图7.2.1 突出块钣金壁1.创建“平板”的两种类型选择下拉菜单命令后,系统弹出图7.2.2a所示的“突出块”对话框(一),创建完成后再次选择下拉菜单命令时,系统弹出图7.2.2b所示的“突出块”对话框(二)。图7.2.2 “突出块”对话框图7.2.2所示的“突出块”对话框的选项说明如下:●区域:该区域的下拉列表中有和选项,用以定义钣金的厚度。Task1.创建基本突出块下面以图7.2.3所示的模型为例,来说明创建基本突出块钣金壁的一般操作过程。......
2023-11-20
本章主要讲解NX钣金模块的菜单、工具栏以及钣金首选项的设置。读者通过本章的学习,可以对NX钣金模块有一个初步的了解。
1.NX钣金模块的菜单及工具栏
打开UG NX 9.0软件后,首先选择

 命令,然后在系统弹出的“新建”对话框中选择
命令,然后在系统弹出的“新建”对话框中选择 模板,进入NX钣金模块。选择
模板,进入NX钣金模块。选择 下拉菜单,系统则弹出NX钣金模块中的所有钣金命令(图7.1.1)。
下拉菜单,系统则弹出NX钣金模块中的所有钣金命令(图7.1.1)。
在工具栏按钮区中单击鼠标右键,在系统弹出的快捷菜单中确认 工具栏被激活(
工具栏被激活( 前有
前有 激活状态),屏幕中则出现图7.1.2所示的“NX钣金”工具栏。
激活状态),屏幕中则出现图7.1.2所示的“NX钣金”工具栏。
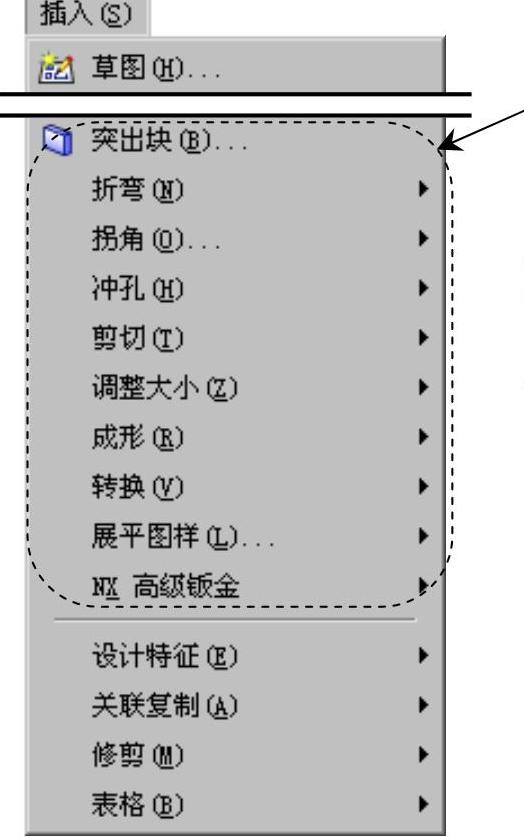
图7.1.1 “插入”下拉菜单
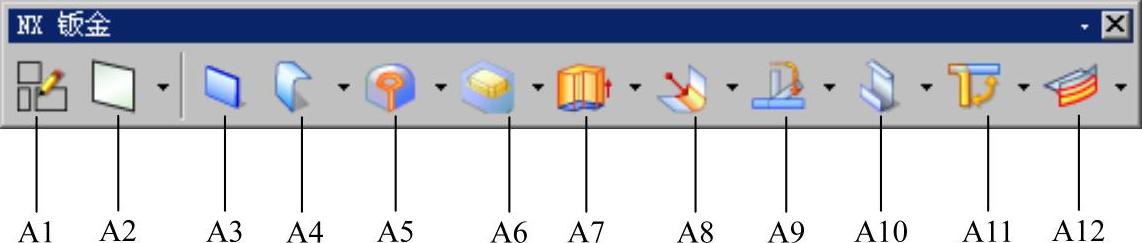
图7.1.2 “NX钣金”工具栏
A1:草图 A2:基准平面 A3:突出块 A4:弯边 A5:封闭拐角 A6:凹坑 A7:拉伸 A8:调整折弯半径大小 A9:伸直 A10:转换为钣金 A11:展平实体 A12:高级弯边
2.NX钣金模块的首选项设置
为了提高钣金件的设计效率以及使钣金件在设计完成后能顺利地加工及精确地展开,UG NX 9.0提供了一些对钣金零件属性的设置及其平面展开图处理的相关设置。通过对首选项的设置极大地提高了钣金零件的设计速度。这些参数设置包括材料厚度、折弯半径、止裂口深度、止裂口宽度和折弯许用半径公式的设置,下面详细讲解这些参数的作用。
进入NX钣金模块后,选择下拉菜单

 命令,系统弹出“钣金首选项”对话框,如图7.1.3所示。
命令,系统弹出“钣金首选项”对话框,如图7.1.3所示。
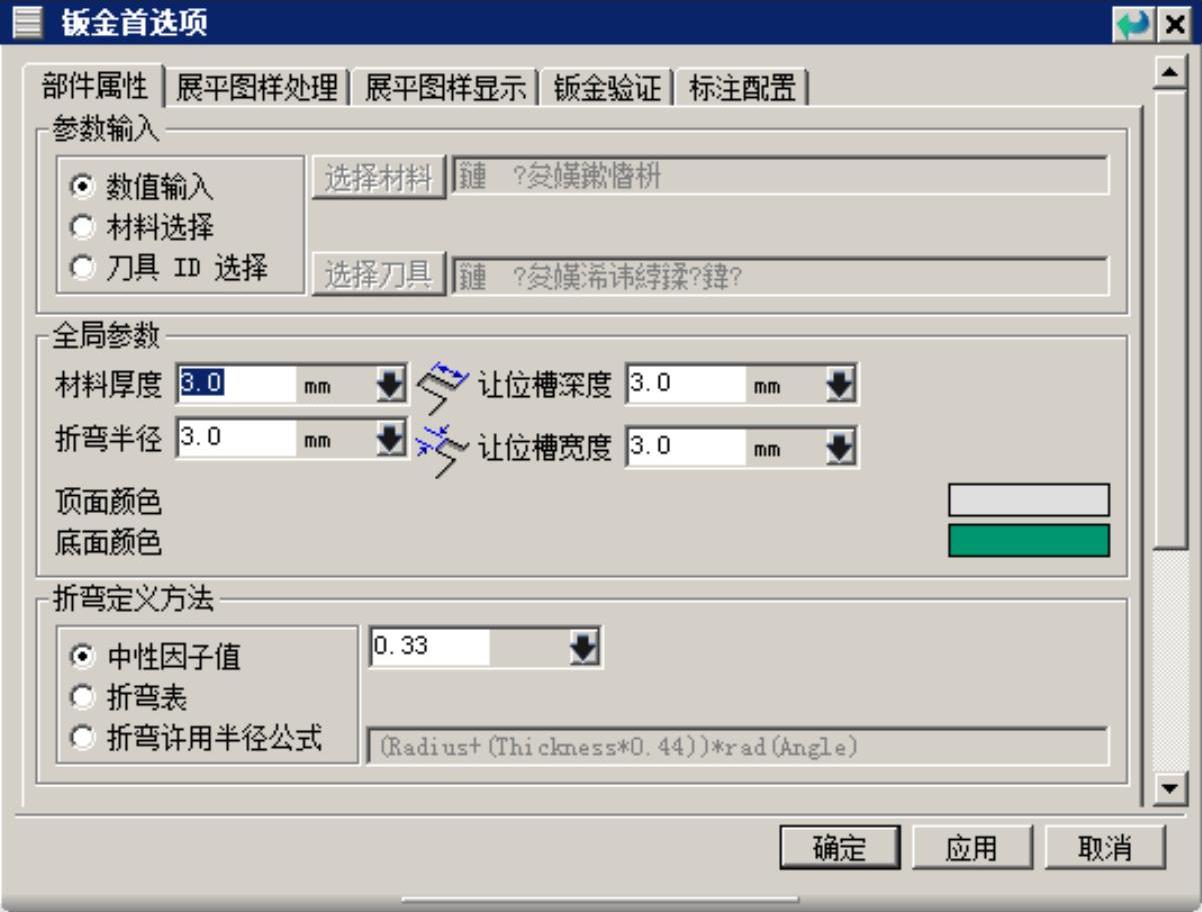
图7.1.3 “钣金首选项”对话框(一)
图7.1.3所示的“钣金首选项”对话框(一)中 选项卡各选项的说明如下:
选项卡各选项的说明如下:
● 区域:该区域包含
区域:该区域包含 、
、 和
和 单选项,可用于确定钣金折弯的定义方式。
单选项,可用于确定钣金折弯的定义方式。
☑ 单选项:当选中该单选项时,可以数值的方式在
单选项:当选中该单选项时,可以数值的方式在 区域中直接输入钣金折弯参数。
区域中直接输入钣金折弯参数。
☑ 单选项:选中该单选项时,可单击右侧的
单选项:选中该单选项时,可单击右侧的 按钮,系统弹出“选择材料”对话框,可在该对话框中选择一材料来定义钣金折弯参数。
按钮,系统弹出“选择材料”对话框,可在该对话框中选择一材料来定义钣金折弯参数。
☑ 单选项:选中该单选项时,可单击右侧的
单选项:选中该单选项时,可单击右侧的 按钮,系统弹出“钣金工具标准”对话框,可在该对话框中选择钣金标准工具,以定义钣金的折弯参数。
按钮,系统弹出“钣金工具标准”对话框,可在该对话框中选择钣金标准工具,以定义钣金的折弯参数。
●在 区域中可以设置以下四个参数。
区域中可以设置以下四个参数。
☑ 文本框:在该文本框中可以输入数值以定义钣金零件的全局厚度。
文本框:在该文本框中可以输入数值以定义钣金零件的全局厚度。
☑ 文本框:在该文本框中可以输入数值以定义钣金件折弯时的默认的折弯半径值。
文本框:在该文本框中可以输入数值以定义钣金件折弯时的默认的折弯半径值。
☑ 文本框:在该文本框中可以输入数值以定义钣金件默认的让位槽的深度值。
文本框:在该文本框中可以输入数值以定义钣金件默认的让位槽的深度值。
☑ 文本框:在该文本框中可以输入数值以定义钣金件默认的让位槽的宽度值。
文本框:在该文本框中可以输入数值以定义钣金件默认的让位槽的宽度值。
☑ 选择区域:单击其后的颜色选择区域,系统弹出“颜色”对话框,可在该对话框中选择一种颜色来定义钣金件顶部面的颜色。
选择区域:单击其后的颜色选择区域,系统弹出“颜色”对话框,可在该对话框中选择一种颜色来定义钣金件顶部面的颜色。
☑ 选择区域:单击其后的颜色选择区域,系统弹出“颜色”对话框,可在该对话框中选择一种颜色来定义钣金件底面的颜色。
选择区域:单击其后的颜色选择区域,系统弹出“颜色”对话框,可在该对话框中选择一种颜色来定义钣金件底面的颜色。
● 区域:该区域用于定义折弯定义方法,包含
区域:该区域用于定义折弯定义方法,包含 、
、 和
和 单选项。(www.chuimin.cn)
单选项。(www.chuimin.cn)
☑ 单选项:选中该单选项时,采用中性因子定义折弯方法,且其后的文本框可用,可在该文本框中输入数值以定义折弯的中性因子。
单选项:选中该单选项时,采用中性因子定义折弯方法,且其后的文本框可用,可在该文本框中输入数值以定义折弯的中性因子。
☑ 单选项:选中该单选项,可在创建钣金折弯时使用折弯表来定义折弯参数。
单选项:选中该单选项,可在创建钣金折弯时使用折弯表来定义折弯参数。
☑ 单选项:当选中该单选项时,使用半径公式来确定折弯参数。
单选项:当选中该单选项时,使用半径公式来确定折弯参数。
在“钣金首选项”对话框中单击 选项卡,“钣金首选项”对话框(二)如图7.1.4所示。
选项卡,“钣金首选项”对话框(二)如图7.1.4所示。
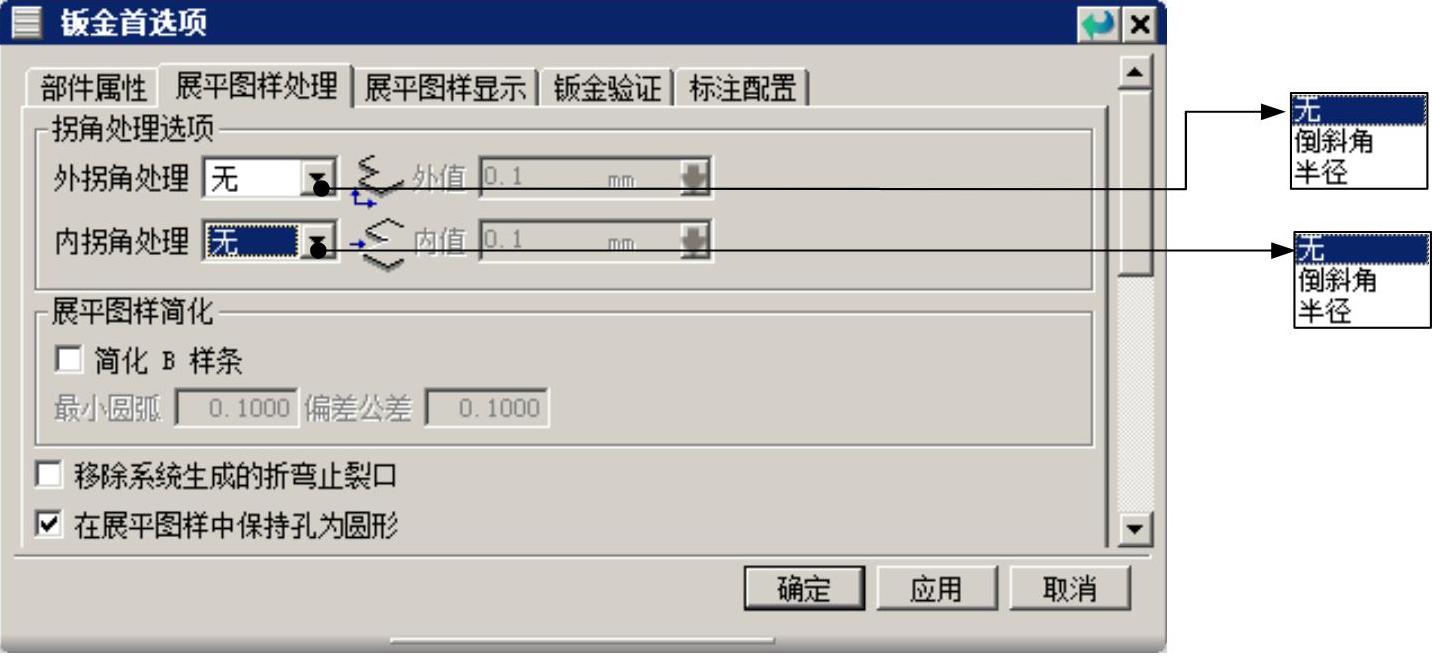
图7.1.4 “钣金首选项”对话框(二)
图7.1.4所示的“钣金首选项”对话框(二) 选项卡中各选项的说明如下:
选项卡中各选项的说明如下:
● 区域:在区域中可以设置在展开钣金后内、外拐角的处理方式。外拐角是去除材料,内拐角是创建材料。
区域:在区域中可以设置在展开钣金后内、外拐角的处理方式。外拐角是去除材料,内拐角是创建材料。
● 下拉列表:该下拉列表中有
下拉列表:该下拉列表中有 、
、 和
和 三个选项,用于设置钣金展开后外拐角的处理方式。
三个选项,用于设置钣金展开后外拐角的处理方式。
☑ 选项:选择该选项时,不对内、外拐角做任何处理。
选项:选择该选项时,不对内、外拐角做任何处理。
☑ 选项:选择该选项时,对内、外拐角创建一个倒角,倒角的大小在其后的文本框中进行设置。
选项:选择该选项时,对内、外拐角创建一个倒角,倒角的大小在其后的文本框中进行设置。
☑ 选项:选择该选项时,对内、外拐角创建一个圆角,圆角的大小在后面的文本框中进行设置。
选项:选择该选项时,对内、外拐角创建一个圆角,圆角的大小在后面的文本框中进行设置。
● 下拉列表:该下拉列表中有
下拉列表:该下拉列表中有 、
、 和
和 三个选项,用于设置钣金展开后内拐角的处理方式。
三个选项,用于设置钣金展开后内拐角的处理方式。
● 区域:该区域用于在对圆柱表面或折弯处有裁剪特征的钣金零件进行展开时,设置是否生成B样条,当选中
区域:该区域用于在对圆柱表面或折弯处有裁剪特征的钣金零件进行展开时,设置是否生成B样条,当选中 复选框后,可通过
复选框后,可通过 及
及 两个文本框对简化B样条的最大圆弧和偏差公差进行设置。
两个文本框对简化B样条的最大圆弧和偏差公差进行设置。
● 复选框:选中
复选框:选中 复选框后,钣金零件展开时将自动移除系统生成的缺口。
复选框后,钣金零件展开时将自动移除系统生成的缺口。
● 复选框:选择该复选框时,在平面展开图中保持折弯曲面上的孔为圆形。
复选框:选择该复选框时,在平面展开图中保持折弯曲面上的孔为圆形。
在“钣金首选项”对话框中单击 选项卡,“钣金首选项”对话框(三)如图7.1.5所示,可设置展平图样各曲线的颜色以及默认选项的新标注属性。
选项卡,“钣金首选项”对话框(三)如图7.1.5所示,可设置展平图样各曲线的颜色以及默认选项的新标注属性。

图7.1.5 “钣金首选项”对话框(三)
在“钣金首选项”对话框中单击 选项卡,此时“钣金首选项”对话框(四)如图7.1.6所示。在该选项卡中可设置钣金件验证的参数。
选项卡,此时“钣金首选项”对话框(四)如图7.1.6所示。在该选项卡中可设置钣金件验证的参数。
在“钣金首选项”对话框中单击 选项卡,此时“钣金首选项”对话框(五)如图7.1.7所示。在该选项卡中显示钣金中标注的一些类型。
选项卡,此时“钣金首选项”对话框(五)如图7.1.7所示。在该选项卡中显示钣金中标注的一些类型。
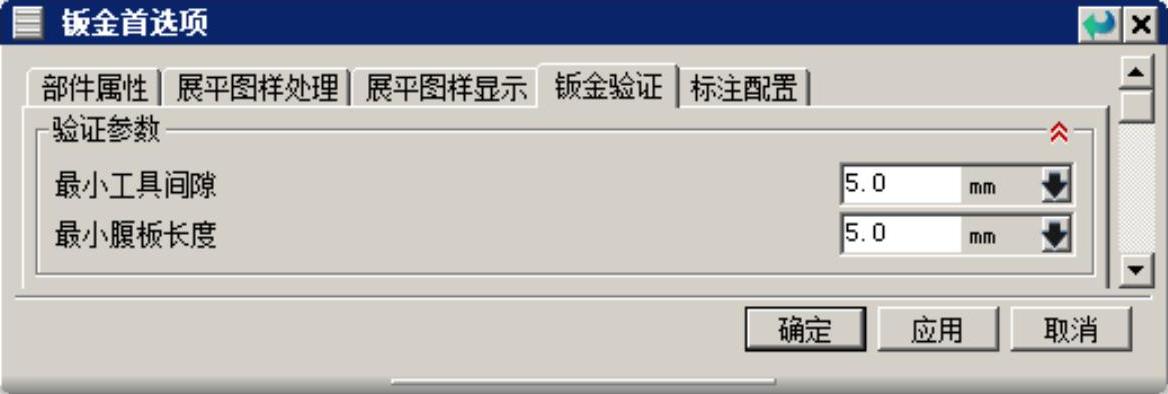
图7.1.6 “钣金首选项”对话框(四)
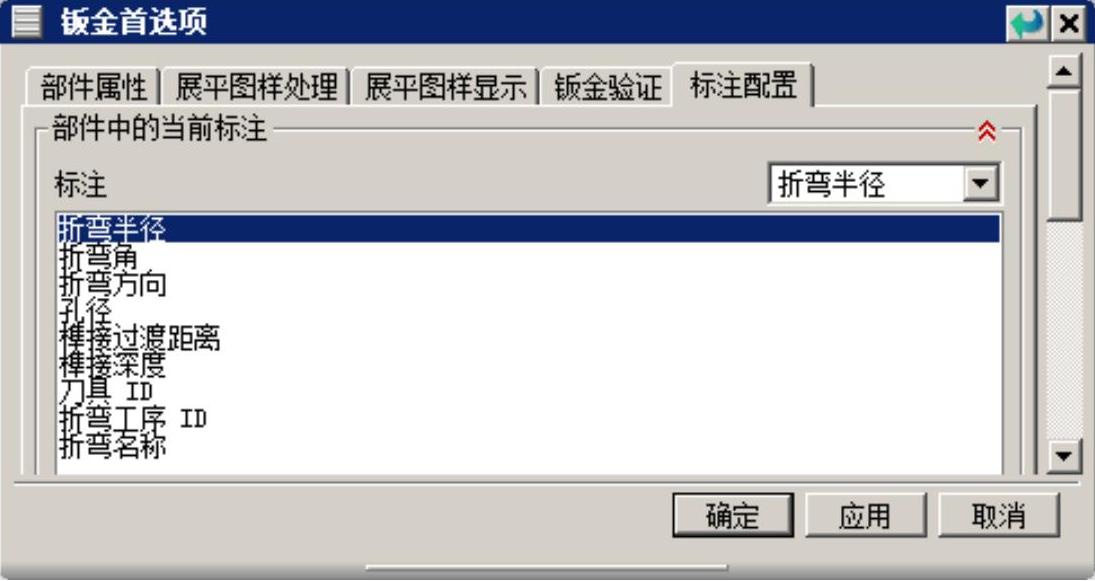
图7.1.7 “钣金首选项”对话框(五)
有关UG NX 9.0超级学习手册的文章

图7.2.1 突出块钣金壁1.创建“平板”的两种类型选择下拉菜单命令后,系统弹出图7.2.2a所示的“突出块”对话框(一),创建完成后再次选择下拉菜单命令时,系统弹出图7.2.2b所示的“突出块”对话框(二)。图7.2.2 “突出块”对话框图7.2.2所示的“突出块”对话框的选项说明如下:●区域:该区域的下拉列表中有和选项,用以定义钣金的厚度。Task1.创建基本突出块下面以图7.2.3所示的模型为例,来说明创建基本突出块钣金壁的一般操作过程。......
2023-11-20

选择下拉菜单命令,系统弹出图7.3.2所示的“折弯”对话框。图7.3.5 折弯方向2.在钣金折弯处创建止裂口在进行折弯时,由于折弯半径的关系,折弯面与固定面可能会产生互相干涉,此时用户可创建止裂口来解决干涉问题。下面以图7.3.6为例,介绍在钣金折弯处加止裂口的操作方法。图7.3.7 草图平面图7.3.8 绘制折弯线图7.3.9 折弯方向Step5.定义止裂口。......
2023-11-20

图8.1.2 “钣金首选项”对话框(一)◆ 在区域中可以设置以下四个参数。图8.1.4 “钣金首选项”对话框(三)在“钣金首选项”对话框中单击选项卡,此时“钣金首选项”对话框(四)如图8.1.5所示。图8.1.6 “钣金首选项”对话框(五)......
2023-10-17

按照焊接过程的物理特性不同,焊接方法可归纳为三大类,即熔化焊、压焊和钎焊,如图3-5所示。根据熔化方式不同,熔化焊又分成气焊、电弧焊、等离子弧焊等几种方法。以上焊接方法中的电阻定位焊、熔极惰性气体保护焊、管状焊丝电弧焊、钨极惰性气体保护焊、等离子弧焊、氧乙炔焊、软钎焊、硬钎焊等被广泛应用于汽车钣金焊接修复中。......
2023-08-10

钣金折弯是将钣金的平面区域沿指定的直线弯曲某个角度。钣金折弯特征包括如下三个要素。图8.3.2所示的“折弯”对话框中部分区域功能说明如下。下面以图8.3.6所示的模型为例,来介绍在钣金折弯处创建止裂口的操作方法。图8.3.7 草图平面图8.3.8 绘制折弯线图8.3.9 折弯方向定义止裂口。......
2023-10-17

ISD1420系列工作电压5V,单片录放时间长,音质好,适用于移动电话及其他便携式电子产品中。回放过程中PLAYE变化不会影响回放过程。表16-2 ISD1420引脚功能ISD1420的工作模式主要分为操作模式和地址模式。②当PLAYL、PLAYE或REC变为低电平,同时A6,A7为高电平时,执行对应操作模式。如果A6、A7同为高电平时,它们即为模式位。地址输入端A0~A7有效值范围为00000000~10011111,这表明最多可被划分为160个存储单元,可录放多达160段语音信息。......
2023-11-04
本系统设计的电动机驱动模块主要采用L298N作为驱动器,通过单片机的I/O输入改变芯片控制端的电平,即可以对电动机进行正转、停止等操作。表23-4 输入引脚与输出引脚的逻辑关系L298N引脚说明如下:5V:芯片电压5V。VCC:电动机电压,最大可接50V。图23-12 电源与电动机驱动原理图......
2023-11-04

1602液晶也叫1602字符型液晶,它是一种专门用来显示字母、数字、符号等的点阵型液晶模块。图23-9中单片机的P0口接LCD1602的D0~D7,作为单向数据线。单片机的P2.3,P2.4,P2.5分别接LCD1602的RS,R/W,E,作为LCD1602寄存器的选择、读写操作的信号线以及使能端,液晶背光接入电源VCC。液晶模块是用来显示存入单片机的信息,主要是通过红外遥控控制,来提取红外遥控发送的数据,然后把红外接收头获得的信息送到LCD1602上显示,其电路原理图如图23-9所示。......
2023-11-04
相关推荐