
 命令(或单击“插入”
命令(或单击“插入”

 区域中的按钮说明如下:
区域中的按钮说明如下: (CAVITY_MILL):型腔铣。
(CAVITY_MILL):型腔铣。 (PLUNGE_MILLING):插铣。
(PLUNGE_MILLING):插铣。 (CORNER_ROUGH):拐角粗加工。
(CORNER_ROUGH):拐角粗加工。 (REST_MILLING):剩余铣。
(REST_MILLING):剩余铣。 (ZLEVEL_PROFILE):深度加工轮廓。
(ZLEVEL_PROFILE):深度加工轮廓。 (ZLEVEL_CORNER):深度加工拐角。
(ZLEVEL_CORNER):深度加工拐角。 (FIXED_CONTOUR):固定轮廓铣。
(FIXED_CONTOUR):固定轮廓铣。 (COUNTOUR_AREA):轮廓区域铣。
(COUNTOUR_AREA):轮廓区域铣。 (CONTOUR_SURFACE_AREA):轮廓表面积铣。
(CONTOUR_SURFACE_AREA):轮廓表面积铣。 (STREAMLINE):流线铣。
(STREAMLINE):流线铣。 (CONTOUR_AREA_NON_STEEP):非陡峭区域轮廓铣。
(CONTOUR_AREA_NON_STEEP):非陡峭区域轮廓铣。 (CONTOUR_AREA_DIR_STEEP):陡峭区域轮廓铣。
(CONTOUR_AREA_DIR_STEEP):陡峭区域轮廓铣。 (FLOWCUT_SINGLE):单刀路清根铣。
(FLOWCUT_SINGLE):单刀路清根铣。 (FLOWCUT_MULTIPLE):多刀路清根铣。
(FLOWCUT_MULTIPLE):多刀路清根铣。 (FLOWCUT_REF_TOOL):清根参考刀具铣。
(FLOWCUT_REF_TOOL):清根参考刀具铣。 (SOLID_PROFILE_3D):实体轮廓3D铣。
(SOLID_PROFILE_3D):实体轮廓3D铣。 (PROFILE_3D):轮廓3D铣。
(PROFILE_3D):轮廓3D铣。 (CONTOUR_TEXT):轮廓文本铣削。
(CONTOUR_TEXT):轮廓文本铣削。 (MILL_USER):用户定义的铣削。
(MILL_USER):用户定义的铣削。 :MILL_CONTROL,铣削控制。
:MILL_CONTROL,铣削控制。 下拉菜单中选择
下拉菜单中选择 选项,在
选项,在 区域中单击“CAVITY_MILL”按钮
区域中单击“CAVITY_MILL”按钮 。
。 下拉列表中选择
下拉列表中选择 选项;在
选项;在 下拉列表中选择前面设置的刀具
下拉列表中选择前面设置的刀具 ;在
;在 下拉列表中选择
下拉列表中选择 选项;在
选项;在 下拉列表中选择
下拉列表中选择 选项;采用系统默认的名称。
选项;采用系统默认的名称。 按钮,系统弹出图12.2.20所示的“型腔铣”对话框。
按钮,系统弹出图12.2.20所示的“型腔铣”对话框。 下拉列表中选择
下拉列表中选择 选项,在
选项,在 下拉列表中选择
下拉列表中选择 选项,在
选项,在
 下拉列表中选择
下拉列表中选择 选项,在
选项,在 文本框中输入数值6.0。
文本框中输入数值6.0。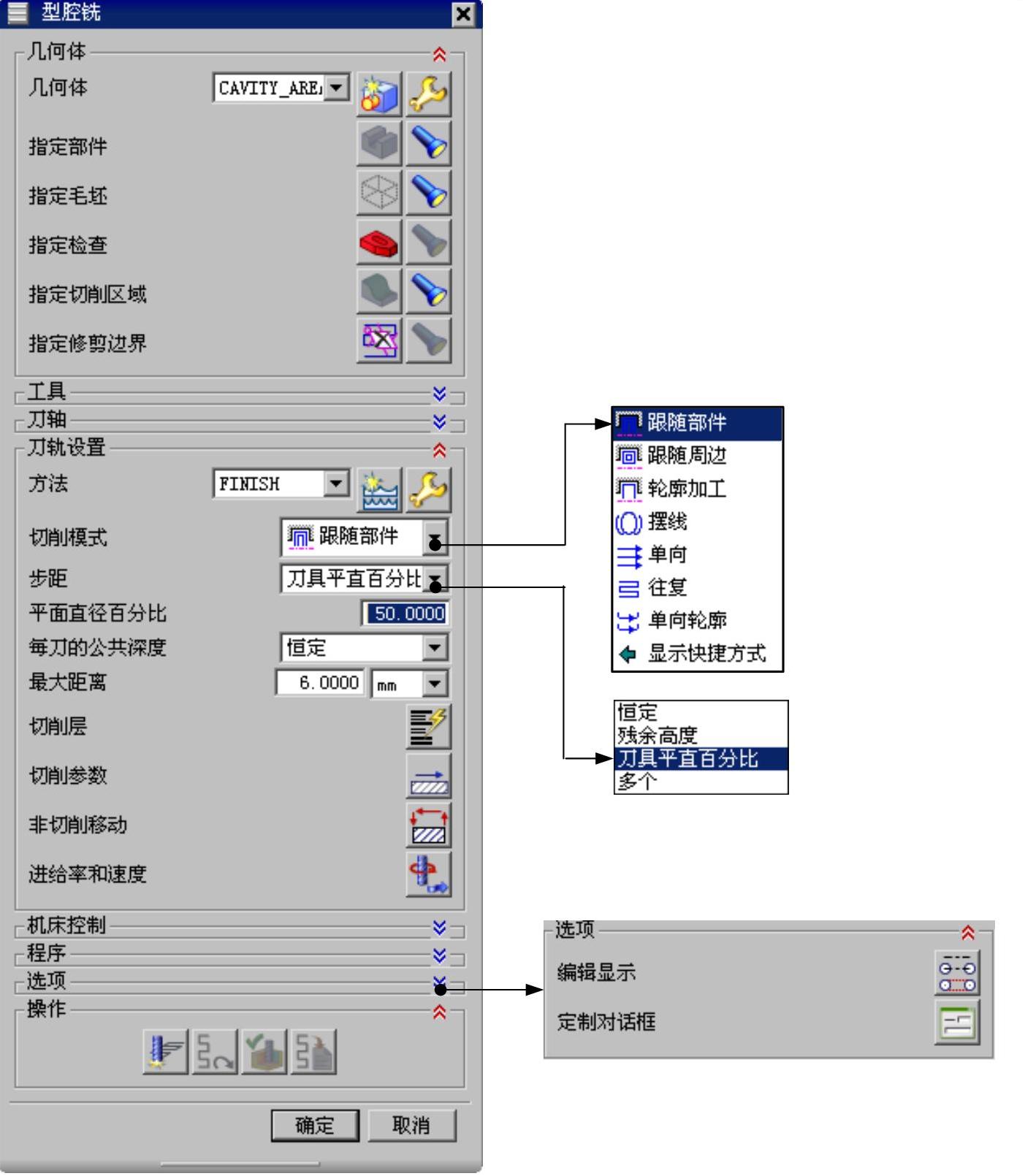
 区域的
区域的 下拉列表中提供了如下七种切削方式:
下拉列表中提供了如下七种切削方式: :根据整个部件几何体并通过偏置来产生刀轨。与“根随周边”方式不同的是,“跟随周边”只从部件或毛坯的外轮廓生成并偏移刀轨,“跟随部件”方式是根据整个部件中的几何生成并偏移刀轨,它可以根据部件的外轮廓生成刀轨,也可以根据
:根据整个部件几何体并通过偏置来产生刀轨。与“根随周边”方式不同的是,“跟随周边”只从部件或毛坯的外轮廓生成并偏移刀轨,“跟随部件”方式是根据整个部件中的几何生成并偏移刀轨,它可以根据部件的外轮廓生成刀轨,也可以根据 :沿切削区域的外轮廓生成刀轨,并通过偏移该刀轨形成一系列的同心刀轨,并且这些刀轨都是封闭的。当内部偏移的形状重叠时,这些刀轨将被合并成一条轨迹,然后再重新偏移产生下一条轨迹。和往复式切削一样,也能在步距
:沿切削区域的外轮廓生成刀轨,并通过偏移该刀轨形成一系列的同心刀轨,并且这些刀轨都是封闭的。当内部偏移的形状重叠时,这些刀轨将被合并成一条轨迹,然后再重新偏移产生下一条轨迹。和往复式切削一样,也能在步距 :用于创建一条或者几条指定数量的刀轨来完成零件侧壁或外形轮廓的加工,主要以精加工或半精加工为主。
:用于创建一条或者几条指定数量的刀轨来完成零件侧壁或外形轮廓的加工,主要以精加工或半精加工为主。 :刀具会以圆形回环模式运动,生成的刀轨是一系列相交且外部相连的圆环,像一个拉开的弹簧。它控制了刀具的切入,限制了步距,以免在切削时刀具完全切入受冲击过大而断裂。选择此项,需要设置步距(刀轨中相邻两圆环的圆心距)和摆线的路径宽度(刀轨中圆环的直径)。此方式比较适合部件中的狭窄区域、岛屿和部件及两岛屿之间区域的加工。
:刀具会以圆形回环模式运动,生成的刀轨是一系列相交且外部相连的圆环,像一个拉开的弹簧。它控制了刀具的切入,限制了步距,以免在切削时刀具完全切入受冲击过大而断裂。选择此项,需要设置步距(刀轨中相邻两圆环的圆心距)和摆线的路径宽度(刀轨中圆环的直径)。此方式比较适合部件中的狭窄区域、岛屿和部件及两岛屿之间区域的加工。 :使切削轨迹始终维持一个方向的顺铣或者逆铣切削。刀具在切削轨迹的起点进刀,切削到切削轨迹的终点,然后抬刀至转换平面高度,平移到下一行轨迹的起点,刀具开始以同样的方向进行下一行切削。
:使切削轨迹始终维持一个方向的顺铣或者逆铣切削。刀具在切削轨迹的起点进刀,切削到切削轨迹的终点,然后抬刀至转换平面高度,平移到下一行轨迹的起点,刀具开始以同样的方向进行下一行切削。 :指刀具在同一切削层内不抬刀,在步距宽度的范围内沿着切削区域的轮廓维持连续往复的切削运动。往复式切削方式生成的是多条平行直线刀轨,连续两行平行刀轨的切削方向相反,但步进方向相同,所以在加工中会交替出现顺铣切削和逆铣切削。在加工策略中指定顺铣或逆铣不会影响此切削方式,但会影响其中的“壁清根”的切削方向(顺铣和逆铣是会影响加工精度的,逆铣的加工质量比较高)。这种方法在加工时刀具在步进的时候始终保持进刀状态,能最大化地对材料进行切除,是最经济和高效的切削方式,通常用于型腔的粗加工。
:指刀具在同一切削层内不抬刀,在步距宽度的范围内沿着切削区域的轮廓维持连续往复的切削运动。往复式切削方式生成的是多条平行直线刀轨,连续两行平行刀轨的切削方向相反,但步进方向相同,所以在加工中会交替出现顺铣切削和逆铣切削。在加工策略中指定顺铣或逆铣不会影响此切削方式,但会影响其中的“壁清根”的切削方向(顺铣和逆铣是会影响加工精度的,逆铣的加工质量比较高)。这种方法在加工时刀具在步进的时候始终保持进刀状态,能最大化地对材料进行切除,是最经济和高效的切削方式,通常用于型腔的粗加工。 :与单向切削方式类似,但是在进刀时将进刀在前一行刀轨的起始点位置,然后沿轮廓切削到当前行的起点进行当前行的切削,切削到端点时,仍然沿轮廓切削到前一行的端点,然后抬刀转移平面,再返回到起始边当前行的起点进行下一行的切削。其中抬刀回程是快速横越运动,在连续两行平行刀轨间会产生沿轮廓的切削壁面刀轨(步距),因此壁面加工的质量较高。此方法切削比较平稳,对刀具冲击很小,常用于粗加工后对要求余量均匀的零件进行精加工,比如一些对侧壁要求较高的零件和薄壁零件等。
:与单向切削方式类似,但是在进刀时将进刀在前一行刀轨的起始点位置,然后沿轮廓切削到当前行的起点进行当前行的切削,切削到端点时,仍然沿轮廓切削到前一行的端点,然后抬刀转移平面,再返回到起始边当前行的起点进行下一行的切削。其中抬刀回程是快速横越运动,在连续两行平行刀轨间会产生沿轮廓的切削壁面刀轨(步距),因此壁面加工的质量较高。此方法切削比较平稳,对刀具冲击很小,常用于粗加工后对要求余量均匀的零件进行精加工,比如一些对侧壁要求较高的零件和薄壁零件等。 :两个切削路径之间的水平间隔距离,而在环形切削方式中是指两个环之间的距离。其方式分别是
:两个切削路径之间的水平间隔距离,而在环形切削方式中是指两个环之间的距离。其方式分别是 、
、 、
、 和
和 四种。
四种。 :选择该选项后,用户需要定义切削刀路间的固定距离。如果指定的刀路间距不能平均分割所在区域,系统将减小这一刀路间距以保持恒定步距。
:选择该选项后,用户需要定义切削刀路间的固定距离。如果指定的刀路间距不能平均分割所在区域,系统将减小这一刀路间距以保持恒定步距。 :选择该选项后,用户需要定义两个刀路间剩余材料的高度,从而在连续切削刀路间确定固定距离。
:选择该选项后,用户需要定义两个刀路间剩余材料的高度,从而在连续切削刀路间确定固定距离。 :选择该选项后,用户需要创建刀具直径的百分比,从而在连续切削刀路之间建立起固定距离。
:选择该选项后,用户需要创建刀具直径的百分比,从而在连续切削刀路之间建立起固定距离。 :该择该选项后,可以设定几个不同步距大小的刀路数以提高加工效率。
:该择该选项后,可以设定几个不同步距大小的刀路数以提高加工效率。 :步距方式选择
:步距方式选择 时,该文本框可用,用于定义切削刀路之间的距离为刀具直径的百分比。
时,该文本框可用,用于定义切削刀路之间的距离为刀具直径的百分比。 :用于定义每一层的公共切削深度。
:用于定义每一层的公共切削深度。 区域中的选项说明如下:
区域中的选项说明如下: 选项:单击此选项后的“编辑显示”按钮
选项:单击此选项后的“编辑显示”按钮 ,系统弹出图12.2.21所示的“显示选项”对话框,在此对话框中可以进行刀具显示、刀轨显示以及其他选项的设置。
,系统弹出图12.2.21所示的“显示选项”对话框,在此对话框中可以进行刀具显示、刀轨显示以及其他选项的设置。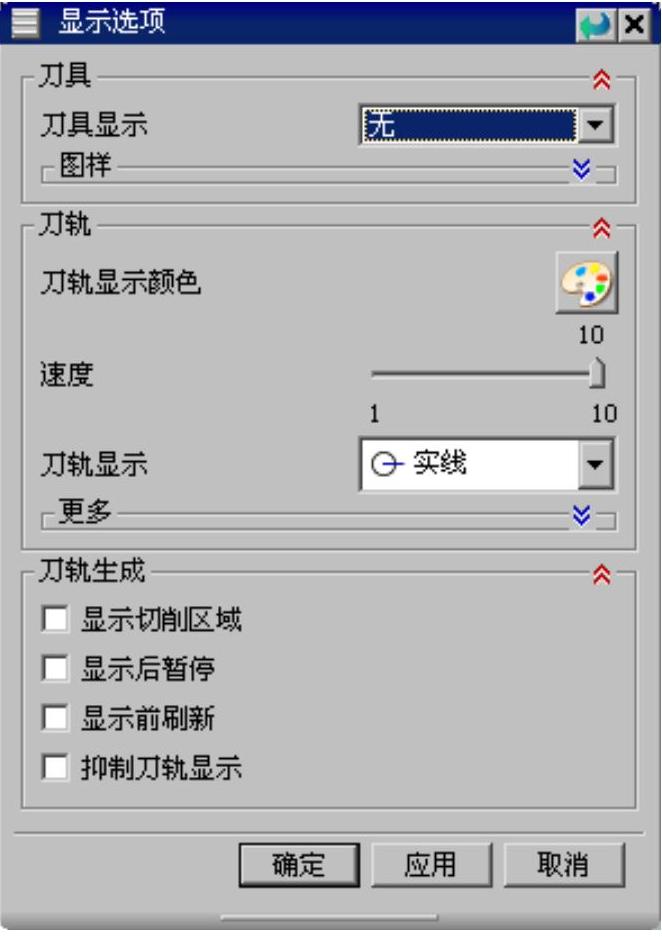
 选项区域中,
选项区域中, 、
、 、
、 和
和 这四个
这四个 选项:单击此选项后的“其他选项”按钮
选项:单击此选项后的“其他选项”按钮 ,系统会弹出“其他参数”对话框,在此对话框中可以指定另外的操作参数。
,系统会弹出“其他参数”对话框,在此对话框中可以指定另外的操作参数。 区域中的这四个复选框均为取消选中状态,如果选中这四个复选框,单击“型腔铣”对话框中的“生成”按钮
区域中的这四个复选框均为取消选中状态,如果选中这四个复选框,单击“型腔铣”对话框中的“生成”按钮 ,系统会弹出图12.2.22所示的“刀轨生成”对话框;取消选中这四个复选框,单击“生成”按钮
,系统会弹出图12.2.22所示的“刀轨生成”对话框;取消选中这四个复选框,单击“生成”按钮 后,系统不会弹出“刀轨生成”对话框。
后,系统不会弹出“刀轨生成”对话框。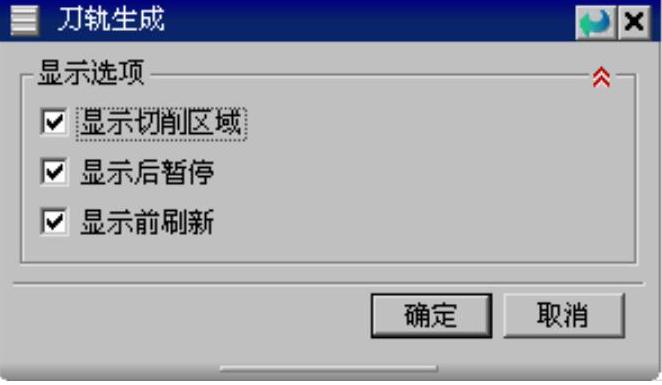
 :若选中该复选框,在切削仿真时,则会显示切削加工的切削区域,但从实践效果来看,选中或不选中,仿真的时候区别不是很大。为了测试选中和不选中之间的区别,可以选中
:若选中该复选框,在切削仿真时,则会显示切削加工的切削区域,但从实践效果来看,选中或不选中,仿真的时候区别不是很大。为了测试选中和不选中之间的区别,可以选中 复选框,这样可以很明显地看出选中和不选中之间的区别。
复选框,这样可以很明显地看出选中和不选中之间的区别。 :若选中该复选框,处理器将在显示每个切削层的可加工区域和刀轨之后暂停。此选项只对“平面铣”、“型腔铣”和“固定可变轮廓铣”三种加工方法有效。
:若选中该复选框,处理器将在显示每个切削层的可加工区域和刀轨之后暂停。此选项只对“平面铣”、“型腔铣”和“固定可变轮廓铣”三种加工方法有效。 :若选中该复选框,系统将移除所有临时屏幕显示。此选项只对“平面铣”、“型腔铣”和“固定可变轮廓铣”三种加工方法有效。
:若选中该复选框,系统将移除所有临时屏幕显示。此选项只对“平面铣”、“型腔铣”和“固定可变轮廓铣”三种加工方法有效。 ,系统弹出“切削参数”对话框。
,系统弹出“切削参数”对话框。 选项卡,在
选项卡,在 文本框中输入数值0.1,在
文本框中输入数值0.1,在 文本框中输入数值0.02,在
文本框中输入数值0.02,在 文本框中输入数值0.02。
文本框中输入数值0.02。 按钮,完成切削参数的设置,系统返回到“型腔铣”对话框。
按钮,完成切削参数的设置,系统返回到“型腔铣”对话框。 ,系统弹出图12.2.24所示的“非切削运动”对话框。
,系统弹出图12.2.24所示的“非切削运动”对话框。 选项卡,在
选项卡,在 区域
区域 下拉列表中选择
下拉列表中选择 选项,其他参数采用系统默认的设置值,单击
选项,其他参数采用系统默认的设置值,单击 按钮,完成进刀/退刀的设置。
按钮,完成进刀/退刀的设置。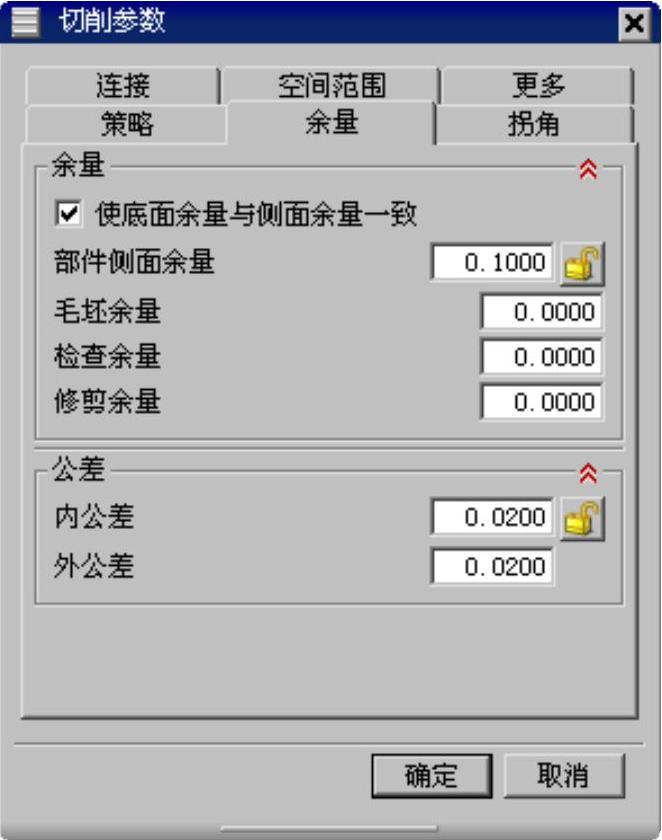

 ,系统弹出图12.2.25所示的“进给率和速度”对话框。
,系统弹出图12.2.25所示的“进给率和速度”对话框。 复选框,然后在其文本框中输入数值1500,在
复选框,然后在其文本框中输入数值1500,在 区域的
区域的 文本框中输入数值800,并单击该文本框右侧的
文本框中输入数值800,并单击该文本框右侧的 按钮计算表面速度和每齿
按钮计算表面速度和每齿 按钮,完成进给率和速度参数的设置,系统返回到“型腔铣”对话框。
按钮,完成进给率和速度参数的设置,系统返回到“型腔铣”对话框。 :用于创建刀具的切削
:用于创建刀具的切削 :每个齿切除材料量的度量(有时也叫每齿进给量)。
:每个齿切除材料量的度量(有时也叫每齿进给量)。 :在此文本框中用户可以设定刀具转动速度,单位是每分钟转数。
:在此文本框中用户可以设定刀具转动速度,单位是每分钟转数。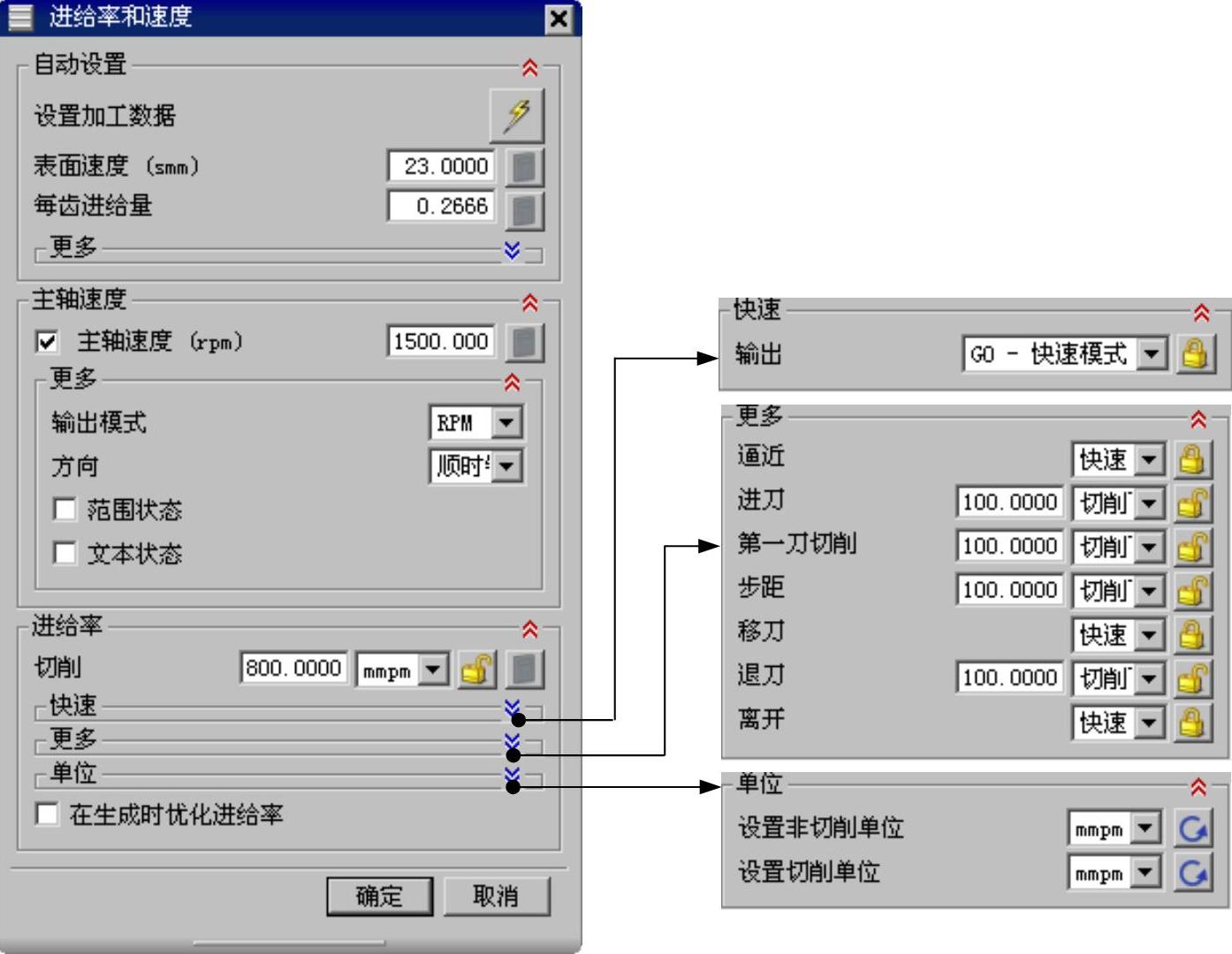
 :系统提供了以下四种主轴输出模式。
:系统提供了以下四种主轴输出模式。 :以每分钟转数为单位创建主轴速度。
:以每分钟转数为单位创建主轴速度。 :以每分钟曲面英尺为单位创建主轴速度。
:以每分钟曲面英尺为单位创建主轴速度。 :以每分钟曲面米为单位创建主轴速度。
:以每分钟曲面米为单位创建主轴速度。 :没有主轴输出模式。
:没有主轴输出模式。 :选中该复选框以激活
:选中该复选框以激活 文本框,
文本框, 文本框用于定义主轴的速度范围。
文本框用于定义主轴的速度范围。 :选中该复选框以激活
:选中该复选框以激活 文本框,
文本框, 文本框用于定义在CLSF文件输出时将添加到LOAD或TURRET的命令,在后处理中,此文本框中的内容将存储在mom
文本框用于定义在CLSF文件输出时将添加到LOAD或TURRET的命令,在后处理中,此文本框中的内容将存储在mom :切削过程中的进给量,即正常进给时的速度。
:切削过程中的进给量,即正常进给时的速度。 区域:用于设置快速运动时的输出模式。
区域:用于设置快速运动时的输出模式。 :可以选择
:可以选择 或
或 的输出模式。选择
的输出模式。选择 时,快速移动速率由机床参数确定,选择
时,快速移动速率由机床参数确定,选择 时,会激活
时,会激活 文本框,需要用户指定一个进给速度的数值。
文本框,需要用户指定一个进给速度的数值。 区域:用于设置其余刀具运动的速度参数。
区域:用于设置其余刀具运动的速度参数。 :用于设置刀具接近时的速度,即刀具从起刀点到进刀点的进给速度。
:用于设置刀具接近时的速度,即刀具从起刀点到进刀点的进给速度。 :用于设置进刀速度,即刀具切入零件时的速度。
:用于设置进刀速度,即刀具切入零件时的速度。 :用于设置第一刀切削时的进给速度。
:用于设置第一刀切削时的进给速度。 :用于设置刀具进入下一个平行刀轨切削时的横向进给速度,即铣削宽度,多用于往复式的切削方式。
:用于设置刀具进入下一个平行刀轨切削时的横向进给速度,即铣削宽度,多用于往复式的切削方式。 :用于设置刀具从一个切削区域跨越到另一个切削区域时作水平非切削运动时刀具的移动速度。
:用于设置刀具从一个切削区域跨越到另一个切削区域时作水平非切削运动时刀具的移动速度。 :用于设置退刀时,刀具切出部件的速度,即刀具从最终切削点到退刀点之间的速度。
:用于设置退刀时,刀具切出部件的速度,即刀具从最终切削点到退刀点之间的速度。 :设置刀具离开的速度,即刀具退出加工部位到返回点的移动速度。
:设置刀具离开的速度,即刀具退出加工部位到返回点的移动速度。 区域的
区域的 选项组中各选项的说明如下:
选项组中各选项的说明如下: :将所有的“非切削进给率”单位设置为
:将所有的“非切削进给率”单位设置为 、
、 (毫米/分钟)、
(毫米/分钟)、 (毫米/转)或
(毫米/转)或 。
。 :将所有的“切削进给率”单位设置为
:将所有的“切削进给率”单位设置为 、
、 (毫米/分钟)、
(毫米/分钟)、 (毫米/转)或
(毫米/转)或 。
。
凹坑就是用一组连续的曲线作为轮廓沿着钣金件表面的法线方向冲出凸起或凹陷的成形特征,如图7.4.1所示。Step6.在“凹坑”对话框中单击按钮,完成特征的创建。图7.4.6 凹坑的创建深度●:该文本框中输入的数值是设定凹坑在钣金件放置面法向的倾斜角度值。图7.4.7 设置“侧壁”选项●区域包括和复选框。图7.4.9 用开放的截面线创建“凹坑”特征Step1.选择命令。图7.4.10 选取草图平面图7.4.11 “凹坑”截面草图Step3.定义凹坑属性。图7.4.12 凹坑的创建方向Step4.定义倒圆属性。......
2023-11-20




相关推荐