指由于安全阀、压力表不齐全、损坏或装设错误,操作人员擅离岗位或没有执行监视责任,关闭或关小出汽通道,无承压能力的生活锅炉改作承压蒸汽锅炉等原因,致使锅炉主要承压部件筒体、封头、管板、炉胆等承受的压力超过其承载能力而造成的锅炉爆炸。锅炉严重缺水时,锅炉的锅筒、封头、管板、炉胆等直接受火焰加热的主要承压部件得不到正常冷却,金属温度急剧上升甚至被烧红。......
2023-11-22
定期对锅炉设备开展维修、检查,是确保锅炉安全运行的最可靠的措施,同时可大大延长锅炉的使用寿命,提高企业经济效益。
1.锅炉检修计划的编制
(1)锅炉检修间隔期 锅炉检修一般只分大修与项修,它们的检修间隔期随各种锅炉累计运行时间及其他因素而定。
1)大修间隔期内锅炉累计运行时间为10000~15000h,一般锅炉按每年运行7000h计,故大修间隔期为1年半到2年。
2)项修间隔期内锅炉累计运行时间为2500~4000h,锅炉每年进行1~2次。
(2)计划编制要求
1)年度检修计划编制内容主要包括:①锅炉房各台设备的大修、项修具体日期。②检修费用。③大修中重大检修及有关改造项目。④主要设备的备件、材料的订货规格、要求。⑤各台设备大修、项修项目负责人,检修用劳动力、工种,主要施工机具的协调平衡。
2)大修计划编制内容主要包括:①检修日期、期限。②检修项目及其施工进度的详细要求。③所需备品配件、材料和施工机具。④施工用劳动力及工种配备。⑤检修所需分项费用与总费用。
3)项修计划的内容比大修计划简单,主要有:检修日期,检查及修理项目,材料、备品配件,需要劳动力及工种配合和检修费用等。
4)检修计划编制应考虑的情况:①锅炉缺陷记录、锅炉检(修)验记录所记载的锅炉受压元件存在的问题。②上次大修以来的检修记录中,有关在项修中发现、但未检修而保留下来的缺陷。③根据经验估算出因腐蚀或磨损而形成的设备缺陷。④检修队伍的技术力量。
2.锅炉的检修验收
(1)中间部件验收 在锅炉的检修过程中,一般每检修完一个主要部件或构件后,立即会同有关人员共同检查验收;对于隐蔽工程,则在中间验收后作记录。
(2)冷态下预验收 锅炉检修后在冷态下预验收,一般要进行水压试验、烟风系统严密性试验和机械单机试车等项目。
1)水压试验。锅炉大修后应进行水压试验,试验时水压应缓慢地升降,当水压上升到工作压力时,应暂停升压,检查有无漏水或异常现象,然后再升高到试验压力。焊接的锅炉应在试验压力下保持5min,铆接的锅炉应在试验压力下保持20min,然后降到工作压力进行检查。检查期间压力应保持不变。
水压试验应在周围气温高于5℃条件下进行的,低于5℃时必须有防冻措施。试验用水的温度应保持高于周围露点的温度,以防锅炉表面结露;试验用水温度也不宜过高,以防止引起汽化。
为防止用合金钢制造的受压元件在水压试验时造成脆性破裂,水压试验的水温应高于该钢种的脆性转变温度。
水压试验前应对锅炉内外部进行检验,必要时还应作强度核算,不得用水压试验的方法确定锅炉的工作压力。锅炉水压试验的压力应符合表2-1的规定。
表2-1锅炉水压试验所用压力
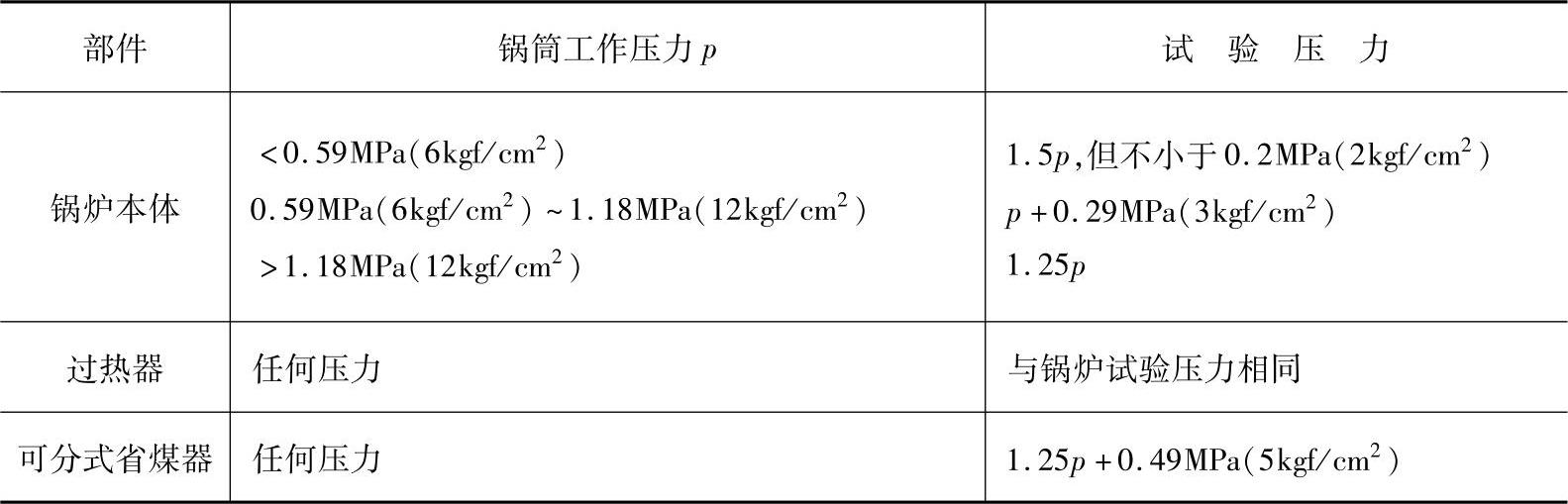
水压试验时,应力不得超过元件材料在试验温度下屈服强度的90%。(www.chuimin.cn)
锅炉水压试验的结果符合下列条件时,即可认为合格。
①受压元件的金属壁和焊缝上无水珠和水雾。
②铆缝和胀口处在水压降到工作压力后不漏水。
③水压试验后,用肉眼观察无残余变形。
2)烟风严密性试验。
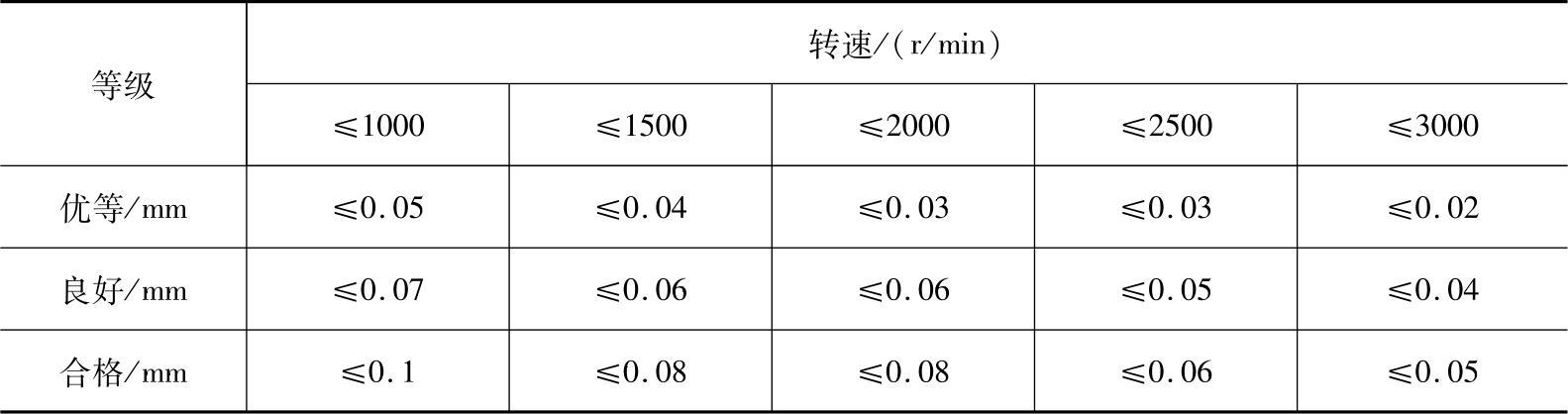
3)机械单机试车:锅炉检修后,一般被修的机械都要进行单机试车。风机、水泵的单机试车时间为8h,炉排试车时间不少于24h。风机、水泵单机试车合格标准如下:①轴承振幅不超过表2-2所列的数值。②没有摩擦、碰撞等不正常声音。③轴承不超温、不漏油,冷却水畅通。④出口风压、水压达到额定值,并且稳定。
表2-2 轴承振幅(双振幅)表
4)炉排在试运转中应达到以下要求:①炉排在行走中无撞击、碰磨等异声,无跑偏、卡住等缺陷;②前后轴齿轮与链节啮合良好。③炉条、边条齐全,固定销完整,且开口销开口角度不小于90°。④链条松紧得当。⑤炉排和其他部件的间隙符合要求。⑥减速机调整转速时应灵活无杂声,润滑处严密不漏油,各部轴承温度正常。⑦风箱风门和放灰门开关灵活,指示正确,炉条压轴滚动灵活。
(3)试运行验收 试运行验收一般指热态下运行验收。
1)烘炉:根据各种不同型号的锅炉和不同结构的炉墙进行烘炉,一般有燃料烘炉、热风烘炉、蒸汽烘炉等。无论用哪种方法烘炉,烘炉末期都必须使炉墙灰浆水分达到2.5%以下才算合格。烘炉结束后,应记录实际温升曲线存档备案,同时对炉墙进行全面检查,检查结果应记录存档。
2)煮炉:锅炉在检修过程中,由于更换新的水冷壁、排管受热面,或者联箱和受热面内壁有锈、油垢、水垢及其他脏物,故必须进行煮炉。
3)带载荷运行及试验:煮炉后把炉水更换成正常运行水质,即可进行安全阀定压,并进行24h额定工作压力下满载荷试运行,以确定锅炉在检修后能否达到额定蒸发量、额定气温及热效率。如果大修中对锅炉进行了提高出力改造或燃烧系统技术改造,则满载荷试运行72h后,还要进行燃烧调整试验。
4)检修移交:大修完毕热态试运行结束后,检修和运行双方负责人可在上级或企业主管部门主持下办理移交。如确认锅炉及辅助设备已消除全部缺陷,且试运行已达到设备设计性能,则锅炉及辅助设备即可由检修移交运行并投入生产。如在试验中仍发现缺陷(仅指热化学及燃烧调整试验),这种移交只能在缺陷消除后或确定消除缺陷期限后才能进行。
检修负责人一般在大修的热态试运行后的30d内将下列资料移交设备及运行主管部门:①锅炉大修总结报告。②改变系统或部分结构的设计资料及竣工图。③检查腐蚀、磨损、变形等方面的记录。④检修的质量检验记录,冷态、热态试运行记录及其有关总结。⑤各项技术监督的检查和试验报告。
3.锅炉修理规定
1)对锅炉进行修理的具体规定如下:①锅炉受压元件损坏,不能保证安全运行,要及时检修。②承担锅炉修理的专业单位须经当地特种设备安全监督检验部门同意,焊工应经考试合格方许施工修理。③重大修理工作应先制订施工技术方案,方案应由修理单位技术负责人签字批准,并报特种设备安全监督部门审批备案。④制订修理工艺质量标准。⑤锅炉修理应有图样、材质保证、施工质量检验证明等技术资料,完工后应存入锅炉技术档案内。⑥修理中应注意安全,有专人负责现场安全工作,特别对电气设备、起重和高空作业等,都应有安全有可靠的措施。
2)修理方法:由于工业锅炉损坏的类型不同,损坏的部位和严重程度不同,故修理方法也不同,归纳起来有以下几种基本方法:①堆焊,适用于局部腐蚀、磨损面及裂缝的修理。②挖补,适用于钢板产生严重凹陷变形、钢板夹渣等的修理。③补胀,适用于管端胀接不牢以致管端渗漏的修理。④补焊,焊缝金属本身的缺陷主要有裂纹(缝)、气孔、夹渣、未焊透、弧坑、咬边、焊接高度不足等,如果这些缺陷超出NB/T47014—2011《承压设备焊接工艺评定》的规定,就是不合格,必须加以修理。修理时应首先将缺陷彻底铲除、刷清,然后进行焊补。即使是弧坑、咬边、缺焊等缺陷,也应先将局部表面铲光、刷清,再加焊。
有关特种设备管理与事故应急预案的文章

指由于安全阀、压力表不齐全、损坏或装设错误,操作人员擅离岗位或没有执行监视责任,关闭或关小出汽通道,无承压能力的生活锅炉改作承压蒸汽锅炉等原因,致使锅炉主要承压部件筒体、封头、管板、炉胆等承受的压力超过其承载能力而造成的锅炉爆炸。锅炉严重缺水时,锅炉的锅筒、封头、管板、炉胆等直接受火焰加热的主要承压部件得不到正常冷却,金属温度急剧上升甚至被烧红。......
2023-11-22

设计压力大于或等于12.3MPa的气瓶称为高压气瓶,应采用无缝结构。气瓶的主体材料必须采用镇静钢,高压气瓶必须采用合金钢或优质碳素钢。制造焊接气瓶的材料必须具有良好的焊接性。还有公称容积为400L、800L,盛装液氯0.5t、1t的焊接气瓶等。当气瓶受到撞击时,防振圈能吸收能量,减少振动,同时还有保护瓶体漆层标记的作用。2)焊接钢瓶的结构。......
2023-11-22

2)压力管道使用单位应当使用符合TSG D0001—2009要求的压力管道。新压力管道投入使用前,使用单位应当核对是否具有TSG D0001—2009要求的安装质量证明文件。⑦管道事故的抢救、报告、协助调查和善后处理。管道操作人员在作业中应当严格执行压力管道的操作规程和有关的安全规章制度。11)在用管道发生故障、异常情况,使用单位应当查明原因。......
2023-11-22

第五十五条 特种设备安全监督管理部门的安全监察人员应当熟悉相关法律、法规、规章和安全技术规范,具有相应的专业知识和工作经验,并经国务院特种设备安全监督管理部门考核,取得特种设备安全监察人员证书。第六十条 国务院特种设备安全监督管理部门和省、自治区、直辖市特种设备安全监督管理部门应当定期向社会公布特种设备安全以及能效状况。......
2023-11-22

当电梯因安全钳起作用轿厢不能移动时,则可打开轿顶安全窗退出,并通知有关检修人员进行检修。大部分老旧电梯由于产品制造的问题,控制柜、曳引系统和安全部件都不符合目前的法规要求,因此,可靠性差、故障多、事故频发,存在严重安全隐患。电梯的制造单位及改造单位均为某电梯有限公司。......
2023-11-22

本修订规则增加了对有机热载体产品品质、使用、检验等要求,同时将原《锅炉水处理监督管理规则》改为《锅炉水(介)质处理监督管理规则》。2010年11月4日,由国家质检总局批准颁布,2011年2月1日起实施执行。本次修订中取消和修订了原《锅炉水处理检验规则》与修订后的《特种设备安全监察条例》规定不一致的条款和内容,修改了部分检验报告的格式,进一步规范锅炉水(介)质处理检验工作。......
2023-11-22

图C-3 主梁腹板的局部平面度6.1.6 金属结构件不得有裂纹和开焊,铆钉连接和螺栓连接不得松动和脱落。结构围壁锈蚀残存厚度不得小于1mm。......
2023-11-22

相关推荐