3)运输乙炔瓶的车、船和储存、使用乙炔瓶的场所,应符合公安和交通部门的规定。4)运输、储存和使用乙炔瓶时,应避免烘烤和曝晒,环境温度一般不超过40℃。⑥乙炔瓶储存时应保持直立位置,且应有防止倾倒的措施。乙炔减压器与乙炔瓶瓶阀的连接必须可靠,严禁在漏气状态下使用,否则会形成乙炔和空气的混合气体,有发生爆炸的危险。⑦在使用乙炔瓶的现场,乙炔瓶储存量不得超过5瓶。在乙炔回火防止器的适当部位应设有一定面积的......
2023-11-22
工业气体气瓶在工业企业已得到广泛应用。随着我国科学技术和工业经济持续发展,工业气体气瓶在应用中逐渐暴露出安全可靠性差、使用效率低等一系列问题。
20世纪90年代后,美国、欧盟等发达国家开始应用第二代工业气体气瓶——焊接绝热气瓶(以下简称“低温气瓶”),比原来的工业气体气瓶安全可靠性提高了85%,使用效率提高了500%,一只低温气瓶在工业企业可代替35只永久气体气瓶的使用。21世纪初,我国引进了低温气瓶生产制造技术。由于低温气瓶储存、使用、运输深冷介质具有独特的技术优势和节能、节材、效能等价值,所以被广泛应用于机械、电子、冶金、航空航天、医疗及生物工程等行业,尤其近5年来得到了迅猛的发展。
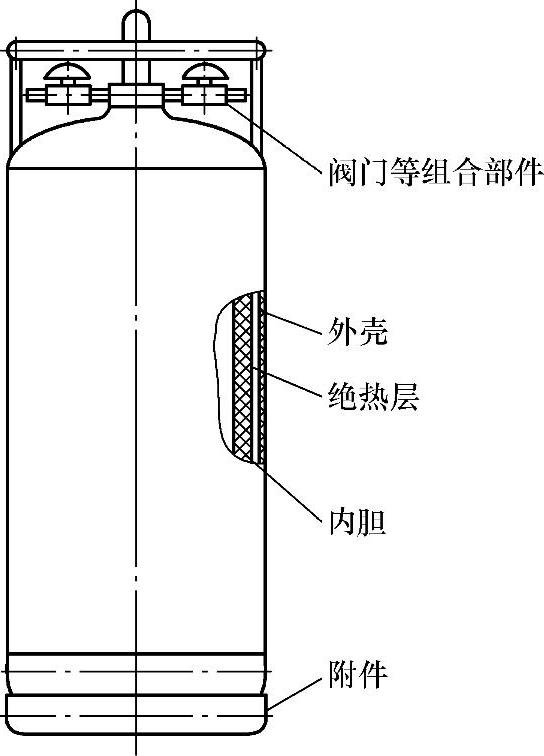
图4-33 低温气瓶结构型式示意图
1.低温气瓶的主要规格
低温气瓶是指适用于在正常环境温度(-40~60℃)下使用,设计温度不低于-196℃、公称工作压力为0.2~3.5MPa,盛装介质为液氧、液氮、液氩、液态二氧化碳、液化天然气、氧化亚氮等低温液化气体的气瓶,符合2010年4月1日实施的GB24159—2009《焊接绝热气瓶》标准。
低温气瓶是一种可重复充装的特种气瓶,主要用于储存液氮、液氧、液氩、液化天然气等低温气体。该气瓶由奥氏体不锈钢内胆、外壳、连接内胆的支撑系统和内蒸发器以及管路阀门等组成,并采用高真空多层绝热方式,具有安全可靠、使用方便、装载率高、气体纯度高等特点,已被广泛应用,并有巨大的市场潜力。
1)低温气瓶的结构型式为立式,如图4-33所示。
2)低温气瓶的产品型号应按GB 15384进行命名,表示方法如下:

型号应用示例:DPL450-175-1.4Ⅱ,表示公称容积为175L、工作压力为1.4MPa、内胆公称直径为450mm、第二次改型的立式低温气瓶。
3)低温气瓶公称容积V和内胆公称直径D应符合表4-30的规定。
表4-30 低温气瓶主要参数

4)工作压力为1.0~1.6MPa的低温气瓶的静态蒸发率应符合表4-31的规定,其他工作压力的气瓶静态蒸发率应符合设计图样的规定。
表4-31 低温气瓶静态蒸发率
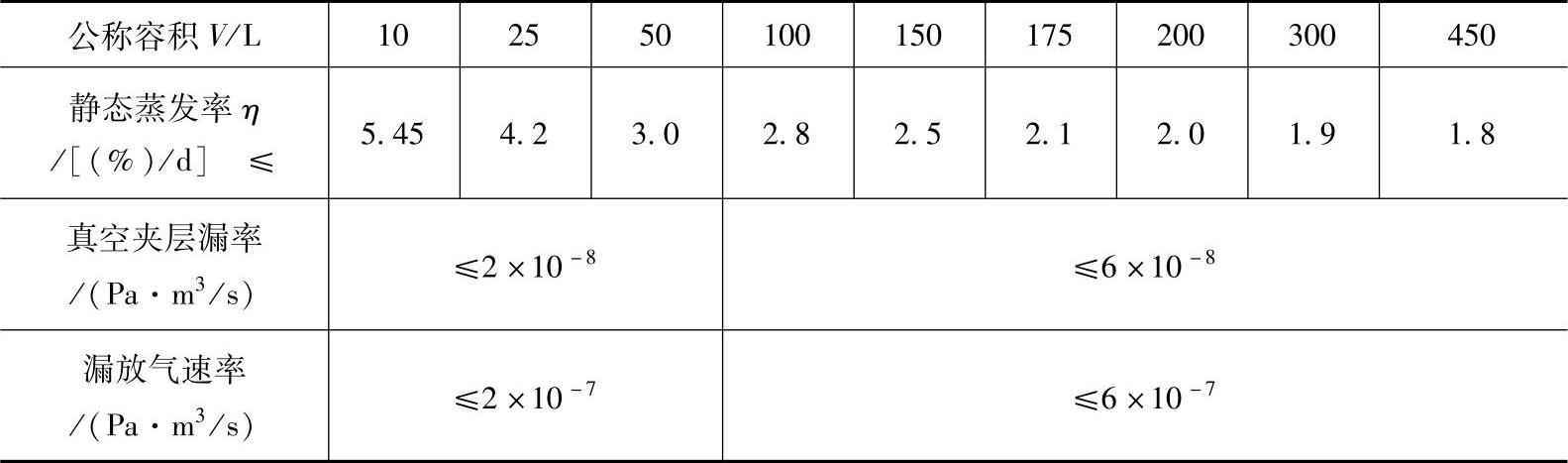
注:1.公称容积为推荐参考值。
2.静态蒸发率指液氮的静态蒸发率。
5)气瓶内胆的壁厚计算压力为工作压力的2倍,压力试验压力为工作压力的2倍。
6)材料的一般规定:①低温气瓶的内胆材料应采用奥氏体型不锈钢,且应符合GB/T 3280—2007或GB/T 4237—2007等相应材料标准的规定。若采用国外材料时,应符合国外相应规范和标准的规定,力学性能不得低于国内标准相应材料的技术指标。②焊在内胆上所有的零部件应采用与内胆材料性质相适应的奥氏体型不锈钢材料,并应符合相应技术标准的规定。③所采用的不锈钢焊接材料焊成的焊缝,其熔敷金属化学成分应与母材相同或相近,且抗拉强度不得低于母材抗拉强度规定值的下限。④材料(包括焊接材料)应具有材料生产单位提供的质量证明书原件。从非材料生产单位获得材料时,应同时取得材料质量证明书原件或加盖供材单位检验公章和经办人章的有效复印件。⑤内胆筒体和封头材料必须按炉罐号进行化学成分复验和按批号进行力学性能复验,经复验合格的材料,应用无氯无硫的记号笔做材料标记。⑥外壳材料应采用奥氏体不锈钢或碳钢。⑦绝热材料及吸附材料应采用阻燃材料。⑧内胆主体材料的化学成分及允许偏差应符合表4-32的规定。⑨内胆主体材料的力学性能应符合表4-33的规定。
表4-32 低温气瓶内胆主体材料的化学成分和允许偏差(%)

表4-33 低温气瓶内胆主体材料的力学性能

2.积极开展低温气瓶定期检验
(1)现有低温气瓶的使用问题(www.chuimin.cn)
1)大量低温气瓶未经检验合格超期使用,存在不同程度的安全隐患。
2)部分低温气瓶绝热性能下降,静态蒸发率严重超标,不符合节能要求。
3)部分低温气瓶安全部件或附件失灵或缺失,气瓶安全性能得不到保障。
4)少数使用单位擅自改装低温气瓶,封堵部分管路,严重影响低温气瓶安全运行。
5)少量低温气瓶由于绝热性能下降且使用频繁,在冷热应力交替作用下,内筒已出现贯穿性裂纹。
(2)【案例4-5】 一起低温气瓶爆炸事故
2008年5月17日,江苏省某市一只YDZ-100型低温气瓶(介质:液氮)在使用过程中发生爆炸事故,当场死亡2人,直接经济损失达百万元。根据事故分析报告,该气瓶几乎存在以上列举的所有问题。
爆炸现场勘测情况:如图4-34所示,外筒上封头爆炸后飞出,外筒筒体炸为平板,断口基本沿焊缝和热影响区撕裂,压力表脱落,爆破片堵塞,未见排气阀和安全阀。内筒基本完好,仅上下封头局部变形,内筒体顶部中心接管断裂,增压盘管被拉直,出液管和增压管管口拉断。爆炸后的气瓶残骸上已无任何产品标识。

图4-34 低温气瓶发生爆炸事故现场
事故原因分析:该低温气瓶外筒体爆炸原因是因内筒体存在贯穿性缺陷,液氮泄漏到夹层中,在短时间内迅速汽化,导致夹层空间压力升高,当压力升高到一定程度时,致使低温气瓶外筒体发生爆炸。
(3)低温气瓶定期检验的必要性 国内制造和在用的低温气瓶数量越来越多,但其质量监督检验却没有得到同步发展。由于低温气瓶在结构制造、使用等诸多方面的特殊性,使许多压力容器以及气瓶的检验技术、方法、检测仪器仪表和装置设备等都无法进行低温气瓶的检验检测,从而造成低温气瓶有效检控手段严重不足,使在用的绝大多数低温气瓶早已超过规定的检验周期。多年来国内具有低温气瓶检验资质的单位一直处于空白,而全国低温气瓶拥有量已达75000只,为了安全、可靠、经济、合理地使用低温气瓶,开展定期检验就显得十分重要和必要了。
目前国际制订的低温容器定期检验标准很多,国际标准化组织和各工业发达国家都制订了相关标准并且自成体系,如ISO(国际标准化组织)标准、CGA(美国压缩气体协会)标准、EN标准(欧洲标准)等。EN标准中对低温容器定期检验做出了具体规定,但进行定期检验的工艺和操作等方面的资料很少。
2009年9月江苏省特种设备安全监督检验研究院(以下简称江苏省特检院)常州分院取得了国家质检总局颁发的《车载气瓶、低温气瓶定期检验资质》证书,同年成立“低温绝热设备产品质量监督检验中心”,并在当年对外开展批量低温气瓶定期检验工作。江苏省特检院常州分院根据我国低温气瓶的使用情况,创新制订了低温气瓶定期检验工序、检验评定标准、检验操作规程等,自行研发了适合低温气瓶定期检验的工艺设备和装置,并在实践中得到应用,收到很好的效果,填补国内空白,达到国内领先水平和国际水平。
3.低温气瓶使用情况
江苏省在用低温气瓶数量和年生产量均在全国处于领先地位,常州则是生产制造低温气瓶最多的城市之一,全国低温气瓶最大制造企业——查特深冷工程系统(常州)有限公司也落户在常州,该公司近几年低温气瓶平均年产量为7000只,90%销售在国内。全国部分省市低温气瓶拥有量见表4-34。国内从1990年开始使用进口低温气瓶,到现在全国生产低温气瓶的厂家共25家,生产的低温气瓶数量的95%都在国内使用,因此在用的低温气瓶量日益增多。由于低温气瓶的安全可靠、节能节材的优势被社会公认,故发展前景越来越好,一只公称容积为200L的低温气瓶可替代35只气瓶(按13.5MPa氧气瓶)使用,具体见表4-35和表4-36。
表4-34 全国部分省市低温气瓶拥有量 (单位:只)
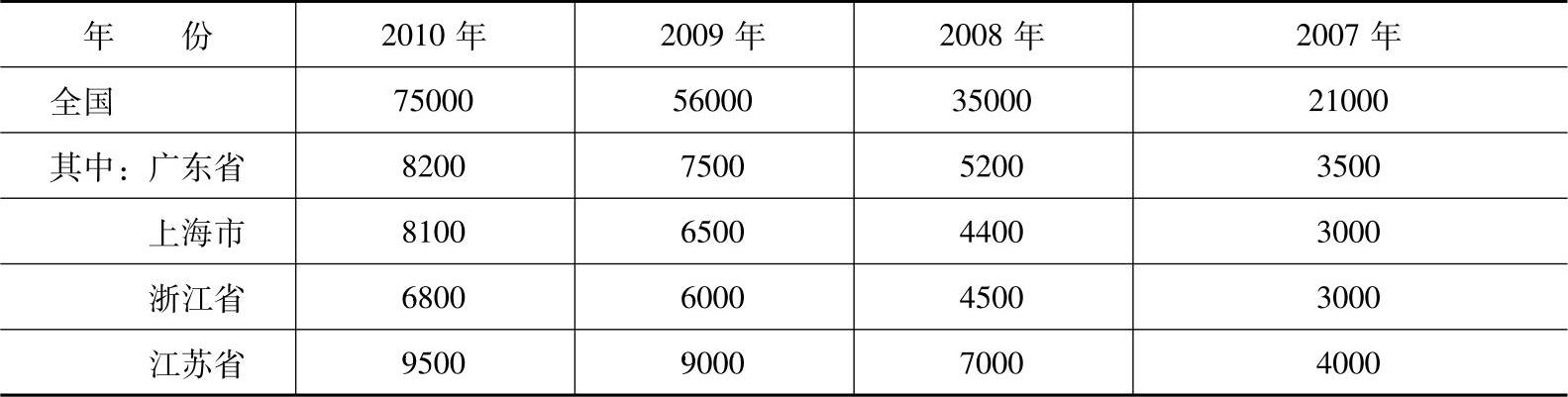
表4-35 低温气瓶与气瓶(无缝钢瓶)的性能价格比较
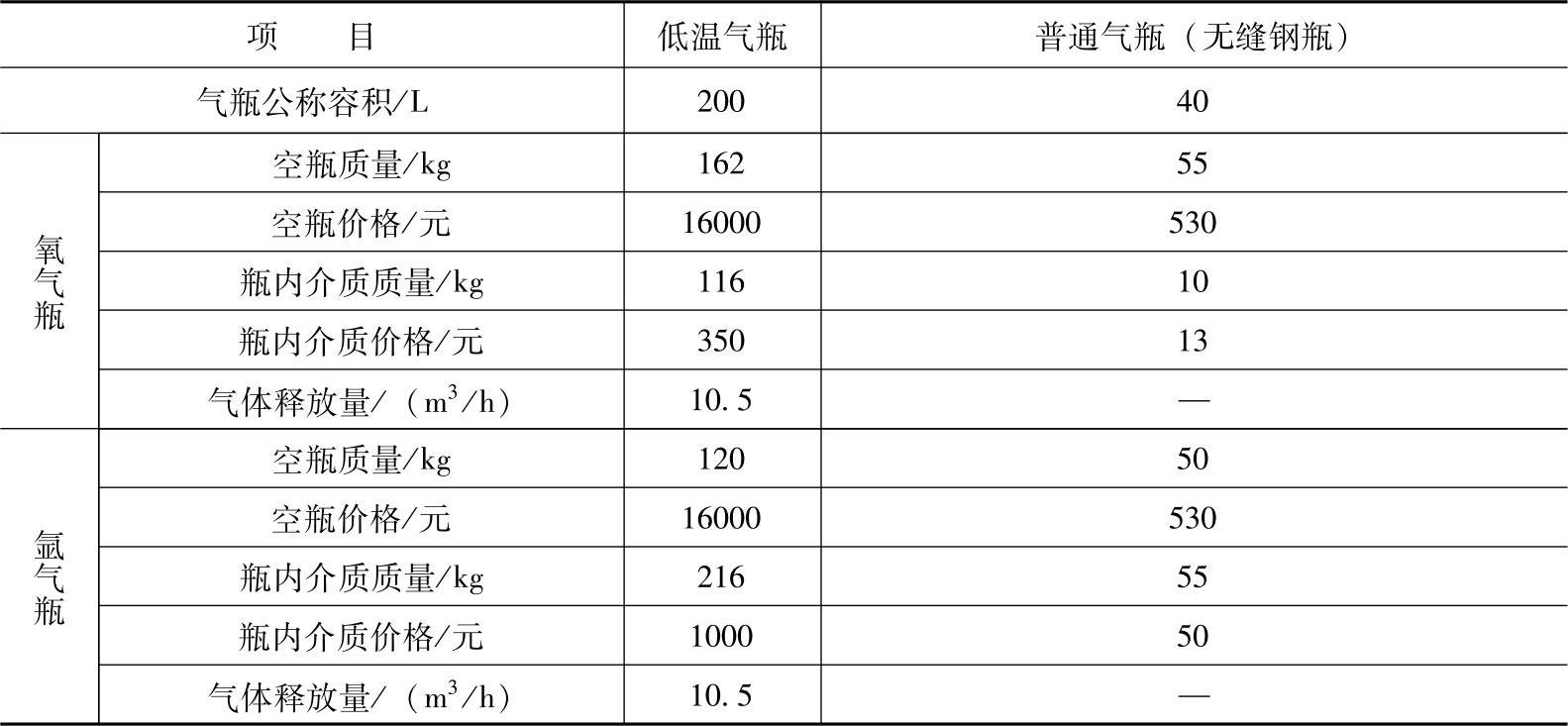
表4-36 低温气瓶与焊接气瓶的性能价格比较

《中国低温绝热压力容器行业市场深度调研及中期发展预测报告(2009~2012年度)》中指出:“改革开放30年来,中国低温绝热压力容器市场从无到有、从小到大、从总量快速扩张到结构明显升级,逐步形成了有中国特色的多样化、多层次的消费市场。低温绝热压力容器市场规模比改革初期扩大几十倍,其发展成就令世人瞩目。”2005~2012年我国低温绝热压力容器行业产品产量走势预测如图4-35所示。目前我国低温绝热压力容器产品中,低温气瓶占95%的数量。
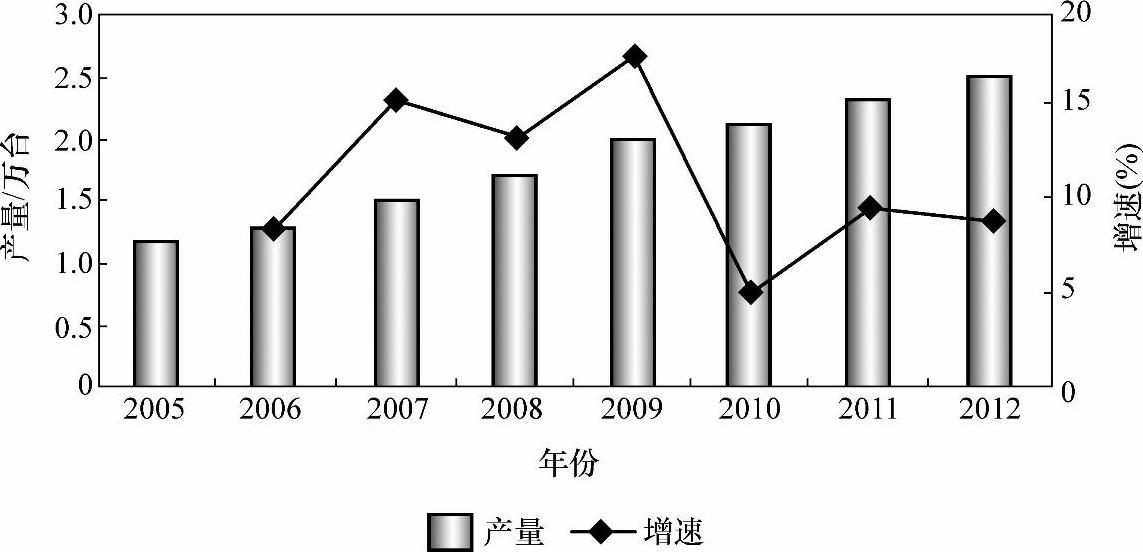
图4-35 2005~2012年我国低温绝热压力容器行业产品产量走势预测
有关特种设备管理与事故应急预案的文章

3)运输乙炔瓶的车、船和储存、使用乙炔瓶的场所,应符合公安和交通部门的规定。4)运输、储存和使用乙炔瓶时,应避免烘烤和曝晒,环境温度一般不超过40℃。⑥乙炔瓶储存时应保持直立位置,且应有防止倾倒的措施。乙炔减压器与乙炔瓶瓶阀的连接必须可靠,严禁在漏气状态下使用,否则会形成乙炔和空气的混合气体,有发生爆炸的危险。⑦在使用乙炔瓶的现场,乙炔瓶储存量不得超过5瓶。在乙炔回火防止器的适当部位应设有一定面积的......
2023-11-22

3)当瓶内温度、压力上升超过规定时,易熔塞熔化而泄压,以保护气瓶安全。③进、出气口可见的螺纹缺陷。气瓶的瓶帽主要用于保护瓶阀免受损伤。②气瓶防振圈的断面形状应符合图4-20的规定。⑤气瓶防振圈应储存在温度0~35℃和湿度不大于80%的库房内,距离热源1m以外,距地面......
2023-11-22

③制订事故应急处理措施,配备必要的防护用品。⑤采用车辆运输时,气瓶应妥善固定。⑨装有液化石油气的气瓶,严禁运输距离超过50km。③气瓶使用前应进行安全状况检查,对盛装气体进行确认,不符合安全技术要求的气瓶严禁入库和使用;使用时必须严格按照使用说明书的要求使用气瓶。⑤气瓶立放时,应采取防止倾倒的措施。⑩气瓶投入使用后,不得对瓶体进行挖补、焊接修理。......
2023-11-22

设计压力大于或等于12.3MPa的气瓶称为高压气瓶,应采用无缝结构。气瓶的主体材料必须采用镇静钢,高压气瓶必须采用合金钢或优质碳素钢。制造焊接气瓶的材料必须具有良好的焊接性。还有公称容积为400L、800L,盛装液氯0.5t、1t的焊接气瓶等。当气瓶受到撞击时,防振圈能吸收能量,减少振动,同时还有保护瓶体漆层标记的作用。2)焊接钢瓶的结构。......
2023-11-22

2)压力管道使用单位应当使用符合TSG D0001—2009要求的压力管道。新压力管道投入使用前,使用单位应当核对是否具有TSG D0001—2009要求的安装质量证明文件。⑦管道事故的抢救、报告、协助调查和善后处理。管道操作人员在作业中应当严格执行压力管道的操作规程和有关的安全规章制度。11)在用管道发生故障、异常情况,使用单位应当查明原因。......
2023-11-22

8.5.7 事故应急预案与异常情况、隐患和事故处理8.5.7.1 事故应急救援预案充装单位应当按照有关规定制定事故应急救援预案,并且每年至少组织一次事故应急演练并记录。......
2023-06-20
登记标志应当置于或者附着于该特种设备的显著位置。未经定期检验或者检验不合格的特种设备,不得继续使用。7)特种设备出现故障或者发生异常情况,使用单位应当对其进行全面检查,消除事故隐患后,方可重新投入使用。特种设备不符合能效指标的,特种设备使用单位应当采取相应措施进行整改。发现电梯存在严重事故隐患的,应当及时向特种设备安全监督管理部门报告。......
2023-11-22

5)除前款规定外,国务院特种设备安全监督管理部门可以对一般事故的其他情形做出补充规定。②较大事故逐级上报至省、自治区、直辖市人民政府安全生产监督管理部门和负有安全生产监督管理职责的有关部门。未造成人员伤亡的一般事故,县级人民政府也可以委托事故发生单位组织事故调查组进行调查。⑤提交事故调查报告。......
2023-11-22
相关推荐