不可将钢瓶内的气体全部用完,一定要保留0.05MPa以上的残留压力。H2应保留2MPa,以防重新充气时发生危险,不可用完用尽。充装一般气体的气瓶三年检验一次;如在使用中发现有严重腐蚀或严重损伤的,应提前进行检验。气瓶瓶体有缺陷、安全附件不全或已损坏,不能保证安全使用的,切不可再送去充装气体,应送交有关单位检查合格后方可使用。......
2023-10-28
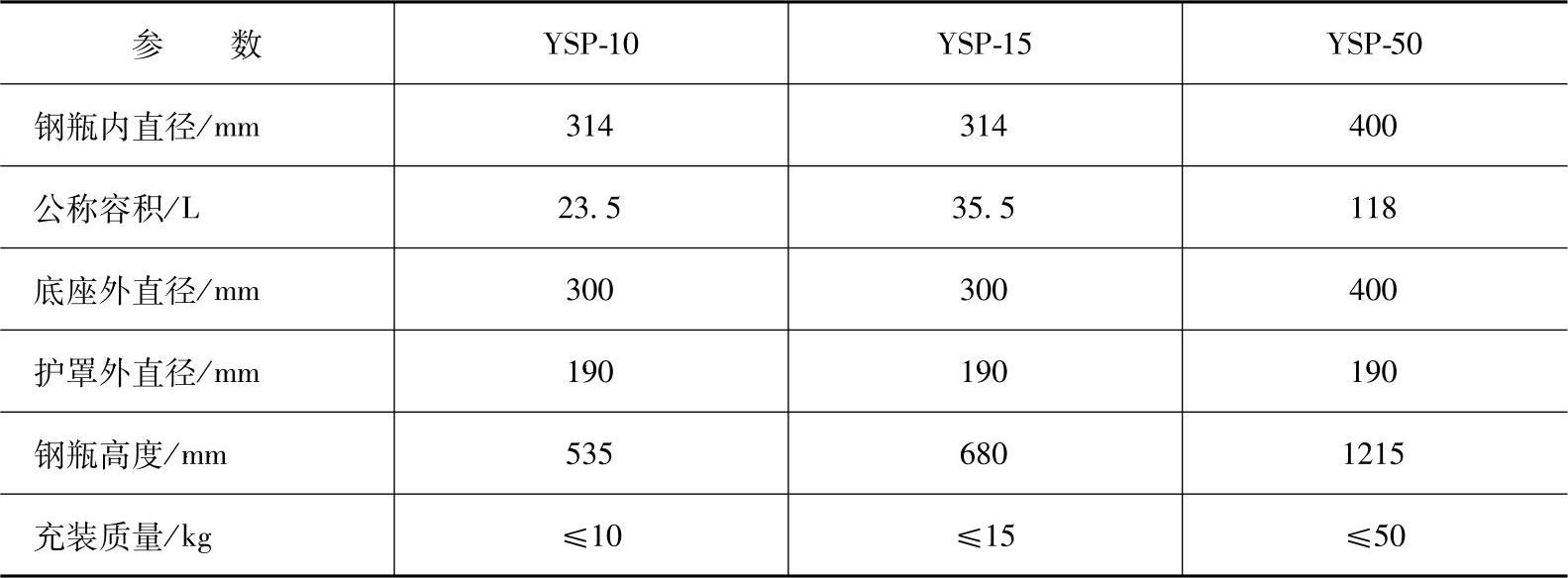
1.液化石油气钢瓶的主要规格
1)液化石油气钢瓶的主要规格见表4-21。
表4-21 液化石油气钢瓶规格
2)液化石油气钢瓶如图4-29所示。
3)筒体:液化石油气钢瓶的筒体由钢板卷焊而成时,钢瓶的轧制方向应和筒体的环向一致。

图4-29 液化石油气钢瓶
1—底座 2—下封头 3—上封头 4—瓶阀座 5—护罩 6—瓶阀 7—筒体
4)封头:液化石油气钢瓶的封头应用整块钢板制成。
5)拉伸试验:液化石油气钢瓶母材的拉伸试验根据GB/T 228.1—2010《金属材料拉伸试验 第1部分:室温试验方法》进行。实际抗拉强度σba不得低于母材标准规定值的下限,短试样的伸长率δ5值应符合相关规定的要求。
6)每只出厂的钢瓶均应有产品合格证,合格证的格式见表4-22。产品合格证所记入的内容应和制造厂保存的生产检验记录相符。
2.液化石油气钢瓶的定期检验
液化石油气钢瓶是钢焊接气瓶,它的定期检验与安全使用和钢质气瓶有相同之处。由于液化石油气钢瓶使用的特殊性,所以液化石油气钢瓶的主要特点(部分内容与要求和钢质无缝气瓶相同)如下。
表4-22 液化石油气钢瓶产品合格证
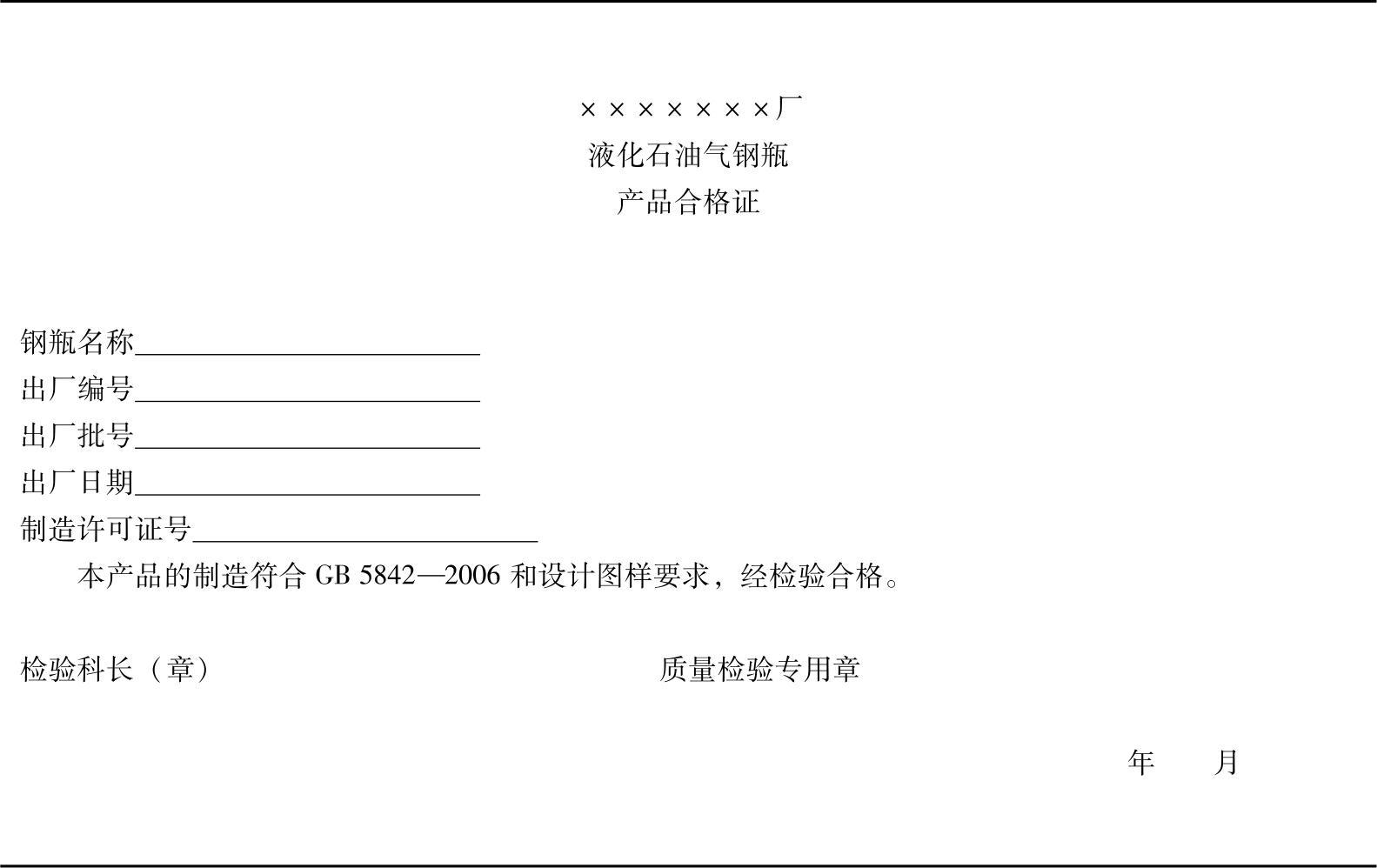
注:规格要统一,表心尺寸为150mm×100mm。
(1)检验周期与检验项目
1)对在用的YSP-5.0型、YSP-10型和YSP-15型钢瓶,自制造日期起,第一次至第三次检验的检验周期均为四年,第四次检验有效期为三年;对在用的YSP-50型钢瓶,每三年检验一次。
当钢瓶受到严重腐蚀、损伤以及其他可能影响安全使用的缺陷时,应提前进行检验。
库存或停用时间超过一个检验周期的钢瓶,启用前应进行检验。
2)钢瓶定期检验项目包括:外观检查、壁厚测定、容积测定、水压试验或残余变形率测定、瓶阀检验、气密性试验。
(2)外观初检与评定 逐只目测检查(需要专用工具)易于发现和评定的外观缺陷,凡属下列情况之一的受检瓶,按报废处理。
1)无任何制造标志的钢瓶。
2)有纵向焊缝或螺旋焊缝的钢瓶。
3)耳片、护罩脱落或其焊缝断裂以及主焊缝出现裂纹的钢瓶。
4)因底座脱落、变形、腐蚀、破裂、磨损以及其他缺陷影响直立的钢瓶。
5)底座支撑面与瓶底中心的间距小于表4-23规定尺寸的钢瓶。
表4-23 底座支撑面与瓶底中心的间距 (单位:mm)

6)局部或全面遭受火焰或电弧(制造焊缝除外)烧伤的钢瓶。
7)磕伤、划伤或凹坑深度大于规定或腐蚀部位深度大于规定的钢瓶。
8)主焊缝上及其两边各50mm范围内凹陷深度在6mm以上或其他部位凹陷深度大于规定的钢瓶。
9)瓶体倾斜、变形或封头直边存在纵向皱褶深度大于钢瓶外径0.25%的钢瓶。
(3)残液残气回收与蒸汽吹扫
1)在保证不泄漏、不污染环境、不影响操作人员健康的前提下,采取适当密闭方法逐只回收瓶内残液和残气。
2)外观初检报废的钢瓶也必须逐只回收瓶内残液和残气,并按规定要求进行蒸汽吹扫。
3)确认瓶内压力与大气压力一致时,将瓶阀卸掉并作上记号以备装回原钢瓶。在卸瓶阀时,一般不应卸掉可拆式护罩,如果需要拆卸,则必须做上记号以备装回原瓶。
4)将钢瓶倒置于蒸汽吹扫装置上,利用蒸汽吹扫瓶内残气和残留物。蒸汽压力和吹扫时间按工艺参数确定,一般情况下,蒸汽压力应大于等于0.2MPa,吹扫时间应大于等于3min。
5)用可燃气体检测器测定瓶内吹扫后的残气含量,凡含量高于0.4%(体积分数)的钢瓶必须重新进行蒸汽吹扫。
(4)外观
1)瓶体上不允许有裂纹、明火烧伤、电弧损伤和肉眼可见的容积变形等缺陷。
2)同一截面最大最小直径差不大于0.01Di(钢瓶内直径)。
3)瓶体磕伤、划伤、凹坑处的剩余壁厚小于设计壁厚90%的钢瓶应报废。
4)瓶体凹陷深度超过10mm或大于凹陷短径的1/10的钢瓶应报废。(www.chuimin.cn)
5)深度小于6mm的凹陷内,其磕伤或划伤深度大于0.4mm以及深度大于或等于6mm的凹陷内存在磕伤或划伤缺陷的钢瓶应报废。
6)瓶体上孤立的点腐蚀处的剩余壁厚小于设计壁厚2/3的钢瓶应报废。
7)瓶体线腐蚀或面腐蚀处的剩余壁厚小于设计壁厚90%的钢瓶应判废。
(5)重新涂敷
1)经检验合格的检后瓶,应清除其表面上的灰尘、油污、锈蚀物以及制造时留下的氧化皮和焊接飞溅物等杂质,并在干燥的状态下进行涂敷。
2)除执行GB 7144—1999《气瓶颜色标志》和CJ/T 34—2002《液化石油气钢瓶涂覆规定》的规定外,还必须按下列规定进行涂敷。
①“液化石油气”红色字样采用高度为60~80mm的仿宋体。
②涂层应均匀喷涂两层,不得出现气泡、流痕、龟裂或剥落等缺陷。
③在涂敷钢瓶漆色的同时,必须在滚压或打印检验标志的部位喷涂检验色标。使用检验环时,应喷涂在护罩上。
(6)钢瓶检验记录与报废处理
1)钢瓶检验员必须将钢瓶检验结果逐项填入《液化石油气钢瓶定期检验记录》,并填写检验报告交产权单位存档。
2)报废气瓶由检验单位负责销毁,销毁方式为压扁或锯切,且按《气瓶安全监察规程》的规定填写《气瓶判废通知书》,并通知气瓶产权单位。
3.液化石油气瓶阀的使用技术要求
由于液化石油气属易燃易爆气体,所以液化石油气瓶阀必须具有一些特殊性能,才能确保液化石油气瓶安全、可靠使用。液化石油气瓶阀通用技术条件(部分内容与要求和钢质无缝气瓶瓶阀相同)如下。
(1)阀的型号编制
1)液化石油气瓶阀用汉语拼音缩写字母“YSF”表示。
2)瓶阀的结构型式用阿拉伯数字表示。
3)如果采用PZ 19.2锥螺纹,则用“A”表示。
例如:

(2)基本联接尺寸
1)阀门升程应大于公称直径的1/4。
2)瓶阀的基本尺寸应符合表4-24的规定。
表4-24 液化石油气瓶阀联接尺寸 (单位:mm)

3)瓶阀的进气口螺纹为PZ27.8和PZ19.2,其牙型和尺寸应符合GB 8335—1998的规定。
4)瓶阀与调压器联接部分的尺寸按图4-30的规定,其加工精度应符合GB/T197—2003《普通螺纹 公差》的规定。
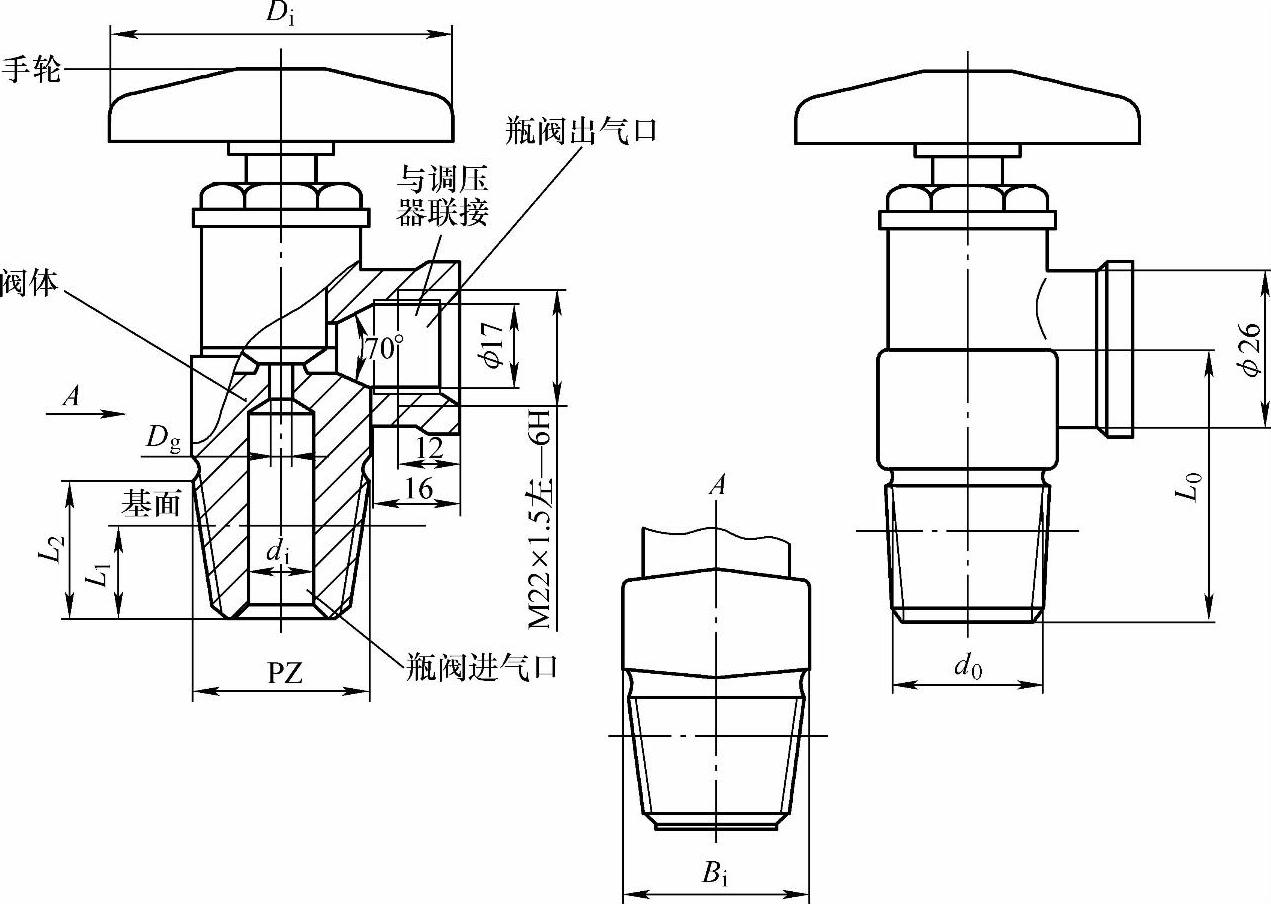
图4-30 液化石油气瓶阀的基本尺寸
(3)性能要求
1)挤压锻坯的原材料力学性能应符合表4-25的规定。
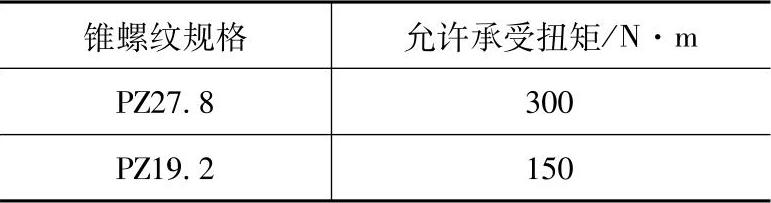
2)阀体装于瓶上的允许承受扭矩应符合表4-26的规定。
表4-25 挤压锻坯的原材料力学性能

表4-26 阀体装于瓶上的允许承受扭矩
(4)检验规则
1)材料与零部件进厂时必须具有质量合格证书或质量保证单,同时应对阀体材料进行复验,对零部件进行抽查。
2)对阀体锻坯的力学性能要进行随机抽样检验,每3万只坯料检验1次,但至少每月1次,每次不少于3件。若有不合格,则加倍抽验;若仍不合格,则该批坯料为不合格品。
3)出厂检验。产品出厂前逐只检验有关项目。
4)型式检验。有下列情况之一时,必须进行型式检验:①设计、工艺、材料等有重大改变时。②停产半年,恢复生产时。③连续生产30万只后。④型式检验的内容应符合表4-27的规定。⑤型式检验抽验数与方法。型式检验试件应从出厂检验合格的产品中抽取,样品数为5000只,抽检数为5只,其中如有1个瓶阀不符合标准某一项的要求,则加倍抽取试件重新进行试验;如仍不合格,则该批产品为不合格品。
表4-27 瓶阀的型式检验内容

有关特种设备管理与事故应急预案的文章

不可将钢瓶内的气体全部用完,一定要保留0.05MPa以上的残留压力。H2应保留2MPa,以防重新充气时发生危险,不可用完用尽。充装一般气体的气瓶三年检验一次;如在使用中发现有严重腐蚀或严重损伤的,应提前进行检验。气瓶瓶体有缺陷、安全附件不全或已损坏,不能保证安全使用的,切不可再送去充装气体,应送交有关单位检查合格后方可使用。......
2023-10-28

命令方式就是在Modelsim的操作中用命令来实现,输入命令的窗口就在Modelsim界面下方的“Transcript”窗口中,如图5.39所示。例5.11 退出仿真命令退出仿真命令执行后,可以通过“vsim”命令重新启动仿真。......
2023-06-26

档案管理,不仅在于“存”与“管”,而且更在于“用”。我们可以根据工作需要,随时使用档案,使其发挥效用。管好、用好档案,对于解决学校教师诸如评模、评职、调资、民师转正等工作中出现的矛盾和问题更有着非常大的作用。同志们,为了巩固“普九”成果,尽快使学校管理走向系统化、规范化、科学化,让我们不断实践,积极探讨,把学校档案建好、管好、用好,使其发挥最大作用。......
2023-08-07

与旧版本比较,PowerPoint 2010新增的Smart Art图形使用了80余套图形模板,以图形展示文本信息,可以设计出各式各样的专业图形。......
2023-11-20
图8.3-9 软机床操作面板的显示2组7:进给保持,可通过显示页上的选项选择,见图8.3-9。软机床操作面板的操作组1~7可通过CNC参数PRM7200的设定,选择使用或不使用。MDI面板上的手动操作按键功能只有在软机床操作面板功能生效时才能使用。2)按软功能扩展键、显示软功能键〖操作〗,按该键后LCD将显示软机床操作面板显示页面。......
2023-06-25

在PCIe设备初始化时该参数为0,之后PCIe设备每发送一个FC Unit,该值将加1。此后每收到UpdateFC报文时,Current节点将此参数与UpdateFC报文中的Credit比较,如果结果不等,则使用UpdateFC报文中的Credit对此参数重新赋值。如果Upstream节点没有足够的Credit时,则不能向对端设备发送这个TLP。Current节点使用UpdateFC DLLP将CA传递给Upstream节点,之后Upstream节点使用该值更新CL参数。Current节点可以设置一个逻辑检查部件,检查来自Upstream节点的TLP报文是否会造成CA的溢出。......
2023-10-20
弧焊整流器、弧焊逆变器的安装 安装前必须检查绝缘情况,在高压检查前用导线将整流器或硅整流元件、功率管组短路,以防止其被过电压击穿。动力线和焊接电缆的导线断面和长度要合适。使用和维护常识1)使用前必须按说明书或国家标准对弧焊电源进行检查,尽可能了解其基本原理,掌握使用知识。......
2023-06-25
相关推荐