择 时,该文本框可用,用于定义切削刀路之间的距离为刀具直径的百分比。
时,该文本框可用,用于定义切削刀路之间的距离为刀具直径的百分比。
● :用于定义每一层的公共切削深度。
:用于定义每一层的公共切削深度。
● 选项区域中的选项说明如下:
选项区域中的选项说明如下:
☑ 选项:单击此选项后的“编辑显示”按钮
选项:单击此选项后的“编辑显示”按钮 ,系统弹出图11.1.21所示的“显示选项”对话框,在此对话框中可以进行刀具显示、刀轨显示以及其他选项的设置。
,系统弹出图11.1.21所示的“显示选项”对话框,在此对话框中可以进行刀具显示、刀轨显示以及其他选项的设置。
☑在系统默认情况下,在“显示选项”对话框的 选项区域中,
选项区域中, 、
、 、
、 和
和 这四个复选框为取消选中状态。
这四个复选框为取消选中状态。
☑ 选项:单击此选项后的“其他选项”按钮
选项:单击此选项后的“其他选项”按钮 ,系统会弹出“其他参数”对话框,在此对话框中可以指定另外的操作参数。
,系统会弹出“其他参数”对话框,在此对话框中可以指定另外的操作参数。
说明:在系统默认情况下, 区域中的这四个复选框均为取消选中状态,如果选中这四个复选框,单击“型腔铣”对话框中的“生成”按钮
区域中的这四个复选框均为取消选中状态,如果选中这四个复选框,单击“型腔铣”对话框中的“生成”按钮 ,系统会弹出图11.1.22所示的“刀轨生成”对话框;取消选中这四个复选框,单击“生成”按钮
,系统会弹出图11.1.22所示的“刀轨生成”对话框;取消选中这四个复选框,单击“生成”按钮 后,系统不会弹出“刀轨生成”对话框。(www.chuimin.cn)
后,系统不会弹出“刀轨生成”对话框。(www.chuimin.cn)

图11.1.21 “显示选项”对话框
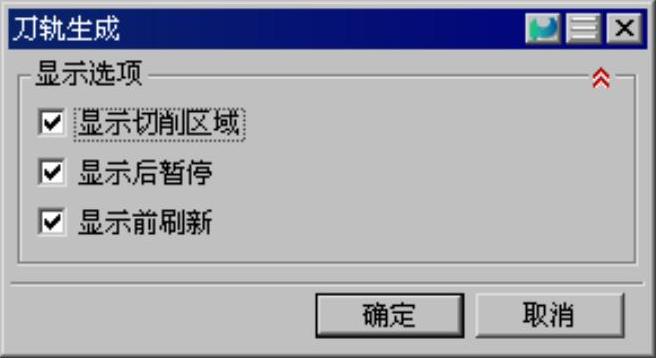
图11.1.22 “刀轨生成”对话框
图11.1.22所示的“刀轨生成”对话框中各选项说明如下:
● :若选中该复选框,在切削仿真时,则会显示切削加工的切削区域,但从实践效果来看,选中或不选中,仿真的时候区别不是很大。为了测试选中和不选中之间的区别,可以选中
:若选中该复选框,在切削仿真时,则会显示切削加工的切削区域,但从实践效果来看,选中或不选中,仿真的时候区别不是很大。为了测试选中和不选中之间的区别,可以选中 复选框,这样可以很明显地看出选中和不选中之间的区别。
复选框,这样可以很明显地看出选中和不选中之间的区别。
● :若选中该复选框,处理器将在显示每个切削层的可加工区域和刀轨之后暂停。此选项只对“平面铣”、“型腔铣”和“固定可变轮廓铣”三种加工方法有效。
:若选中该复选框,处理器将在显示每个切削层的可加工区域和刀轨之后暂停。此选项只对“平面铣”、“型腔铣”和“固定可变轮廓铣”三种加工方法有效。
● :若选中该复选框,系统将移除所有临时屏幕显示。此选项只对“平面铣”、“型腔铣”和“固定可变轮廓铣”三种加工方法有效。
:若选中该复选框,系统将移除所有临时屏幕显示。此选项只对“平面铣”、“型腔铣”和“固定可变轮廓铣”三种加工方法有效。
Step3.设置切削参数。
(1)单击“型腔铣”对话框中“切削参数”按钮 ,系统弹出“切削参数”对话框。
,系统弹出“切削参数”对话框。
(2)单击图11.1.23所示的“切削参数”对话框中的 选项卡,在
选项卡,在 文本框中输入数值0.1;在
文本框中输入数值0.1;在 文本框中输入数值0.02;在
文本框中输入数值0.02;在 文本框中输入数值0.02。
文本框中输入数值0.02。
(3)其他参数的设置采用系统默认值,单击“切削参数”对话框中的 按钮,完成切削参数的设置,系统返回到“型腔铣”对话框。
按钮,完成切削参数的设置,系统返回到“型腔铣”对话框。

图11.1.23 “切削参数”对话框
Step4.设置进刀/退刀参数。
(1)在“型腔铣”对话框中单击“非切削移动”按钮 ,系统弹出图11.1.24所示的“非切削运动”对话框。
,系统弹出图11.1.24所示的“非切削运动”对话框。
(2)单击“非切削运动”对话框中的 选项卡,在
选项卡,在 区域的
区域的 下拉列表中选择
下拉列表中选择 选项,其他参数采用系统默认的设置值,单击
选项,其他参数采用系统默认的设置值,单击 按钮完成进刀/退刀的设置。
按钮完成进刀/退刀的设置。
Step5.设置进给率。
(1)单击“型腔铣”对话框中的“进给率和速度”按钮 ,系统弹出图11.1.25所示的“进给率和速度”对话框。
,系统弹出图11.1.25所示的“进给率和速度”对话框。
(2)在“进给率和速度”对话框选中 复选框,然后在其文本框中输入数值1500,在
复选框,然后在其文本框中输入数值1500,在 区域的
区域的 文本框中输入数值800,并单击该文本框右侧的
文本框中输入数值800,并单击该文本框右侧的 按钮计算表面速度和每齿进给量,其他采用系统默认设置值。
按钮计算表面速度和每齿进给量,其他采用系统默认设置值。
(3)单击“进给率和速度”对话框中的 按钮,完成进给率和速度参数的设置,系统返回到“型腔铣”对话框。
按钮,完成进给率和速度参数的设置,系统返回到“型腔铣”对话框。
说明:“表面速度”和“每齿进给量”可以由系统根据主轴速度和切削速度自动进行计算,也可以由用户输入相应数值来计算对应的主轴速度和切削速度。
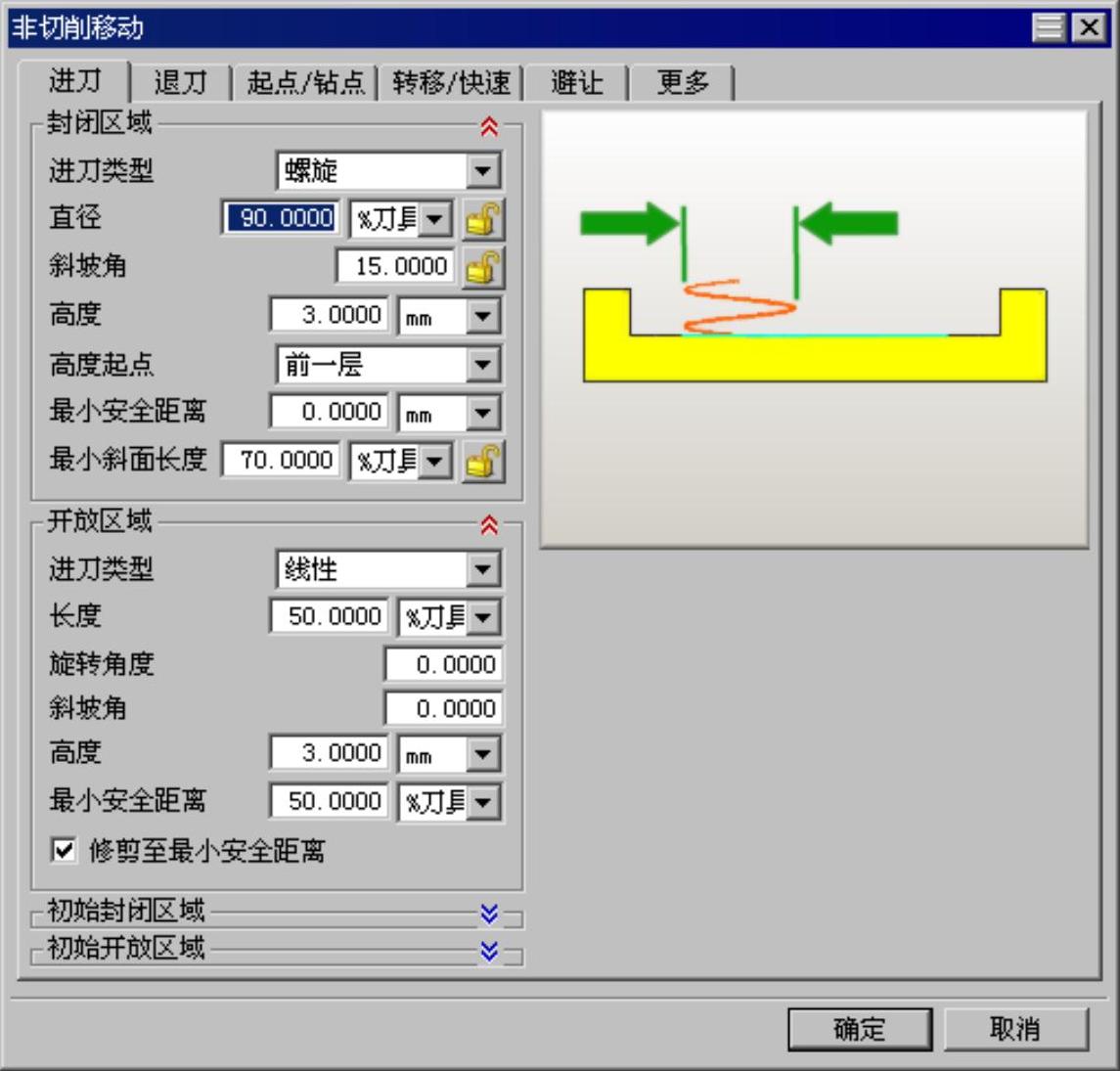
图11.1.24 “非切削移动”对话框
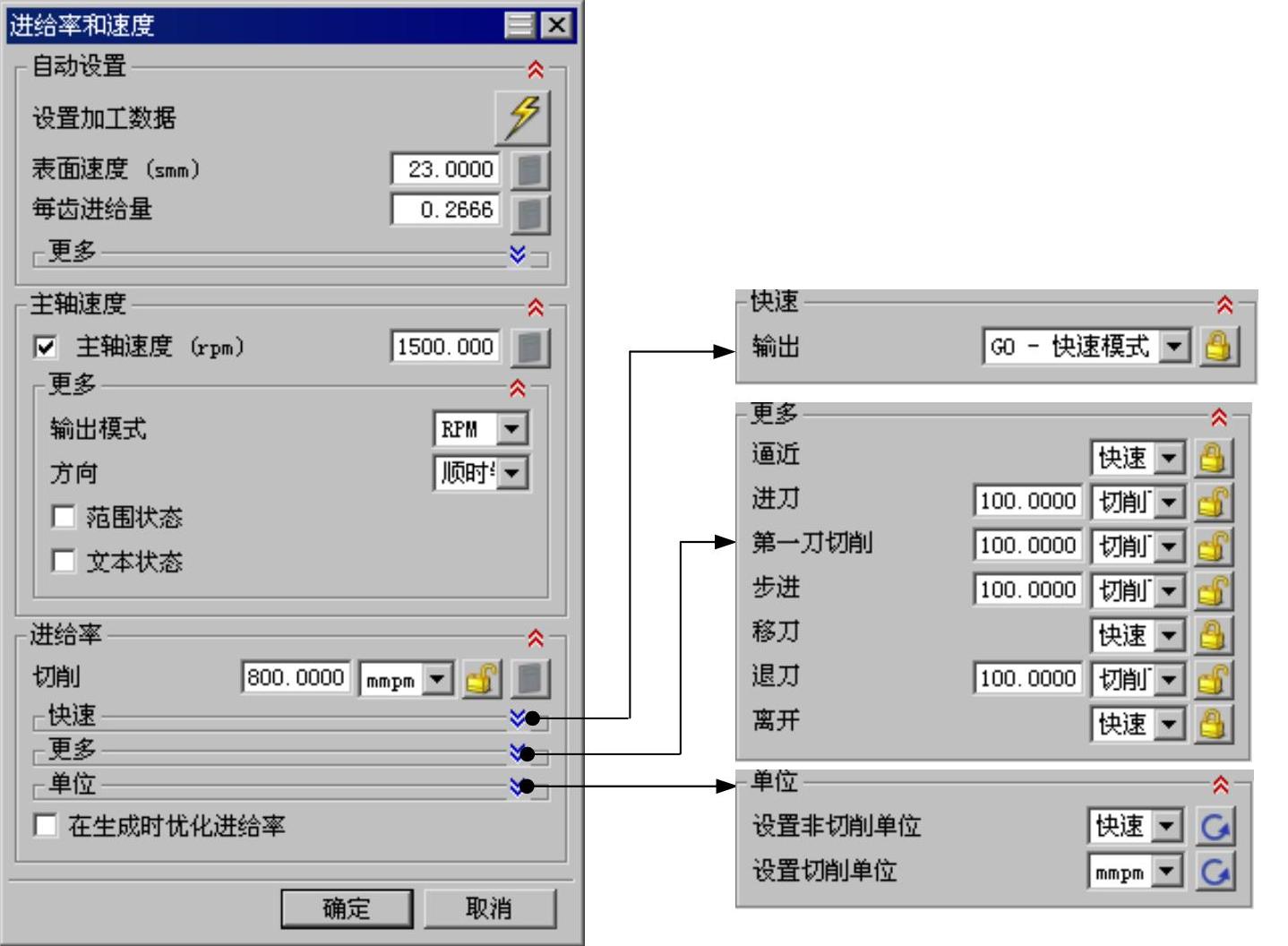
图11.1.25 “进给”对话框
图11.1.25所示“进给”对话框中各选项的说明如下:
● :用于创建刀具的切削线速度。
:用于创建刀具的切削线速度。
● :每个齿切除材料量的度量(有时也叫每齿进给量)。
:每个齿切除材料量的度量(有时也叫每齿进给量)。
● :在此文本框中用户可以设定刀具转动速度,单位是转/分。
:在此文本框中用户可以设定刀具转动速度,单位是转/分。
● :系统提供了以下四种主轴输出模式。
:系统提供了以下四种主轴输出模式。
☑ :以每分钟转数为单位创建主轴速度。
:以每分钟转数为单位创建主轴速度。
☑ :以每分钟曲面英尺为单位创建主轴速度。
:以每分钟曲面英尺为单位创建主轴速度。
☑ :以每分钟曲面米为单位创建主轴速度。
:以每分钟曲面米为单位创建主轴速度。
☑ :没有主轴输出模式。
:没有主轴输出模式。
● :选中该复选框以激活
:选中该复选框以激活 文本框,
文本框, 文本框用于定义主轴的速度范围。
文本框用于定义主轴的速度范围。
● :选中该复选框以激活
:选中该复选框以激活 文本框,
文本框, 文本框用于定义在CLSF文件输出时将添加到LOAD或TURRET的命令,在后处理中,此文本框中的内容将存储在mom变量中。
文本框用于定义在CLSF文件输出时将添加到LOAD或TURRET的命令,在后处理中,此文本框中的内容将存储在mom变量中。
● :切削过程中的进给量,即正常进给时的速度。
:切削过程中的进给量,即正常进给时的速度。
● 区域:用于设置快速运动时的输出模式。
区域:用于设置快速运动时的输出模式。
☑ :可以选择
:可以选择 或
或 的输出模式。选择
的输出模式。选择 时,快速移动速率由机床参数库额定,选择
时,快速移动速率由机床参数库额定,选择 时,会激活
时,会激活 文本框,需要用户指定一个进给速度的数值。
文本框,需要用户指定一个进给速度的数值。
● 区域:用于设置其余刀具运动的速度参数:
区域:用于设置其余刀具运动的速度参数:
☑ :用于设置刀具接近时的速度,即刀具从起刀点到进刀点的进给速度。
:用于设置刀具接近时的速度,即刀具从起刀点到进刀点的进给速度。
☑ :用于设置进刀速度,即刀具切入零件时的速度。
:用于设置进刀速度,即刀具切入零件时的速度。
☑ :用于设置第一刀切削时的进给速度。
:用于设置第一刀切削时的进给速度。
☑ :用于设置刀具进入下一个平行刀轨切削时的横向进给速度,即铣削宽度,多用于往复式的切削方式。
:用于设置刀具进入下一个平行刀轨切削时的横向进给速度,即铣削宽度,多用于往复式的切削方式。
☑ :用于设置刀具从一个切削区域跨越到另一个切削区域时作水平非切削运动时刀具的移动速度。
:用于设置刀具从一个切削区域跨越到另一个切削区域时作水平非切削运动时刀具的移动速度。
☑ :用于设置退刀时,刀具切出部件的速度,即刀具从最终切削点到退刀点之间的速度。
:用于设置退刀时,刀具切出部件的速度,即刀具从最终切削点到退刀点之间的速度。
☑ :设置刀具离开的速度,即刀具退出加工部位到返回点的移动速度。
:设置刀具离开的速度,即刀具退出加工部位到返回点的移动速度。
● 选项区域的
选项区域的 选项组中各选项的说明如下:
选项组中各选项的说明如下:
☑ :将所有的“非切削进给率”单位设置为
:将所有的“非切削进给率”单位设置为 、
、 (毫米/分)、
(毫米/分)、 (毫米/转)或
(毫米/转)或 。
。
☑ :将所有的“切削进给率”单位设置为
:将所有的“切削进给率”单位设置为 、
、 (毫米/分)、
(毫米/分)、 (毫米/转)或
(毫米/转)或 。
。
有关UG NX 8.0快速入门教程(典藏版)的文章

创建方块是指创建一个长方体或正方体,将某些局部开放的区域进行填充,一般用于不适合使用曲面修补法和边线修补法的区域,其创建方法也是创建滑块的一种方法。下面介绍使用一般方块法创建方块的一般过程。图10.3.2“创建方块”对话框图10.3.3选取点方法2:包容块法。Step1.在“注塑模工具”工具栏中单击“创建方块”按钮,系统弹出如图10.3.4所示的“创建方块”对话框。图10.3.4“创建方块”对话框Step4.保存文件。......
2023-11-23

在图形区中单击图4.2.7所示的两个点作为长方体的对角点。根据系统的提示,在图形区中选中图4.2.12所示的圆弧,在文本框输入值100.0。图4.2.11创建圆柱体(二)图4.2.12选取圆弧3.创建圆锥体圆锥体的创建方法有五种,下面一一介绍。下面以图4.2.13所示的圆锥体为例,说明使用“直径和高度”方法创建圆锥体的一般操作过程。图4.2.13“圆锥体”特征(一)Step1.选择命令。图4.2.14“圆锥”对话框(一)图4.2.15“矢量”对话框Step4.定义圆锥体底面原点(圆心)。......
2023-11-23

创建解算方案就是创建一个新的解算方案,可以定义分析类型、解算方案类型及特定于解算方案的载荷和运动驱动。图9.3.1所示的“解算方案”对话框的说明如下。图9.3.1“解算方案”对话框●:该下拉列表用于选取解算方案的分析类型。......
2023-11-23
图5.3.7直纹面的创建图5.3.8“直纹”对话框2.通过曲线组通过曲线组选项用于通过同一方向上的一组曲线轮廓线创建曲面。图5.3.12“通过曲线组”对话框下面将以图5.3.13为例说明利用“通过曲线网格”功能创建曲面的一般过程。Step5.单击按钮,完成“通过曲线网格”曲面的创建。图5.3.14所示的“通过曲线网格”对话框的部分选项说明如下:●下拉列表:该下拉列表用于控制系统在生成曲面的时候更强调主线串还是交叉线串,或者两者有同样效果。......
2023-11-23

Step3.定义直线的起始点。在系统的提示下,在图形区中的任意位置单击左键,以确定直线的起始点,此时可看到一条“橡皮筋”线附着在鼠标指针上。Step5.单击中键,结束直线的创建。图3.6.4所示的“直线”工具条的说明如下。......
2023-11-23

拉伸曲面和回转曲面的创建方法与相应的实体特征基本相同。下面介绍创建图5.3.2所示的拉伸曲面特征的过程。图5.3.2拉伸曲面Step1.打开文件D:\ugdc8.1\work\ch05.03\extrude_surf.prt。Step2.选择下拉菜单命令,系统弹出图5.3.3所示的“拉伸”对话框。Step4.确定拉伸起始值和结束值。图5.3.3“拉伸”对话框Step5.定义拉伸特征的体类型。在图形区选取图5.3.4a所示的曲线为回转截面,单击中键确认。......
2023-11-23

下面以图4.11.1所示的范例来说明创建基准平面的一般过程。图4.11.2“基准平面”对话框Step5.定义参数。在对话框的文本框中输入角度值60.0,单击按钮,完成基准平面的创建。图4.11.2所示的“基准平面”对话框中各选项功能的说明如下:●:通过选择的对象自动判断约束条件。创建的基准平面包含第二条直线且平行于第一条直线。如果选择圆锥面或圆柱面,则在该面的轴线上创建基准平面。......
2023-11-23
进入UG NX 8.0系统后,在建模环境下选择下拉菜单命令,系统弹出“定制”对话框,可对用户界面进行定制。图2.3.4“定制”对话框Step1.单击选项中的,出现√号,此时可看到标准类的命令按钮出现在界面上。图2.3.12“角色”选项卡图2.3.13“定制”对话框图2.3.14图标下面的文本显示......
2023-11-23
相关推荐