随着我国汽车工业的迅速发展和汽车保有量的不断增加,一个新兴的行业——汽车美容装饰悄然兴起,并且已遍及全国。所谓汽车装饰则是指通过加装附件,提高汽车的安全舒适性,使汽车美观并具有个性。围绕这一目的,进行的一系列工作,就是许多人眼里笼统意义的汽车美容。而今天的汽车美容由于借鉴了人类“美容养颜”的基本思想,被赋予新的仿生学内涵,正逐步形成现代意义的“汽车美容”。......
2023-09-29
1.整车修补涂装
整车修补涂装是汽车美容修补施工中最有代表性、最为全面的涂装工艺。它的关键是要保持有湿边,同时应尽量减少水平表面上的飞漆,以防止漆雾沉积到已干的部位而造成砂状表面。
在整车涂装程序中,目前较为普及以德国巴斯夫等公司推荐的两种方法的喷涂顺序最好。在喷漆室中首先喷涂车顶,然后是发动机前盖和侧面等,如图5-43所示。这样在尽量减少水平表面上飞漆的同时总能保持“湿边”,可以防止飞漆落到已干区域而产生砂状表面。如果有可能,选用下吸式喷漆室较好。这时由于有气流从车顶流向车底,雾形有所不同;另外一种方法是按照下面所示的喷涂顺序,它可以在保持飞漆最少的同时,使三个主要水平表面尽可能湿一些。按下面所示顺序操作,漆工还可以根据需要喷涂后面涂层,而在层间不会因等待前一层闪干浪费太多的时间。具体操作方法如下。
(1)车顶的喷涂
在车顶与风窗玻璃、后窗交界处采用带状涂装法进行涂装。首先从靠近漆工的车边缘的地方开始喷涂。尽可能保持喷枪与车顶表面在15~20cm左右等距,从左到右,再从右到左进行喷涂,喷成中等湿度(每层走枪都是从车顶的边缘开始)。由于修补施工时多采用重力式或虹吸式喷枪,受喷枪杯的影响,喷枪的俯角受到一定限制(要尽可能保持垂直,不要把喷枪拿歪)。以每层扇幅重叠覆盖60%~70%的方法从边缘向中心喷涂,一直喷涂到可以看见明显柔和的光泽为止。
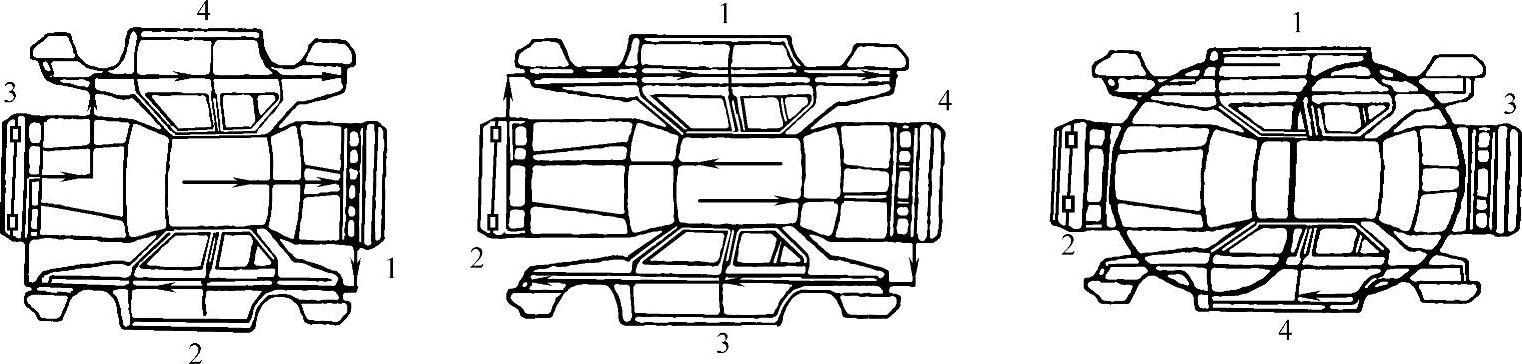
图5-43 喷涂轿车车身的先后顺序示意图
注:图中1~4为先后顺序。
(2)发动机前盖的喷涂
首先用粘性抹布把表面擦拭干净(注意:不得采用气枪来消除表面,以免前盖上的灰尘吹到刚刚喷过涂料的车顶上)。采用带状喷涂法喷涂风窗玻璃与前盖交界处(在前盖边缘最好不要采用带状喷涂法),扇幅重叠覆盖60%~70%。每层都从边缘到中心进行喷涂,随后喷另外一层,从中心开始往边缘移动进行喷涂,每层扇幅的覆盖约10cm。
(3)后盖的喷涂
用粘性抹布擦干净表面,要准备足够的涂料,避免因喷涂中途涂料用完造成色差。采用带状喷涂法,沿后窗玻璃的底边喷涂一遍,两层扇幅之间覆盖约60%~70%。随后换到另一边,从中心开始向边缘移动喷涂。在整个喷涂过程中,涂层要湿,走枪速度要快。每层扇幅的覆盖约10cm。
(4)侧面的喷涂
用粘性抹布擦拭表面,备足涂料,由于汽车侧面较长,需要采用分段喷涂法。在适合于油漆工走枪的距离处采用带状喷涂法垂直向下喷涂一层,以此分隔成段。在这一段内从底部或顶部开始走两道枪,先从左到右,再从右到左,采用一道喷涂法继续喷涂下去。每一道枪之间扇幅覆盖50%,直到这一段表面全部被喷涂覆盖完毕。接着转移到下一段,也是先采用带状喷涂法垂直向下喷一枪,划出第二段。重复上述操作,喷涂第二段,如此重复直到该侧面全部喷涂完毕。
2.整板修补涂装
汽车车身的某一部分,如前盖、车门、后盖等整板大面积的涂层遭到破坏时,就要进行整板修补涂装。一般可能出现两种情况:其一是在板面上没有大的变形或裂痕,只需要对整块板面进行面漆涂装;其二就是板面被破坏,需要整修后面再安装到车身上。前者可以在车身清洗后,涂抹封闭隔离漆,再直接喷涂面漆;后者必须在车身清洗后进行除锈、防腐、涂底漆、刮腻子填补凹凸不平之处,然后喷涂中间漆、封闭隔离漆之后,才能喷面漆。
整板修补与整车修补不同。整车修补时,面漆的颜色不作重点考虑,因为只要保持整车颜色的一致性,并与客户指定的颜色色号相符即可。而整板修补必须考虑到这块的颜色与车身上其他部位原厂漆的色差问题,所以,在进行整板修补之前,必须将修补漆的样板与车身上其他原厂漆的部位进行严格比色,待正确无误后才能正式开始涂装。具体操作如下。
(1)硝基面漆的喷涂
硝基漆由于固体含量低,成膜较薄,因此,喷涂层数要多些,喷涂压力为0.4~0.55MPa,粘度约为18~23s(涂4粘度计)。
喷涂第一道硝基漆时宜少宜薄,如喷涂量过多过厚,稀释剂易将底漆咬起。喷涂时,喷枪与物面距离可适当远些,枪头喷出扇面可适当调宽,重叠宽度约为1/3~1/2。喷涂的时间间隔约为20min左右。
喷涂第二、第三道时,可采用横喷、纵喷、再横喷的顺序,使漆膜均匀,待漆膜完全干燥后,用细砂纸轻轻打磨全部漆面,使漆面无光无揭面(注意不漏打、不磨穿,如用水砂纸需擦净水迹)。干燥后,用硝基快干腻子刮补砂眼及缺陷,再等干燥后用细砂纸打磨直到使整个漆面无砂眼、无缺陷。最后对整个漆面再喷涂硝基漆2~3层。
如果在喷涂时出现发白现象,可在稀释剂中加体积分数为20%的F—1硝基漆防潮剂,即可消除发白现象。施工要求:喷涂均匀,色泽均匀鲜艳,无流痕、无粗粒、无揭皮。喷涂后10min表面干燥,完全干燥约10~12h。
在喷漆施工中常用进口硝基漆,主要有两类:一类是硝基型素色漆,如英国ICIP030系列单工序硝基纯色磁漆;另一类为二工序硝基底色漆,如ICIP032系列二工序硝基银底色漆(包括二工序银底色漆、三工序纯色漆、二工序珍珠色漆、三工序珍珠色漆)。
1)英国ICIP030系列单工序硝基纯色漆,是丙烯酸硝化棉型漆。在施工中用P850—804稀释剂,配比为1∶1,喷枪压力为0.31~0.39MPa,喷涂2~3层,每层间隔时间5~10min,表干约5~10min,打蜡与抛光建议等过夜干燥后进行。当气温在30℃以上或相对湿度超过85%时,应在漆料中增加体积分数10%~20%的P851—727化白水(防潮剂),这样能改善涂膜的流平性,同时防止涂膜发白。
2)英国ICIP032系列二工序硝基银底色(金属)漆,属丙烯酸硝桦棉型漆。施工时分喷途银底(金属)色漆和单组分快干清漆或双组分镜面清漆两步。
P032系列二工序硝基银底(金属)色漆是为面漆提供颜色和遮盖力的,施喷于已作过处理的底漆和完好的旧漆上。薄层预喷时银底色漆用P850—804稀释剂,配比为1∶2.5,喷枪压力为0.31~0.39MPa,喷射距离约为20~25cm,枪的移动速度要适当加快。间隔10min后,进行着色喷涂,喷涂时涂料粘度、压力的大小,喷枪与物体的距离均与头道预喷时相同,但移动速度可适当放慢,约40~50cm/s。喷涂2~3层,每层间隔10min,静置至银底色漆呈现均匀表面。干燥20~30min后,再施喷单组分快干清漆或双组分镜面清漆。当气温超过30℃或相对湿度在85%以上时,应在银底色漆中添加适量的P351—727化白水(防潮剂),以防止涂膜发白。在喷涂银底色漆时要注意:底层必须用二道底漆封闭,施工过程中表面不能喷得过于湿润,操作中应使用洒喷法,不像其他色漆需要流平性。若涂膜产生流平,则会使金属粒子聚集,产生色差,造成金属粒子不均匀。每层间隔时间较一般色漆长,喷枪喷幅应加大,喷幅重叠以3/4为宜。喷涂油漆需均匀,如出现颜色不均,可继续采用降低粘度,通过喷洒漆雾法修正不均匀部位。
单组分快干清漆(ICI190—390),可提供面漆罩光及保护银底(金属)色漆,施工时适合单独罩光大面积不需稀释,如必须可加入少许稀释剂。若温度太高或相对湿度太大,可加入体积分数为5%~10%的P851—727化白水(防潮剂),以防发白及漆膜粗糙。施工时喷枪压力为0.24~0.28MPa,喷涂一单层(或二双层),每层间隔约10min。表干约10~15min,打蜡抛光建议在过夜干燥后进行。
双组分镜面清漆,须按说明书规定的比例、型号加固化剂及稀释剂,喷涂中采用湿对湿喷涂法。连续喷涂两单层,每层间隔时间约5~10min。
(2)醇酸树脂面漆的喷涂
醇酸漆是20世纪50~60年代汽车面漆的主要品种,属氧化固化型涂料,其耐候性、机械强度和附着力等显著优于硝基漆,因而取代了硝基漆。但由于其装饰性(外观、光泽、漆膜丰满度)较差、硬度低、耐候性能差、耐水性差(在湿热的气候条件下易起泡)、施工性能也较差,现在已几乎被氨基醇酸树脂漆代替,仅用于重型汽车或在无烘干条件时使用。
醇酸漆的喷涂通常采用湿喷湿工艺。可用X—6醇酸稀释剂调整至粘度为25s(涂4粘度计)左右,喷涂压力约为0.4~0.5MPa,喷涂一层宜少宜薄,第一层喷涂后,不待漆膜干燥就连续在湿膜表面再喷涂第二层、第三层,喷到所需的厚度,使漆膜一次成型。
湿喷湿工艺要点:醇酸漆中溶剂挥发(如溶剂汽油、二甲苯等)需要一定时间。温度愈高,溶剂挥发愈快,成膜物氧化聚合反应也愈快,其喷涂间隔时间愈短;气温低则相反。若间隔时间控制不当,会使漆膜发生流挂、起皱等弊病。表5-15为醇酸漆在不同温度下的控制间隔时间。
表5-15 醇酸漆控制喷涂的间隔时间

(3)热塑性丙烯酸面漆的喷涂
该产品属自干性喷漆,主要特点是快干、高遮盖力和良好的保光、保色性能,抛光性也极好。它可以直接喷涂在脱脂钢板、原装汽车涂层、经磨花及除去油污后的旧漆膜、隔离底漆、“新劲”680与590底漆、填沙眼漆灰等基材表面。其施工工艺如下。
1)油漆准备。采用亚加力面漆,此漆由亚加力(快干、慢干)稀释剂以100∶150(8号尺)兑稀粘度为12~15s(DIN4杯,20℃)。
2)设备准备。喷枪枪嘴1.5mm(重力式)或1.8mm(虹吸式),喷枪压力为0.2~0.4MPa。
3)喷前试验。为使喷涂面漆的色相与原装面漆色相一致,应进行如下程序的试制
① 在小样板上喷涂几层面漆,每层之间要有一定闪干时间(根据商品说明书)。
② 调整稀释比、空气压力等参数,使样板的颜色与车身原厂漆的颜色一致。
③ 为比较准确起见,将样板喷涂至全遮盖。
④ 以不同的角度仔细对比颜色,并以上述办法进行微调,直至明度、色相完全一致。
4)正式喷涂。在一切准备工作完备后,正式喷涂面漆到汽车车身待喷涂的板面上,而且要达到全遮盖。每层之间要留有足够的挥发时间。最后一层时可加入30%的亚加力清漆,进行混合稀释后喷涂,这将有效提高漆膜光亮度。
5)喷涂后最好干燥3~4天再打蜡、抛光。
6)在施工中,当环境温度超过25℃或相对湿度超过70%时,涂膜会出现漆面粗糙、泛光及发白现象。因此须在漆中加入化白水(防潮剂)以改善漆膜性能。另外,施工时一般喷涂3层,每层闪干时间为4~8min。
(4)丙烯酸改性醇酸面漆的喷涂
丙烯酸改性醇酸涂料较醇酸漆改善了干性速度,缩短了涂层的不粘灰时间,提高了涂层的硬度、耐候性及耐介质性能,保留了醇酸树脂涂料所固有的丰满涂层外观,避免了一些双组分涂料给施工带来的诸多不便等。其施工工艺如下。
1)按照产品说明书的要求将涂料稀释,并根据环境选择适当的稀释剂。
2)喷涂程序同热塑性丙烯酸面漆的喷涂施工。
3)根据已调整好的施工工艺,正式喷涂到汽车车身待修补的板面上,而且要达到全遮盖。颜色不同时,喷涂的层数也不一样。根据说明书的要求,每层之间要留有足够的挥发时间。
4)待色漆按说明书的要求干燥一定时间后,在其涂层表面再喷涂2~4层含金油(镜面清漆)的丙烯酸改性清漆。
5)待清漆干燥1~2h或不沾灰后,才能移出喷漆间。
(5)丙烯酸聚氨酯面漆的喷涂
丙烯酸聚氨酯涂料为双组分涂料,由含羟基丙烯酸树脂和含异氰酸基的脂肪族二异氰酸酯类混合而成。其主要特点:优良的耐候性、保光性、保色性,比聚酸聚氨酯的耐紫外光性能要好,涂层的物理力学性能和耐介质性优良,室温固化,特别适合于汽车修补施工。其施工工艺如下。
1)先将其表面用P600号水砂纸或P500号砂纸打磨好,再用R—MPK700清洗溶剂清洗,并涂以P—M双组分底漆。
2)如果待修补部位的旧涂层属于硝基纤维素或热塑性丙烯酸涂料,则必须把该涂层全部打磨掉,或用双组分底漆将其全部覆盖。
3)喷涂程序同热塑性丙烯酸面漆的喷涂施工。
4)涂料配比:R—MSolo素色漆4份,加D5000固化剂1份,加HS300稀释剂1份混合,混合后的漆料在室温下需在3~4h内用完。
5)施工条件:喷涂压力0.3~0.4MPa,喷嘴口径1.3~1.5mm(重力式)或1.7~1.8mm(虹吸式)。
6)根据已调整的施工工艺,正式喷涂到汽车车身待补的板面上,而且要达到全遮盖。先薄喷1层,间隔5min,再湿喷1层,总厚度应为60~70um。
7)待色漆干燥后,可根据需要喷涂清漆罩光。
8)待表面达到不沾灰约1h后,把汽车移出喷漆间或转移到烘房烘烤。
(6)底色漆加清漆系统的喷涂
目前车主对汽车漆的要求不断提高,不仅要求有五彩缤纷的鲜艳色彩,而且还要有清澈明亮的镜面效果。当前汽车涂层一般采用包括线性底色、银底色、珍珠色的底漆加罩面清漆的二工序工艺。现以英国ICI2K漆二序的操作工艺为例,具体说明此类漆的喷涂施工工艺。
1)采用中性洗涤剂洗涤板面,再用清水彻底清洗干净。以清洁布沾湿P850—14除油剂(快干)或R850—1402除油剂(热天用)擦抹于工作表面除油,随后立即用另一块清洁布擦干。
2)如发现凹陷、裂缝等部位,用P551—1050腻子(原子灰,不能用于镀锌铁板表面)或P551—1052万能腻子(可使用于镀锌铁板上)填补平整后细磨。
3)如有微填针眼、砂纸痕及刮痕,可用P551—1059/1060幼粒腻子填补。填补后的金属表面建议用P400号砂纸干磨。
4)根据喷涂需要进行小心,严谨的胶带贴护,并用除油剂除油。
5)喷涂一层P565—597磷化底漆于裸金属表面(配比:磷化底漆1份加P275—61固化剂1份),并立即喷二道底漆。
6)以P565—7612K填霸底漆或P565—8802K快干厚膜底漆4份加P210—925/6固化剂加850—1492/32K稀释剂体积分数40%混合后喷涂3层,间隔5~10min,并喷上研磨指示层以达到更完美的打磨效果。或者以P565—7772K超能免磨底漆或P565—6682K透明底漆2份加P210—925/62K固化剂1份加P850—1492/32K稀释剂体积分数40%混合后喷涂2层,间隔5~10min。干燥后,用P800号水砂纸作彻底打磨。
7)涂布面漆的处理:先用气压清除车身的脏水,再更换贴护纸或胶带,然后可用P850—14除油剂除油,最后用粘尘布除尘。
8)涂液配比:P422—系列银底色、纯底色、珍珠色1份加2K稀释剂1份。喷涂压力为0.3~0.35MPa,喷嘴口径为1.4~1.6mm。
9)为了验证底色漆颜色的正确与否,可以按以下程序作喷涂板试验:在样板上喷涂2~3层底色漆,每层之间闪干5min;调整压缩空气压力、稀释比、稀释剂的配方等,直到颜色与原装漆的颜色完全一致;在样板上喷涂至全遮盖,根据要求的时间放置干燥,然后再喷涂2~3层罩面清漆,每层要留有一定的闪干时间,待干燥后再把它与原车上的颜色进行对比,如果样板的颜色与原车待修补板面附近的颜色(包括明度、色相等)完全一致,就可以进行正式喷涂施工了。
10)按照上述喷涂样板的工艺,在待修补的表面上喷涂1层底色漆,闪干5~10min。然后喷涂第二层底色漆,喷涂的范围比第一层的面积要稍稍大一点,闪干后喷涂第三层底色漆,喷涂的范围比第二层的面积更大一些。
11)底色漆一般不打磨。但如果表面确实存在某些缺陷,如疵点、色相不正、严重揭皮纹等,一定要打磨,可先采用超细砂纸轻轻地将那些缺陷打磨。然后将表面清洗干净,再根据需要喷涂1~2道底色漆。
12)清漆配比:以P190—625皇牌清漆2份加P210—925/6固化剂1份加P850—1492/3稀释剂体积分数5%~15%混合后使其达到施工要求。
喷漆压力为0.35~0.4MPa,喷涂口径为1.4~1.6mm,将兑稀后的清漆喷涂到整块板上。根据需要一般喷涂二层以下,大约中等湿度的涂层,每层相隔10~15min。
13)在相邻的板面上作润色施工时所需的材料,可采用将清漆兑稀体积分数200%后使用。
14)自干(20℃)16h,或60℃烘烤35min后可进行抛光。
15)用P150号水砂纸磨平尘点或小垂流,用P562—32幼蜡去除砂纸痕(机械打蜡效果更佳),再用P971—29超级蜡水抛光漆面及去除划痕(机械抛光效果更佳),最后用P971—9油蜡作漆膜保护层(也可机械打油蜡)。
3.斑点修补涂装
斑点修补涂装比整板修补涂装更要注意光泽一致,表面的鲜映性也大体相同,与四周几乎浑然一体,肉眼看起来几乎完全无法分辨,所以必须有良好的润色工艺使被修补斑点的四周呈平缓、逐步的过度。
(1)斑点修补前的表面处理
1)用中性洗涤剂和水清洗车身。
2)用溶剂清洗车身。
3)磨斜口(俗称薄边)。如果新漆层直接盖在旧漆面的损坏部位,那么损坏的漆膜外形就能透过新漆层显露出来。因此必须把已遭损坏部位的边缘打磨成逐渐变薄的平滑过渡状态。当修补漆膜的破坏程度还没有深到金属基材时,则这里的薄边要求更为精细、平滑,为无痕迹修补创造条件。
如果用磨块磨斜口,其步骤:当修补面积直径在15~20cm之间(较小的面积)时,建议用橡胶打磨块或其他体积较大的打磨块垫包砂纸进行打磨,打磨的方法采用划圆圈砂的方法。对于大面积打磨则是走直线砂。采用手工打磨时首先用80号粗砂纸磨掉破损部位的外缘,再用240号砂纸打磨,然后用360号或400号砂纸打磨。打磨过程中要经常用海绵蘸水,使表面始终保持湿润,除去粗砂纸打磨时留下的痕迹。
如果用打磨机磨斜口,建议采用装有柔性衬垫的轨迹式或双作用打磨机。用磨盘约2.5cm宽的外边打磨粗糙的漆面边缘。打磨机与被磨表面的夹角不能大于10°,否则会在漆面上磨出沟来。
粗糙的漆面磨平后,把磨盘放平,前后移动打磨机磨出斜口。按从里向外的方向打磨整个破损部位。在施工期间,应经常停下来用手摸一摸,看看还有没有粗糙边缘。整个外边缘都要磨出新口,所有原来损坏的边缘都要磨掉,以免重涂漆时起皮。表面磨光滑后,当出现了面漆和底漆的环带时,磨斜口的工作才算完成。斑点修补前表面处理如图5-44所示。
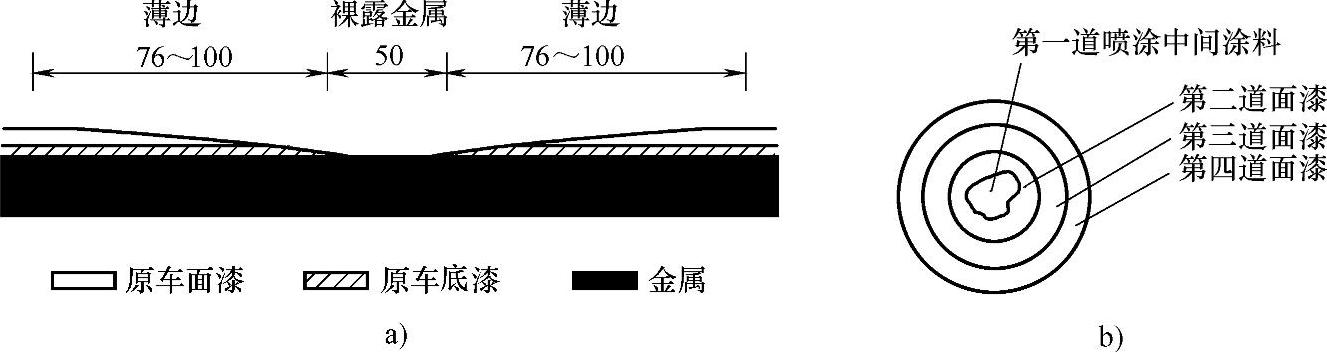
图5-44 局部斑点修复的薄边与润色
a)薄边剖面 b)润色
4)对斑点中心裸露出的金属基材进行除锈后,按照产品说明书的要求,用双组分金属表面调整剂进行处理。稍后用抹布蘸水,擦拭涂有金属表面调整剂的表面及其周围区域。要反复擦拭几次,直到擦拭干净为止。
5)在裸露出的金属表面上,应覆盖与原来底漆相匹配的底漆,要避免交联型的底漆夹在挥发型涂层之间,随即喷涂3~4层中间涂料,喷涂新漆要比原面漆稍高些(中间涂层一般收缩50%),干燥30min后,用400号砂纸进行打磨。
中间涂层和相邻原装面漆的加工,采用400号水砂纸蘸水打磨中间涂层的中心部位,打磨中间涂层须平滑地延伸到原来面漆的上面。采用手工抛光的方法,清除相邻原面漆上的过喷,并擦拭打磨中间涂层的边缘,同地对本色漆上面整个润色区域进行抛光。用蘸有少量水和清洗溶剂的抹布把已抛光的表面擦拭干净。
对改性丙烯酸面漆进行斑点修补时,打磨中间涂层要特别注意先采用400号砂纸打磨斑点周围过喷的边缘。打磨时要注意采用适当的打磨模块蘸水打磨,开始打磨时不要打磨斑点的中心部位。在打磨斑点的中心部位时,要经常注意打磨的进度,千万不可打磨过头。一旦发现斑点中心部位的粗打磨痕迹被打磨平整,马上停止打磨。要注意打磨过程中中间涂层如何平滑地延伸到原来的面漆上面。最后,再次用蘸有水和少许清洗溶剂的抹布将打磨好的表面擦拭干净。
(2)斑点修补时面漆的施工
1)素色漆的喷涂。斑点修补和整板修补所用面漆的品种是一样的,但涂料的施工工艺却有所不同。在素色漆的喷涂中,主要以热塑性丙烯酸面漆的喷涂为例来介绍其施工工艺。
① 喷涂前的准备。首先全面检查涂料的品种、色号、稀释剂的型号及喷枪等设备的完好情况。在确定涂料已经搅拌均匀的情况下,准备好两把喷枪。第一把喷枪的喷杯上做好记号“色漆”,放入已配好的面漆。把喷枪暂时设定在中间位置上,进行样板喷涂,记录其喷涂层次、间隔时间、稀释比、喷枪压力等,以便使所获得的面漆的颜色与原装面漆的颜色一致。为了与原厂车面漆的颜色相比较,以全遮盖的方式喷涂样板,直至调色结果满意为止。在第二把喷枪中加入以1份慢速稀释剂加1份中速稀释剂加体积分数5%的热塑性丙烯酸清漆混合后的漆料,在喷杯上做好“消雾圈涂料”的记号备用。
② 面漆的喷涂施工。先用第一把喷枪在中间涂层的表面上喷涂第一层面漆,每次走枪开始和结尾时采用收边施工法。然后用第二把喷枪喷涂消雾圈涂料于斑点的边缘,间隔数分钟后,以同样的方法喷涂第二层、第三层,每一层都要比前一层范围大些,直到达到全遮盖。喷涂后,在常温下干燥1h,随后喷涂3层热塑性丙烯酸清漆。这里用的清漆用慢速稀释剂稀释至体积分数为200%,最后用消雾圈喷剂喷涂丙烯酸清漆的边缘。自干1天(最好1周)后,才能进行抛光操作。由于热塑性丙烯酸漆喷涂后大约要收缩50%。所以必须在施工时预留一定的系量。
2)二工序漆的喷涂。二工序面漆的涂装也与素色漆涂装一样,要将已遭损坏部位磨斜口,清除旧漆,并进行除锈、喷涂中间涂料,以便打磨后喷涂面漆。
① 二工序热性丙烯酸面漆的喷涂,主要包括色漆的喷涂和清漆的喷涂。
底色漆的喷涂:首先采用清洗溶剂清洗整个打磨后的表面,严格按照产品说明书的标准,喷涂增粘剂到整个打磨过的表面上,干燥30~60min。根据说明书的要求先准备好喷枪,喷杯中装上热塑性丙烯酸底色漆,按照素色漆同样的要求先喷好底色漆。在施工中应注意底色漆切不可打磨,如果出现非打磨不可的情况,则底色漆必须干透后,才能再用超细砂纸进行湿打磨,而且操作时务必小心谨慎。
清漆的喷涂:在对热塑性丙烯酸清漆喷涂时,先按照说明书的要求稀释,检查粘度合格后将其装入喷杯中,做好记号“清漆”。配制消雾圈涂料,装入另一个喷枪中,做好记号“消雾圈涂料”。将喷枪压力调整为0.25~0.28MPa,喷涂清漆2~3层中等湿度的涂层,每层间隔时间为15~20min(作润色时一直扩展到邻近的板面上,但不要超过喷涂过增粘剂的区域,喷涂消雾圈涂料到清漆的润色区域,在0.14MPa压力下,喷涂消雾圈涂料至整个涂过清漆的表面上)。抛光前要干燥24h以上,直至清漆完全干透,然后采用抛光机进行抛光。
丙烯酸聚氨酯清漆是底色漆罩光最好的清漆系统,喷涂后不需要抛光就能得到良好的光泽和鲜映性。喷涂清漆前,要让热漆塑性丙烯酸面漆干燥2h以上(如有必要,在喷涂清漆前可对丙烯酸面漆作轻微的抛光),然后可以用丙烯酸聚氨酯清漆罩光。丙烯酸聚氨酯清漆是双组分漆,与固化剂的配比必须十分准确,喷涂压力一般为0.35MPa,在待修补区域喷涂2~3层中等湿度的涂层,每层间隔15~20min。如在夏天可在配好的聚氨酯混合料中添加50g/L左右延缓剂以改善其流动性。此时干燥时间必须适当延长,最好在24h以上(如有必要应进行润色加工;如发现表面存在着疵点或灰尘,可在清漆干燥48h后再进行打磨抛光)。
② 丙烯酸聚氨酯清漆的修补。首先用清洗溶剂清洗表面,对修补表面进行加工,做好磨砂工作后涂底漆,喷涂热塑性丙烯酸底色漆至全遮盖。干燥2h以上,按照说明书要求喷涂丙烯酸聚氨酯清漆,干燥12h,或在推汽车出喷漆间之前干燥数小时。
有关汽车美容装饰技师实用读本的文章

随着我国汽车工业的迅速发展和汽车保有量的不断增加,一个新兴的行业——汽车美容装饰悄然兴起,并且已遍及全国。所谓汽车装饰则是指通过加装附件,提高汽车的安全舒适性,使汽车美观并具有个性。围绕这一目的,进行的一系列工作,就是许多人眼里笼统意义的汽车美容。而今天的汽车美容由于借鉴了人类“美容养颜”的基本思想,被赋予新的仿生学内涵,正逐步形成现代意义的“汽车美容”。......
2023-09-29

汽车美容与汽车维修的差异,与人去美容院和去医院的不同目的相似。汽车美容是近年新兴起的产业。曾经有许多人将专业汽车美容与传统的洗车打蜡混为一谈。汽车美容服务一般有如下三项内容。美容行业销售的汽车相关物品,一般以不解体作业为行业界限。专业汽车美容应具备如下三种特性。......
2023-09-29
纵行喷涂法也叫“单层喷涂法”。纵行喷涂法的特点:漆膜薄而均匀,操作时省力、省料、省工、易掌握,主要适于各种汽车头道底漆的喷涂。分段喷涂时,每段可按纵行喷涂法连续喷涂二次,使漆膜有一定的厚度,依次将顶面喷好。......
2023-09-29

纵横交替喷涂法也叫“横、竖交替喷涂法”。如三道喷涂时,可先横、竖交替各喷一道,再纵行重叠压枪细致喷涂一道即可。喷涂方法同硝基漆。......
2023-09-29

一般视漆面的状况选择不同型号的水砂纸,例如经久的油漆,可用1500#水砂纸去除;大面积的地方如车盖、车顶、车尾,可配合板擦施工;去除异物后可用2000#砂纸做修整处理,再配合研磨处理。水砂纸的平整能力强、去除异物的速度快,是施工时可选择的项目之一。......
2023-09-29

机械除锈主要是利用一些电动、风动工具来达到清除铁锈的目的。常用电动工具如电动刷、电动砂条,风动工具如风动刷等。机械除锈法通常有喷砂、喷丸或抛丸等除锈方法。喷砂机主要由储砂箱、喷砂室及工作台组成。处理氧化皮和铁锈使用的丸粒粒径为0.5~1.5mm。粒径过细不能保证完全清除掉氧化皮;粒径过大则会产生粗糙度不均匀的粗糙表面,影响涂膜的外观质量。......
2023-09-29

给皮革补充油脂,使之柔软丰满,延长皮革的使用寿命。使用方法:1份色膏+4份汽车皮革涂饰剂+15滴汽车真皮胶粘剂+10滴汽车真皮粘合剂,混合使用。用法:将汽车真皮胶粘剂按1%~3%的比例混于汽车皮革涂饰剂内。......
2023-09-29

所以要想保持座椅和地毯清洁,只要花点工夫,立即处理突发的污染事件即可。4)番茄酱及口红。在车内吃汉堡包时,不小心将番茄酱滴在座椅或地毯上,可用冷水浸湿的抹布擦拭,如果痕迹深,可以喷些泡沫清洁保护剂;口红污染了座椅,首先用比较钝的小刀轻轻刮掉口红,不要将座椅布刮破,刮不掉的部分可以喷上泡沫清洁保护剂。图3-6 清理受污后的地毯......
2023-09-29
相关推荐