K1样品抽样规则K1.1气瓶样品抽样基数与样品数量K1.1.1 首次制造的型式试验持有相应品种气瓶特种设备许可证或者行政许可受理决定书的制造单位进行首次型式试验时,其抽样基数见表K-1。K1.2气瓶阀门样品抽样基数和样品数量气瓶阀门进行型式试验时,抽样基数为1000只。超过保存期的样品,型式试验机构应当通知制造单位取回样品,制造单位在规定期限内不取回样品又未提出处理意见的,由试验机构按照本规程K2.3的规定进行处理。......
2023-06-20
1.对新购置气瓶的检查
1)对新购置的气瓶在彻底清理后,应进行容积和重量测定。
2)按要求检查气瓶肩部的钢印标记,如图4-5所示,钢印必须明显、清晰,字体高度为7~10mm,深度为0.3~0.5mm。降压或报废的气瓶,除在检验单位的后面打上降压或报废标志外,还应在气瓶制造厂打的工作压力标记之前打上降压或报废标志。
3)气瓶必须附有质量合格证。
2.气瓶附件的安全要求
1)瓶阀材料必须根据气瓶所装气体的性质选用,特别要防止将可燃气体瓶与非可燃气体瓶的瓶阀相互错装。
2)瓶阀应有防护装置,如果气瓶要配戴瓶帽,那么瓶帽上必须有泄气孔。
3)气瓶上应配戴两个防振圈。
4)氧气瓶(包括强氧化剂气瓶)的瓶阀密封填料必须采用不燃烧和无油脂的材料。
3.气瓶的漆色要求
1)各种气瓶必须按照表4-4的规定漆色、标注气体名称或色环。气瓶不论盛装何种气体,一律在其肩部刻钢印的位置上涂上清漆,如图4-6所示。字样一律采用仿宋体,书写在气瓶肩部下1/3高度处,字体高度为80mm,色环宽度一般为40mm。
2)气瓶漆色后,不得任意涂改或增添其他图案或标记。
3)气瓶上的漆色必须保持完好,如有脱落应及时补漆。
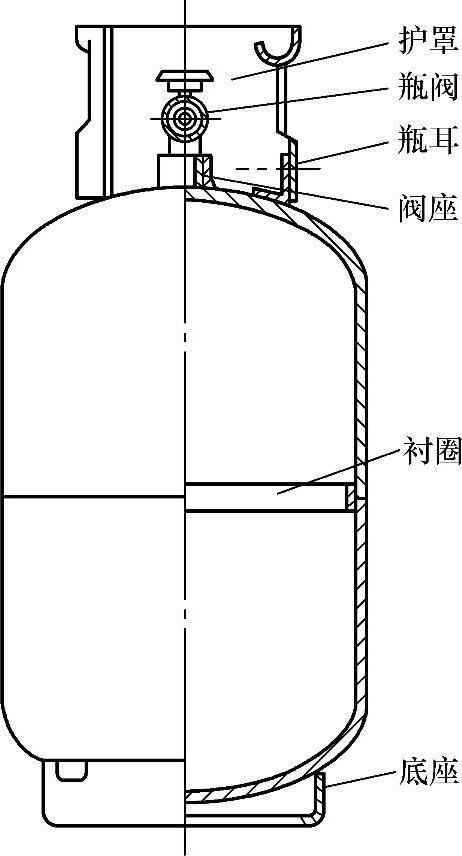
图4-4 液化石油气钢瓶结构示意图(焊接气瓶)
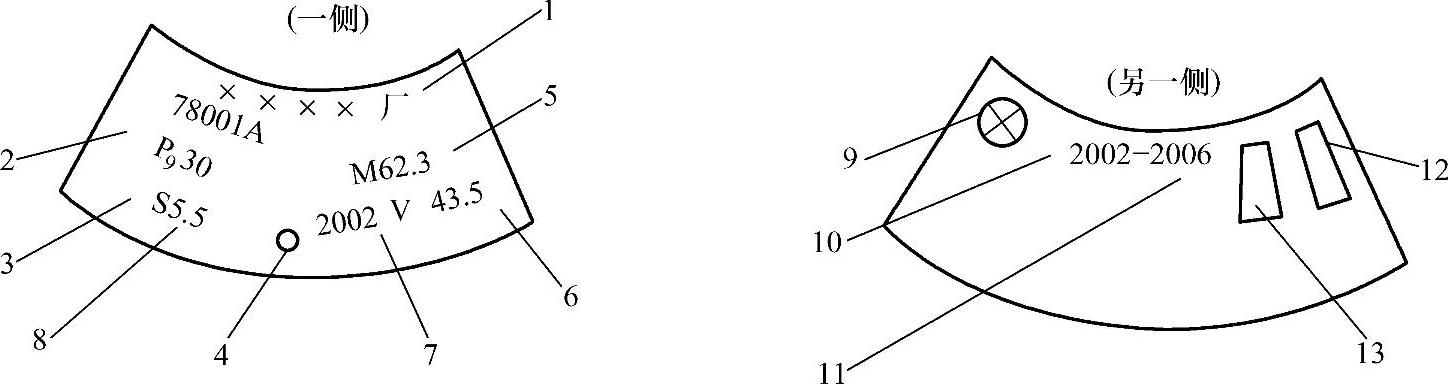
图4-5 气瓶钢印标记的顺序和位置
1—气瓶制造厂名称 2—气瓶编号 3—气瓶的工作压力 4—制造厂检验标记 5—气瓶实际重量 6—气瓶实际容积 7—制造日期 8—不包括腐蚀裕度在内的筒体壁厚 9—检验单位代号 10—检验日期 11—下次检验日期 12—报废钢印的打法 13—降压钢印的打法
表4-4 常用气瓶漆色

(续)
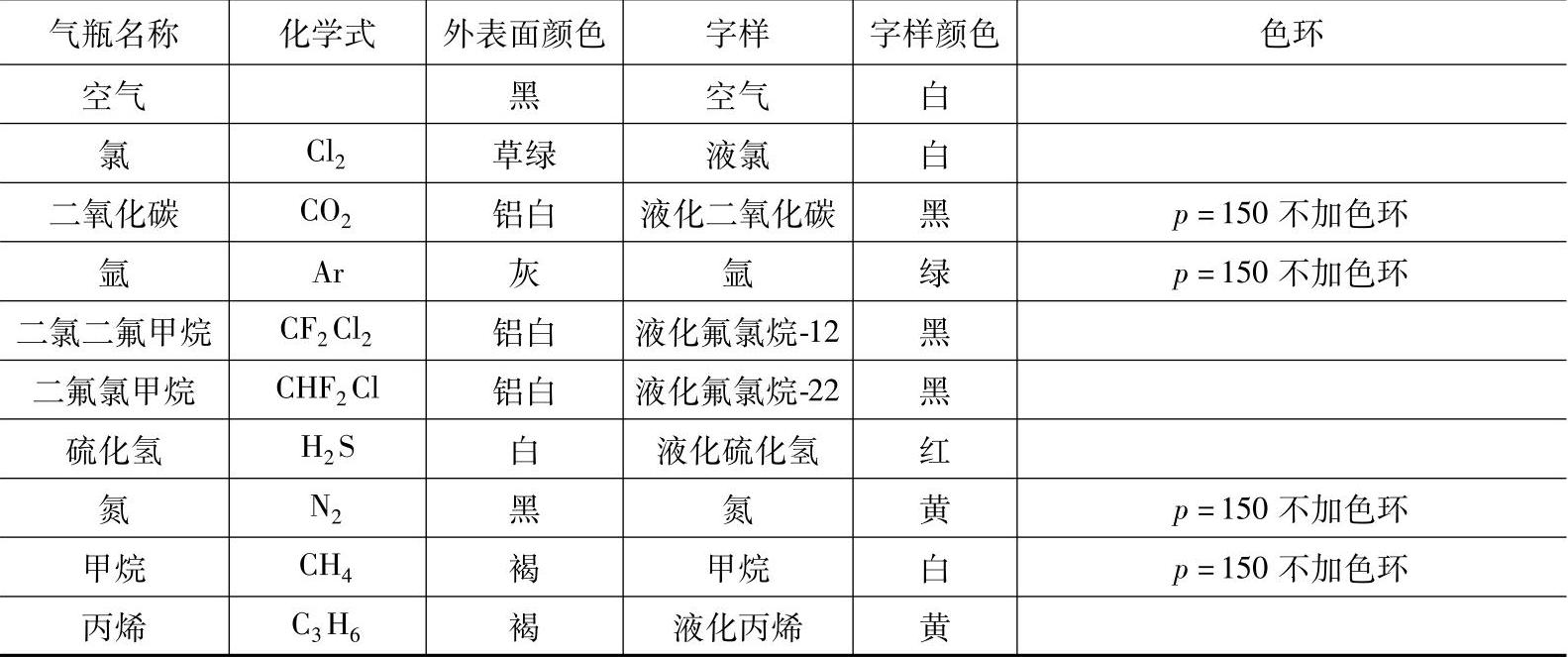
注:p为设计压力,单位N/cm2。
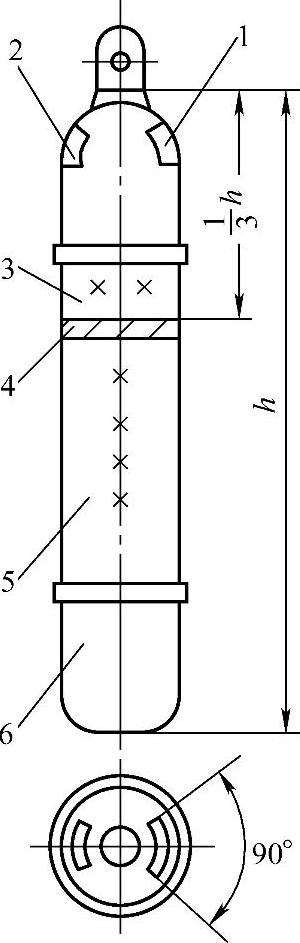
图4-6 气瓶的漆色、标志示意图
1—检验钢印(涂清漆) 2—制造钢印(涂清漆) 3—气体名称 4—色环 5—所属单位名称 6—整体漆色(包括瓶帽)
4.气瓶使用登记管理的规定
加强气瓶使用登记管理,规范使用登记行为的具体规定如下。
1)本规定适用于正常环境温度(-40~60℃)下使用的、公称工作压力大于等于0.2MPa(表压),并且压力与容积的乘积大于等于1.0MPa·L的盛装气体、液化气体和标准沸点等于或低于60℃的液体的气瓶(不含灭火用气瓶、呼吸器用气瓶、非重复充装气瓶等)。
2)气瓶充装单位、车用气瓶产权单位或者个人(以下统称使用单位)应当按照规定办理气瓶使用登记,领取《气瓶使用登记证》。
3)《气瓶使用登记证》在气瓶定期检验合格期内有效。
4)直辖市或者设区的市级质监部门(以下统称登记机关)负责办理本行政区域内气瓶的使用登记工作。
5)气瓶按批量或逐只办理使用登记。批量办理使用登记的气瓶数量由登记机关确定。
6)办理使用登记的气瓶必须是取得充装许可证的充装单位的自有气瓶或者经省级质监部门批准的其他在用气瓶。
7)使用单位办理使用登记时,应当向登记机关提交以下文件:①气瓶使用登记表。②气瓶产品质量证明书或者合格证(复印件)。③气瓶产品安全质量监督检验证明书(复印件)。④气瓶产权证明和检验合格证明。⑤气瓶使用单位代码。
8)登记机关接到使用单位提交的文件后,应当按照以下规定及时审核、办理使用登记:①当场或者在5个工作日内向使用单位出具文件受理凭证。②对允许登记的气瓶,按照《气瓶使用登记代码和使用登记证编号规定》编写气瓶使用登记代码和使用登记证编号。③自文件受理之日起15个工作日内完成审查登记、办理使用登记证。一次登记数量较大的,登记机关可以到使用单位现场办理登记,在30个工作日内完成审查发证手续。④使用单位按照通知时间持文件受理凭证领取使用登记证或者不予受理决定书。登记机关发证时应当返回使用单位提交的文件和一份由登记机关盖章的《气瓶使用登记表》。⑤使用单位应当建立气瓶安全技术档案,将使用登记证、登记文件妥善保存,并将有关资料输入计算机。⑥使用单位应当在每只气瓶的明显部位标注气瓶使用登记代码永久性标记。
9)登记机关对有下列情况的气瓶不予登记:
①无制造许可证单位制造的气瓶。
②擅自变更使用条件或者进行过违规修理、改造的气瓶。(www.chuimin.cn)
③超过规定使用年限的气瓶。
④无法确定产权关系的气瓶。
⑤超过定期检验周期或者经检验不合格的气瓶。
⑥其他不符合有关安全技术规范或国家标准规定的气瓶。
10)登记机关应当对气瓶使用登记实施年度监督检查,并且及时更新气瓶使用登记数据库。
11)气瓶需要过户时,气瓶原使用单位应当持《气瓶使用登记证》、“气瓶使用登记表”、有效期内的定期检验报告和接受单位同意接受的证明,到原登记机关办理使用登记注销手续。
原登记机关应当在“气瓶使用登记表”上做注销标记,并且向气瓶原使用单位签发《气瓶过户证明》。
气瓶原使用单位应当将《气瓶过户证明》、标有注销标记的“气瓶使用登记表”、历次定期检验报告以及登记文件全部移交给气瓶新使用单位。
气瓶过户时,其使用登记代码永久标记不得更改,但应当在气瓶原标记前标注“CH+气瓶新使用单位代码”字样。
12)对于定期检验不合格的气瓶,气瓶检验机构应当书面告知气瓶使用单位和登记机关。登记机关收到报告后,应当注销其气瓶使用登记。
13)气瓶报废时,使用单位应当持《气瓶使用登记证》和“气瓶使用登记表”到登记机关办理报废、使用登记注销手续。
5.气瓶的钢印标记及其他
气瓶的钢印标记和检验色标具体规定如下。
1)气瓶的钢印标记包括制造钢印标记和检验钢印标记。
2)气瓶的钢印标记应符合下列规定:①钢印标记打在瓶肩上时,其位置如图4-7所示;打在护罩上时,如图4-8所示。②钢印标记的项目和排列如图4-9所示。③制造钢印标记也可在瓶肩部沿圆周线排列。各项目的排列,应以图4-10中的指引号为顺序。④检验钢印标记也可打在检验标记环上,排列如图4-11、图4-12所示。
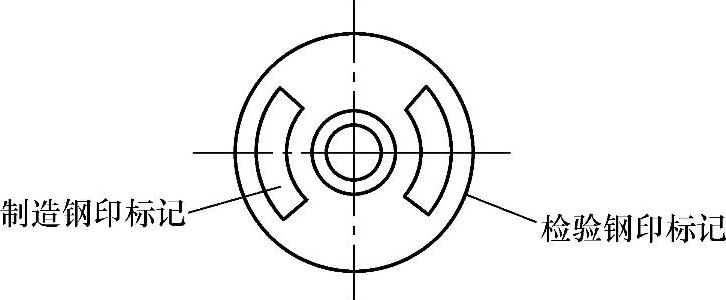
图4-7 钢印标记打在瓶肩上的示意图

图4-8 钢印标记打在护罩上的示意图
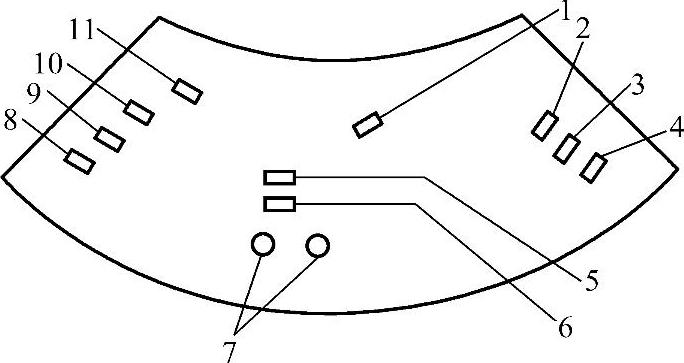
图4-9 制造钢印标记项目和排列示意图
1—监督检验标记 2—气体化学分子式 3—气瓶编号 4—钢瓶水压试验压力(MPa) 5—筒体设计壁厚(mm) 6—钢瓶质量(kg) 7—制造厂检验标记 8—制造厂代号 9—制造年、月 10—钢瓶实际容积(L) 11—在基准温度15℃时的限定压力(MPa) (12—气瓶皮重(kg), 13—钢瓶内填料的孔隙率(%)为可选项)
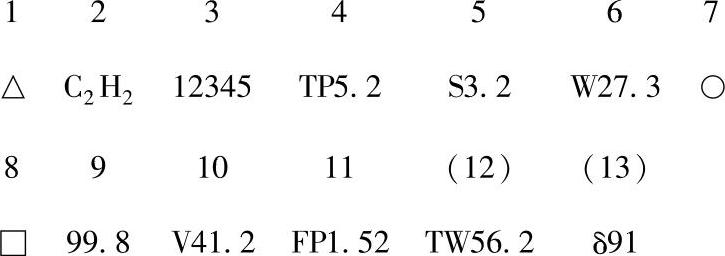
图4-10 制造钢印标记排列顺序号示意
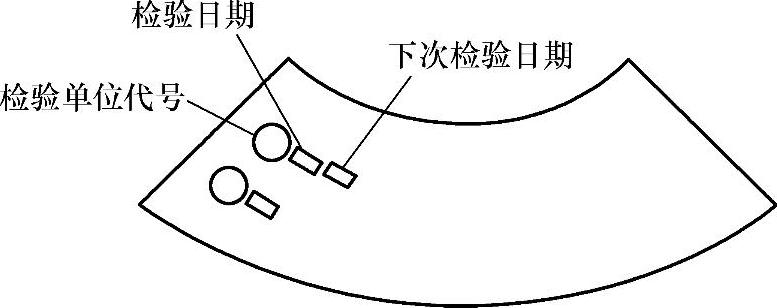
图4-11 检验钢印标记排列示意图
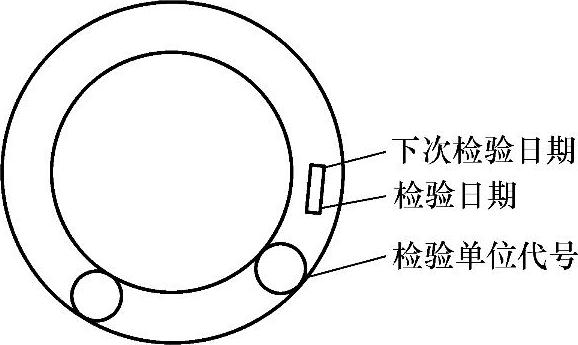
图4-12 检验钢印标记打在检验标记环上示意图
3)钢印字体高度为10~15mm,深度为0.3~0.5mm。
4)气瓶的钢印标记是识别气瓶的依据。钢印标记必须准确、清晰、完整,以永久标记的形式打印在瓶肩或不可卸附件上。应尽量采用机械方法打印钢印标记。钢印的位置和内容应符合《气瓶的钢印标记和检验色标》的规定。纤维缠绕气瓶、低温绝热气瓶和高强度钢气瓶的制造钢印标记按相应国家标准的规定。特殊原因不能在规定位置上打钢印的,必须按锅炉压力容器安全监察局核准的方法和内容进行标注。
5)气瓶制造企业的代号和气瓶注册商标必须在制造许可证批准机构备案。
6)气瓶外表面的颜色、字样和色环,必须符合GB 7144—1999《气瓶颜色标志》的规定,并在瓶体上以明显字样注明产权单位和充装单位。盛装未列入国家标准规定的气体和混合气体的气瓶,其外表面的颜色、字样和色环均须符合锅炉压力容器安全监察局核准的方案。
7)气瓶的充装单位对自有气瓶和托管气瓶的安全使用以及按期检验负责,并应建立气瓶档案。气瓶档案包括:合格证、产品质量证明书、气瓶检验记录等。气瓶的档案应保存到气瓶报废为止。
①气瓶充装单位应按规定向所在地地市级以上(含地市级)质监部门锅炉压力容器安全监察机构报告自有气瓶和托管气瓶的种类和数量。
②气瓶必须专用。只允许充装与钢印标记一致的介质,不得改装使用。
8)进口气瓶的安全性能应依据强制性国家标准进行检验,其中涉及气瓶安全质量的关键项目,如环境温度、水压试验压力、瓶体力学性能、无损检测、水压爆破试验和各项型式试验等,均不得低于相应国家标准的规定。
进口气瓶检验合格后,由检验单位逐只打检验钢印,涂检验色标。气瓶表面的颜色、字样和色环应符合国家标准GB 7144—1999《气瓶颜色标志》的规定。
有关特种设备管理与事故应急预案的文章

K1样品抽样规则K1.1气瓶样品抽样基数与样品数量K1.1.1 首次制造的型式试验持有相应品种气瓶特种设备许可证或者行政许可受理决定书的制造单位进行首次型式试验时,其抽样基数见表K-1。K1.2气瓶阀门样品抽样基数和样品数量气瓶阀门进行型式试验时,抽样基数为1000只。超过保存期的样品,型式试验机构应当通知制造单位取回样品,制造单位在规定期限内不取回样品又未提出处理意见的,由试验机构按照本规程K2.3的规定进行处理。......
2023-06-20
3.8.2 无缝气瓶的瓶体结构无缝气瓶的瓶体结构型式和尺寸应当符合以下要求:凸形底与筒体的连接部位圆滑过渡,其厚度不得小于筒体设计厚度值;凹形底的环壳与筒体之间有过渡段,过渡段与筒体的连接圆滑过渡;开孔处于凸形端部的中心线上。......
2023-06-20
气瓶的批量应当符合以下规定:大容积钢质无缝气瓶、大容积钢质焊接气瓶和大容积不锈钢焊接气瓶,50只为一批;正火处理的钢质无缝气瓶和溶解乙炔气瓶,500只为一批;燃气钢瓶,2000只或者同一条生产流水线一个生产班次的产量为一批;非重复充装焊接钢瓶,以同一条生产流水线一个生产班次的产量为一批;其他气瓶,200只气瓶为一批。......
2023-06-20

(1)制造钢质气瓶的材料,应当是电炉或者氧气转炉冶炼的无时效镇静钢;(2)钢质无缝气瓶的材料,应当选用含碳量不大于 0.38%的优质碳锰钢、铬钼钢,其硫、磷含量应当分别不大于 0.010%和 0.015%,硫、磷总含量不大于0.020%;(3)钢质焊接气瓶用钢板,应当具有良好的压延加工和焊接性能,其含碳量不大于 0.20%,并且碳当量不大于 0.50%;硫、磷含量应当分别不大于 0.020%和0.......
2023-06-20

设计压力大于或等于12.3MPa的气瓶称为高压气瓶,应采用无缝结构。气瓶的主体材料必须采用镇静钢,高压气瓶必须采用合金钢或优质碳素钢。制造焊接气瓶的材料必须具有良好的焊接性。还有公称容积为400L、800L,盛装液氯0.5t、1t的焊接气瓶等。当气瓶受到撞击时,防振圈能吸收能量,减少振动,同时还有保护瓶体漆层标记的作用。2)焊接钢瓶的结构。......
2023-11-22

注L-2:无缝气瓶和缠绕气瓶为枪击试验,焊接气瓶为爆炸冲击试验。L2气瓶阀门型式试验项目表L-2气瓶阀门型式试验项目表L-2(续)注L-10:分类中的PF1-1专项指“工业气体用瓶阀”;PF1-2专项指“燃气瓶阀”;PF1-3专项指“消防灭火用瓶阀”;PF2-1专项指“车用气瓶阀”;PF2-2专项指“绝热气瓶用瓶阀”;PF2-3专项指“非重复充装用瓶阀”;PF2-4专项指“呼吸器用瓶阀”。......
2023-06-20
附录n气瓶型式试验证书编号方法和说明n1气瓶型式试验证书编号n2编号说明n2.1“TSX”特种设备型式试验标志。n2.2设备基本代码按照《特种设备目录》规定。n2.4型式试验机构代码核准型式试验机构的市场监管部门公布的特种设备型式试验机构核准编号的流水编号,用3位阿拉伯数字表示。......
2023-06-20
相关推荐