装配约束决定了部件中零部件结合在一起的方式。应用装配约束,可以限制零部件的自由度,使零部件正确定位或按照指定的方式运动。应用该对话框可为零部件添加装配约束。......
2023-06-28
装配环境中的下拉菜单中包含了进行装配操作的所有命令,而装配工具条包含了进行装配操作的常用按钮。工具条中的按钮都能在下拉菜单中找到与其对应的命令,这些按钮是进行装配的主要工具。
新建任意一个文件(如work.prt);选择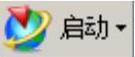 下拉菜单中的
下拉菜单中的 命令,进入装配环境,并显示图10.1.1所示的“装配”工具条,如果没有显示,用户可以通过在“定制”对话框中选中
命令,进入装配环境,并显示图10.1.1所示的“装配”工具条,如果没有显示,用户可以通过在“定制”对话框中选中 命令,调出“装配”工具条;选择
命令,调出“装配”工具条;选择 下拉菜单(图10.1.2)。
下拉菜单(图10.1.2)。
图10.1.1 “装配”工具条
对图10.1.1所示的“装配”工具条中的各选项说明如下。
A1(查找组件):该按钮用于查找组件。单击该按钮,系统弹出图10.1.3所示的“查找组件”对话框,利用该对话框中的 、
、 、
、 、
、 和
和 五个选项卡可以查找组件。
五个选项卡可以查找组件。
A2(打开组件):该按钮用于打开某一关闭的组件。例如,在装配导航器中关闭某组件时,该组件在装配体中消失,此时在装配导航器中选中该组件,单击 按钮,组件被打开。
按钮,组件被打开。
A3(按邻近度打开):该按钮用于按邻近度打开一个范围内的所有关闭组件。单击此按钮,系统弹出“类选择”对话框,选择某一组件后,单击 按钮,系统弹出图10.1.4所示的“按邻近度打开”对话框。用户在“按相邻度打开”对话框中可以拖动滑块设定范围,主对话框中会显示该范围的图形,应用后会打开该范围内的所有关闭组件。
按钮,系统弹出图10.1.4所示的“按邻近度打开”对话框。用户在“按相邻度打开”对话框中可以拖动滑块设定范围,主对话框中会显示该范围的图形,应用后会打开该范围内的所有关闭组件。
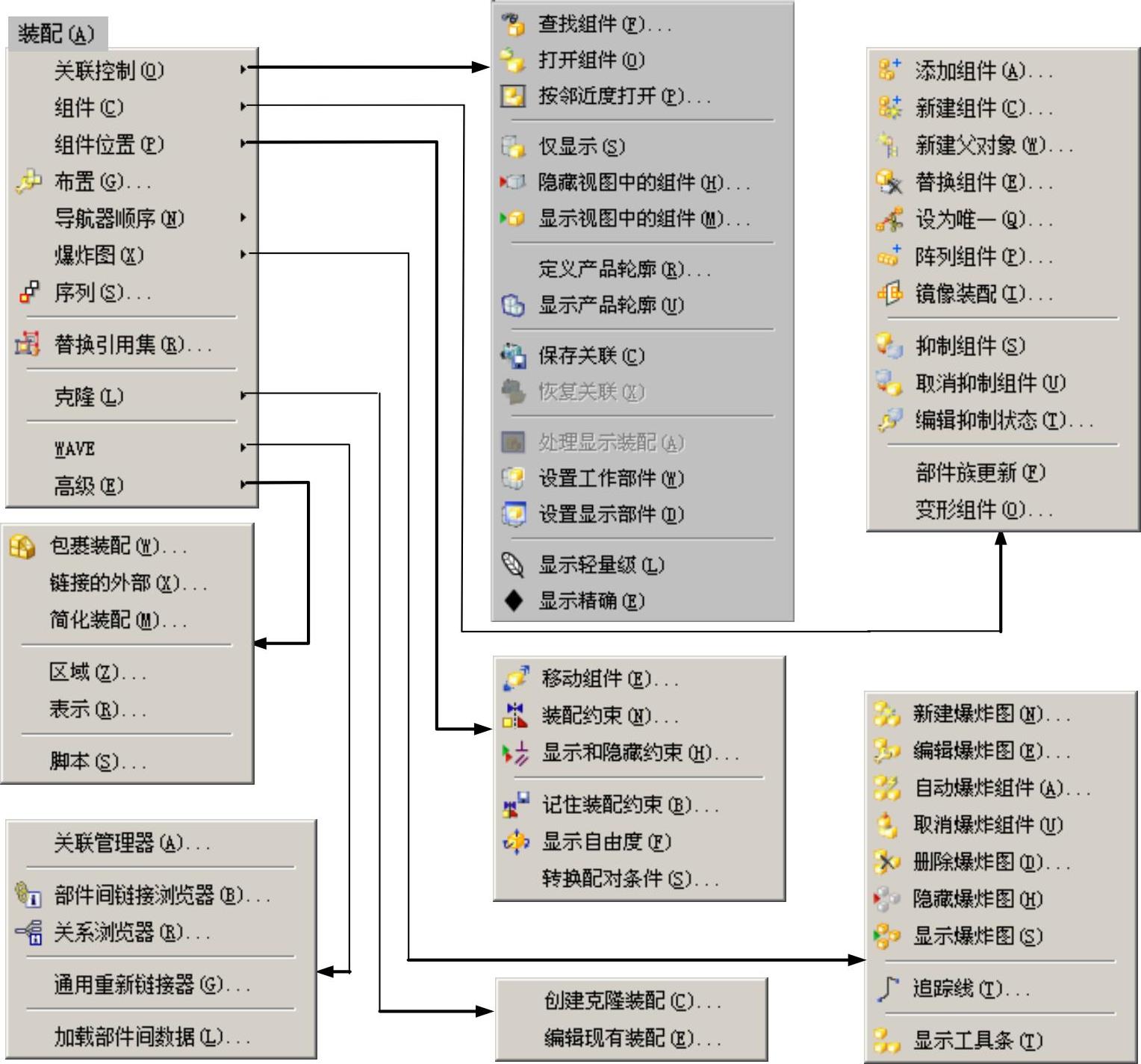
图10.1.2 “装配”下拉菜单
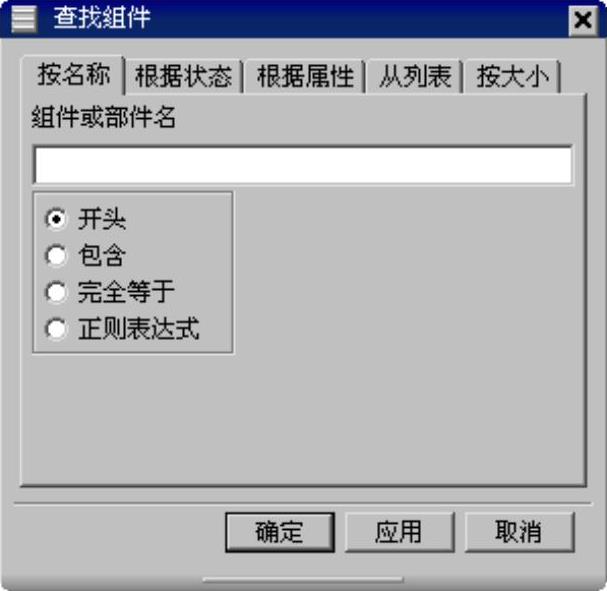
图10.1.3 “查找组件”对话框
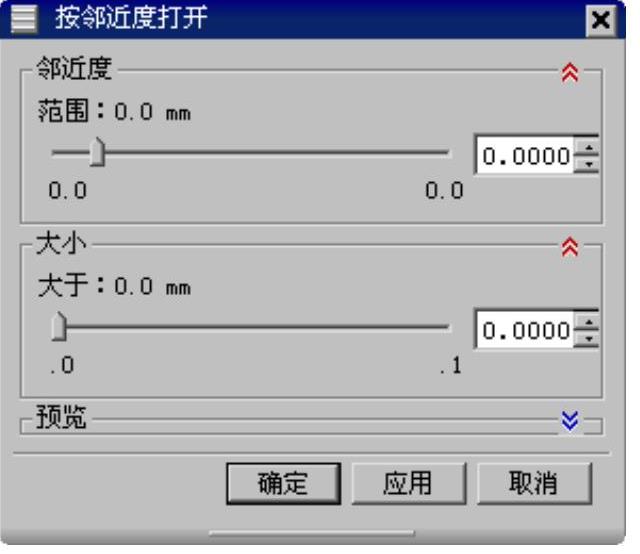
图10.1.4 “按邻近度打开”对话框
A4(显示产品轮廓):该按钮用于显示产品轮廓。单击此按钮,显示当前定义的产品轮廓。如果在选择显示产品轮廓选项时没有现有的产品轮廓,系统会弹出一条消息,选择是否创建新的产品轮廓。
A5(添加组件):该按钮用于加入现有的组件。在装配中经常会用到此按钮,其功能是向装配体中添加已存在的组件,添加的组件可以是未载入系统中的部件文件,也可以是已载入系统中的组件。用户可以选择在添加组件的同时定位组件,设定与其他组件的装配约束,也可以不设定装配约束。
A6(新建组件):该按钮用于创建新的组件,并将其添加到装配中。(www.chuimin.cn)
A7(阵列组件):该按钮用于创建组件阵列。
A8(镜像装配):该按钮用于镜像装配。对于含有很多组件的对称装配,此命令是很有用的,只需要装配一侧的组件,然后进行镜像即可。镜像功能可以对整个装配进行镜像,也可以选择个别组件进行镜像,还可指定要从镜像的装配中排除的组件。
A9(抑制组件):该按钮用于抑制组件。抑制组件将组件及其子项从显示中移去,但不删除被抑制的组件,它们仍存在于数据库中。
A10(编辑抑制状态):该按钮用于编辑抑制状态。选择一个或多个组件,单击此按钮,系统弹出“抑制”对话框,其中可以定义所选组件的抑制状态。对于装配有多个布置,或选定组件有多个控制父组件,则还可以对所选的不同布置或父组件定义不同的抑制状态。
A11(移动组件):该按钮用于移动组件。
A12(装配约束):该按钮用于在装配体中添加装配约束,使各零部件装配到合适的位置。
A13(显示和隐藏约束):该按钮用于显示和隐藏约束及使用其关系的组件。
A14(装配布置):该按钮用于编辑排列。单击此按钮,系统弹出“编辑布置”对话框,可以定义装配布置来为部件中的一个或多个组件指定备选位置,并将这些备选位置和部件保存在一起。
A15(爆炸图):该按钮用于调出“爆炸视图”工具条,然后可以进行创建爆炸图、编辑爆炸图以及删除爆炸图等操作。
A16(装配序列):该按钮用于查看和更改创建装配的序列。单击此按钮,系统弹出“序列导航器”和“装配序列”工具条。
A17(产品接口):该按钮用于定义其他部件可以引用的几何体和表达式、设置引用规则并列出引用工作部件的部件。
A18(WAVE几何链接器):该按钮用于WAVE几何链接器。允许在工作部件中创建关联的或非关联的几何体。
A19(WAVE PMI连接器):将PMI从一个部件复制到另一个部件,或从一个部件复制到装配中。
A20(关系浏览器):该按钮用于提供有关部件间链接的图形信息。
A21(间隙分析):该按钮用于快速分析组件间的干涉,包括软干涉、硬干涉和接触干涉。如果干涉存在,单击此按钮,系统会弹出干涉检查报告。在干涉检查报告中,用户可以选择某一干涉,隔离与之无关的组件。
有关UG NX 10.0快速入门及应用技巧的文章

装配约束决定了部件中零部件结合在一起的方式。应用装配约束,可以限制零部件的自由度,使零部件正确定位或按照指定的方式运动。应用该对话框可为零部件添加装配约束。......
2023-06-28

图3-25装配单元支撑架的安装示意图注:左右支撑架装配完毕后,再安装到底板上。为了确定装配台料斗内是否放置了待装配工件,使用光纤传感器进行检测。图3-28回转机构及装配台组装示意图回转机构;装配台组装装配单元的摆动气缸,其摆动回转角度能在0°~180°范围任意可调。图3-32机械手组件的组装装配单元的总装。表3-8装配单元总装步骤安装过程中的注意事项。......
2023-06-15

虚拟装配是建立各组件的链接,装配体与组件是一种引用关系。相对于多组件装配,虚拟装配有明显的优点:●虚拟装配中的装配体是引用各组件的信息,而不是复制其本身,因此改动组件时,相应的装配体也自动更新;这样当对组件进行变动时,就不需要对与之相关的装配体进行修改,同时也避免了修改过程中可能出现的错误,提高了效率。......
2023-11-23

若在运行中料仓芯件不足,则工作单元继续工作,但HL2以1 Hz的频率闪烁,HL1保持长亮。③装配子过程是一个单序列的周而复始的步进过程。“装配完成标志”为OFF状态,是防止发生重复装配的措施,其原理与加工单元主控过程所采取的防止重复加工的措施相同,即在一次装配周期结束时,置位“装配完成标志”,只有将装配好的工件取出,该标志才能复位,再重新放下待装配工件,才有可能满足初始步转移条件。图3-37装配单元供料过程部分梯形图......
2023-06-15

储罐的罐底一般选用板厚4~6mm的钢板搭接而成,其接头形式主要有搭接接头、对接接头和T形接头。壁板一般采用在工厂卷制,现场拼装的方式生产,厚度在8mm以下的钢板,装配拼焊可采用搭接接头。在大容器储罐的装配焊接中,若采用预制大板块的方法可达到较好效果。用埋弧焊完成的预制大板,在现场组装好后,再用焊条电弧焊方法焊接24(或18)条纵缝。......
2023-06-15
图9-6截止阀的装配图图9-7截止阀的轴测图重要的相对位置尺寸在装配时必须保证的尺寸,如图9-6所示的65,可以看成对内的位置尺寸,即手柄对主要孔的轴线的相对位置。......
2023-06-28

各类预制构件及其连接构造应按从生产、施工到使用过程中可能产生的不利工况进行设计,对预制非承重构件尚应符合2.13.6节8的规定。装配整体式结构的梁柱节点处,柱的纵向钢筋应贯穿节点;梁的纵向钢筋应满足2.13.3节的锚固要求。......
2023-08-28
无论装配体多大,总有一些最佳操作方法可使用户能够建立高效和快速的装配体。当装配体发生改变时,关联特征和它们的子特征必须重建。设计团队的成员可在同一时间操作不同的子装配体。子装配体可在独立的窗口中打开,与主装配体相比更小、更简单。把多数的配合置于子装配体中可以加快顶层装配体的计算速度。由零件组成的子装配体更易用于其他装配体。图4-28 子装配体细分图4-29 使用零部件阵列8)使用配置。......
2023-11-26
相关推荐