铜止水片安装应准确、牢固,其鼻子中心线与接缝中心线误差为±5mm。不得使用变形、裂纹和撕裂的聚氯乙烯或橡胶止水带。橡胶止水带连接宜采用硫化热黏结;PVC止水带的连接按厂家要求进行,可采用热黏结。止水带安装应由模板夹紧定位,支撑牢固,其上或下50cm范围内不宜设置水平施工缝。......
2025-09-29
在喷涂施工中,最重要的应该是具备丰富的喷涂经验和正确的喷枪操作技术。
1.喷枪的调整
雾形的好坏取决于漆滴混合的好坏,漆料应该在构件表面上形成平滑的中湿涂层,不能出现流挂。如果做好以下三项基本的调整,就可以在正常条件下获得合适的雾形、漆膜湿度和气压。
(1)气压调整
由于有摩擦,空气从干燥器、调压阀流到喷枪时压力有所损失,其差别取决于输气管的长度和直径。测量这一压降的方法是在软管接头和喷枪之间接一个调压阀,用来检查和控制喷枪压力。
(2)用雾形控制阀控制雾形的大小
把控制阀全拧进去可得到最小的圆形喷束,把旋钮全拧出来得到的雾形最大。
(3)用漆流控制阀,按选定雾形调整漆流量
在操作时应按具体要求进行调整。另外在操作时应注意,最佳喷雾压力是指能获得理想的雾化程度、流速和喷束宽度的最小压力。压力太高会因飞漆而浪费大量油漆,抵达构件表面前溶剂挥发快导致流动性变差;压力太低会因溶剂保留得多导致干燥性能变差,漆膜容易起泡和流挂。气压值应随喷涂漆料的不同而不同。
2.喷枪的使用方法
(1)掌握好喷枪在移动过程中与被喷构件的角度
喷涂角度及喷枪的握持法如图5-34所示。为了便于操作,操作人员应以一字步或丁字步站立,在喷枪移动过程中,不论是横形的喷雾还是纵形的喷雾,在上下或左右移动时,均要保持喷枪与工作表面成直角,并以与表面相同的距离和稳定一致的速度移动,否则漆膜可能不均匀。绝不可由手腕或手肘作弧形的摆动,否则被涂构件的漆雾流会厚薄不匀,厚处可能出现“流挂”,薄处可能出现“露底”,一部分漆雾在空气中流失。只有在小面积喷涂时才允许喷枪作扇形摆动,因为这时要求漆膜中间厚两边薄。
(2)掌握喷枪嘴与被涂构件之间的距离
如图5-35所示,一般喷涂距离为20cm左右(可按油漆供应商提供的工艺条件操作)。如果距离太近,会因速度太快而使湿漆膜起“揭皮纹”或“流挂”;如果距离太远,稀释剂挥发太多,会形成砂状表面,还会使飞漆增多。而正常的喷涂距离应与喷枪气压、喷枪的扇面调整大小以及涂料的种类相配合。
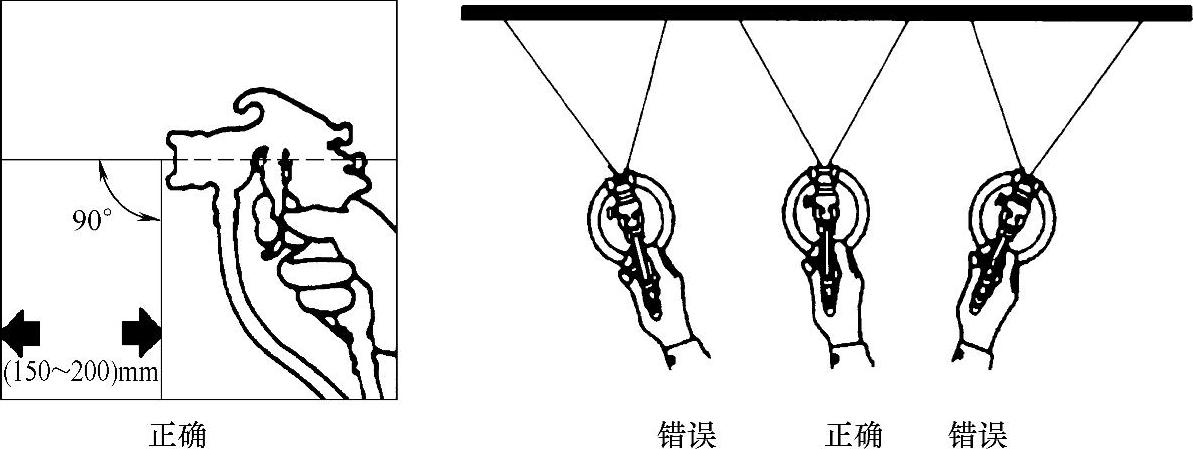
图5-34 喷涂角度及喷枪的握持法
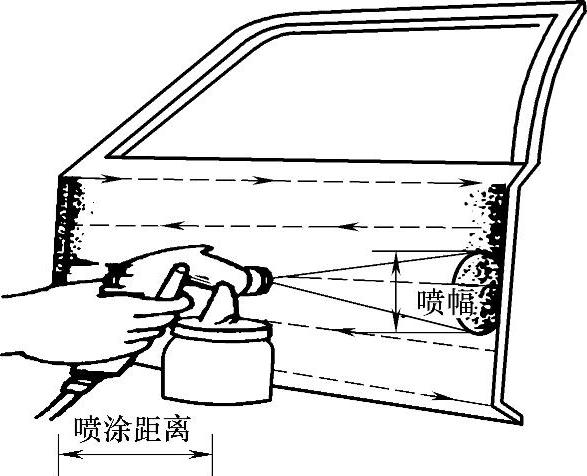
图5-35 喷雾图样
(3)掌握好喷涂气压
选择正确的喷涂气压要考虑多种因素,如涂料的种类,稀释剂的种类(快、慢),稀释后的粘度等。在喷涂操作时应尽量使液体物料雾化,同时又要求液体物料中所含溶剂的蒸发尽可能少。一般调节压力为0.35~0.5MPa或进行试喷而定。要养成严格遵守油漆厂商产品说明书所提供的施工参数的良好习惯,以便达到理想的效果。合适的喷涂气压能获得适当的喷雾、散发率和喷幅的最低要求。压力过低可能会导致雾化不好,油漆像雨淋一样喷涂到构件的表面,容易产生流挂、针孔、起泡等现象,如图5-36所示。而压力过高可能会导致过度蒸发,严重时形成所谓干喷现象。
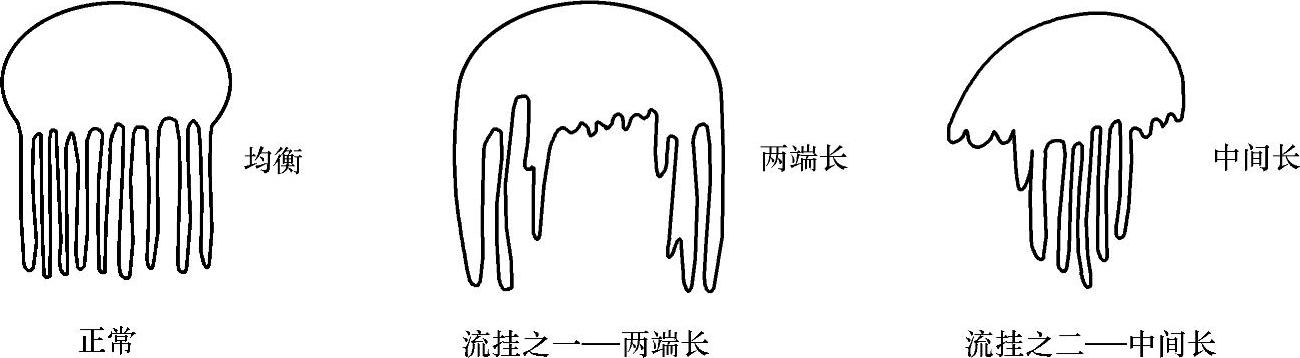
图5-36 漆膜正常及流挂示意图
(4)掌握好雾形
喷涂前必须在遮盖纸上测量雾形,这一点很重要,是对喷枪的距离、气压的综合性的测定。试验时喷嘴与墙面相距约手掌打开时一手宽,把扳机扳到底再立刻放开,喷出的漆会在试纸上留下细长形状的印迹。然后测试雾形内油漆分布的均匀性。放松气帽卡环,拧动气帽,使气帽角处在垂直上下的位置,这时气帽产生的雾形是水平方向。再次喷涂,这次一直扳住扳机,直到漆液开始往下流(此为淹没雾形)。检查各段流挂的长度,如果各项调整正确,各段流挂的长度近似相等;如果喷束太宽或气压太低,流挂呈分开形状,可把雾形控制阀拧紧半圈,或把气压提高34.5kPa,交替进行这两项调试,直到流挂长度均匀;如果流挂中间长两边短,则是因喷出的漆太多,应把控漆阀拧紧,直到流挂长度均匀。
(5)掌握好喷枪移动的速度
喷枪的移动速度与涂料干燥速度、环境温度和涂料的粘度有关。一般移动速度约为0.3m/s。移动速度过快,会使漆膜粗糙无光,漆膜流平性差;移动过慢,会使漆膜过厚发生流挂。整个过程速度必须保持一致,否则漆膜厚薄不匀。喷涂过程中绝对不能让喷枪停住不走,否则会产生流挂。使用干燥较慢的涂料,可适当提高移动速度至0.4~0.8m/s。喷枪的移动方法如图5-37所示。
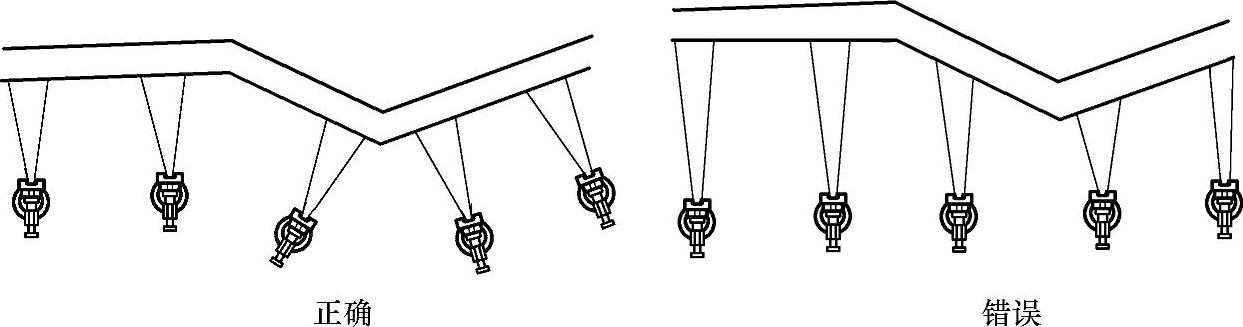
图5-37 喷枪的移动方法
(6)掌握好喷涂方法、路线
喷涂方法有纵行重叠法、横行重叠法和纵横交替喷涂法。喷涂路线应从高到低、从左到右,从上到下、先里后外顺序进行。应按计划好的行程稳定地移动喷枪,在抵达单方向行程的终点时放开扳机,然后再扳扳机,开始相反方向的原线喷涂。在行程终点关闭喷枪可以避免出现流挂,并把飞漆减少到最低。难喷部位,如拐角或边缘要先喷,要正对被喷涂部位(这样拐角或边缘的两边各得到一半喷漆),喷枪距离要比正常距离近2.5~5cm,所有边缘和拐角都喷好后再喷水平表面。对竖直面板通常从板的最上端开始,喷嘴与上边缘平齐,喷枪第二次单方向移动的行程与第一次相反,喷嘴与第一次行程的下边缘平齐,雾形的上半部与第一次雾形的下半部重叠,第二层与上一层重叠约1/3或1/2,而下半部喷涂在未喷涂过的区域。应一直与前次喷涂部分的“湿边”混涂,开始喷涂的搭接处选择合适,可避免出现双涂层和流挂。各涂层之间要留出几分钟的闪干时间。
3.喷涂常见的漆面缺陷
(1)倾斜
主要是由于喷枪与被喷涂表面不垂直,因倾斜造成漆膜厚度不均匀,飞漆过多,出现砂状和揭皮。
(2)走弧线
喷枪移动路线与被喷涂表面不是平行,而是两端喷枪距离较远,中间却距离较近,结果也是使漆膜厚度不均匀,飞漆过多,出现砂状和揭皮现象。
(3)移动速度不当
太快时油漆不能均匀覆盖表面,太慢则容易出现流挂。
(4)重叠不当
行程重叠不当,结果使漆膜厚度不匀,色调不一,出现流挂。
(5)过量喷涂
每一行程开始或结束时,不能很好地控制扳机,结果或是开始时扳机过早,或是行程结束时扳机过晚,以致行程开始或结束时产生许多飞漆,使油漆堆积过厚。
(6)覆盖不当
喷涂到构件边缘时不能准确地控制扳机,或行程开始时扳机晚了,或行程结束覆盖范围不适合,造成漆膜厚薄不均匀。(https://www.chuimin.cn)
以上各项漆面缺陷,只要掌握操作要领,经过不断实践是容易克服的。
4.喷枪的故障排除
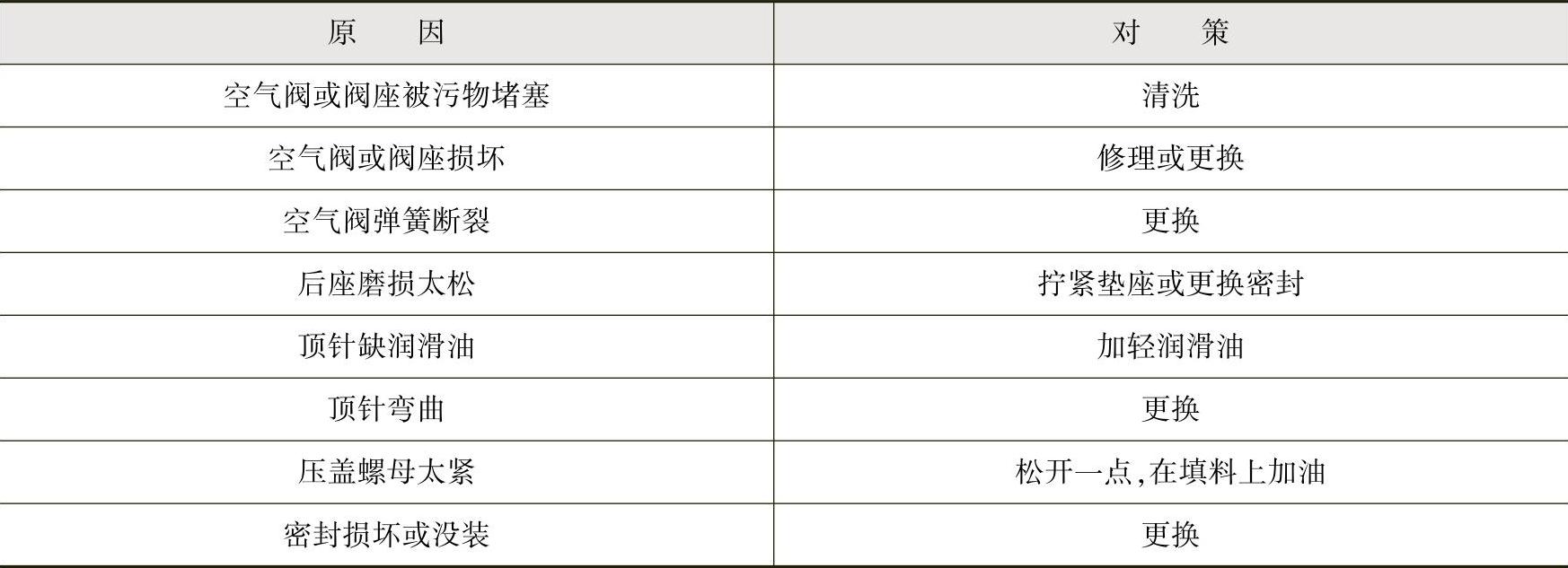
1)喷枪漏气:喷枪漏气的故障排除见表5-7所示。
表5-7 喷枪漏气的故障排除
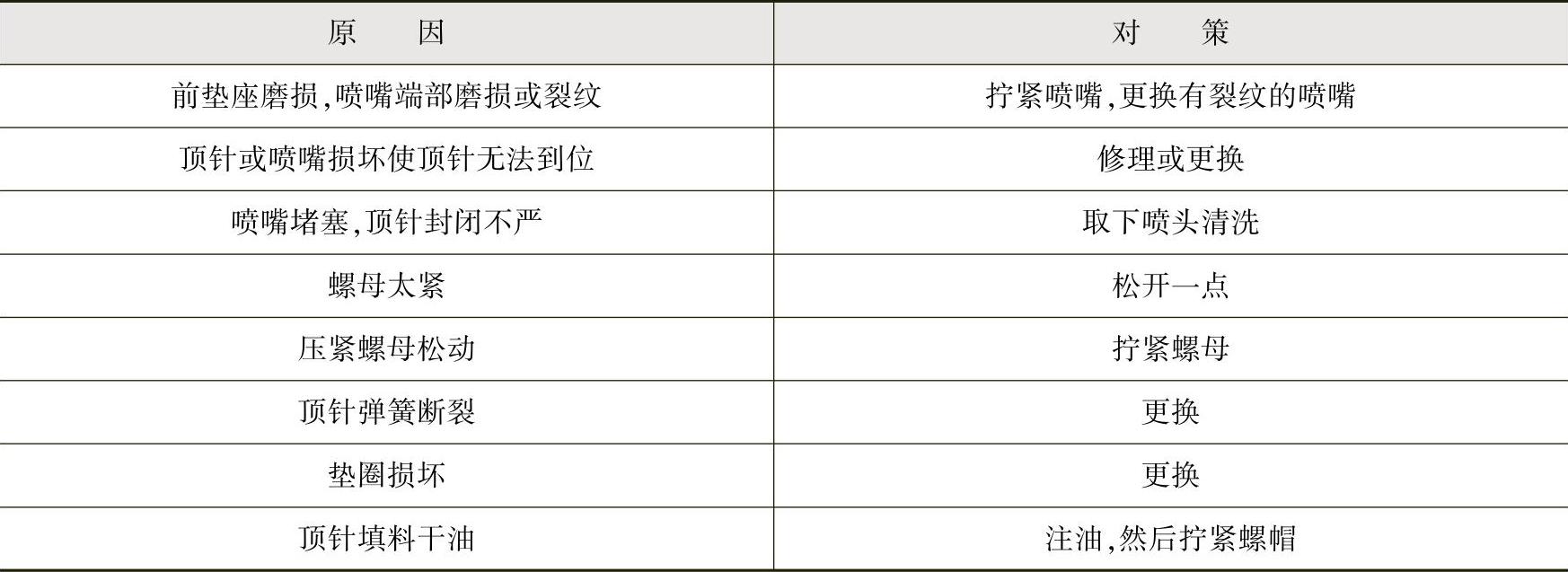
2)漆液泄漏:漆液泄漏的故障排除见表5-8所示。
表5-8 漆液泄漏的故障排除
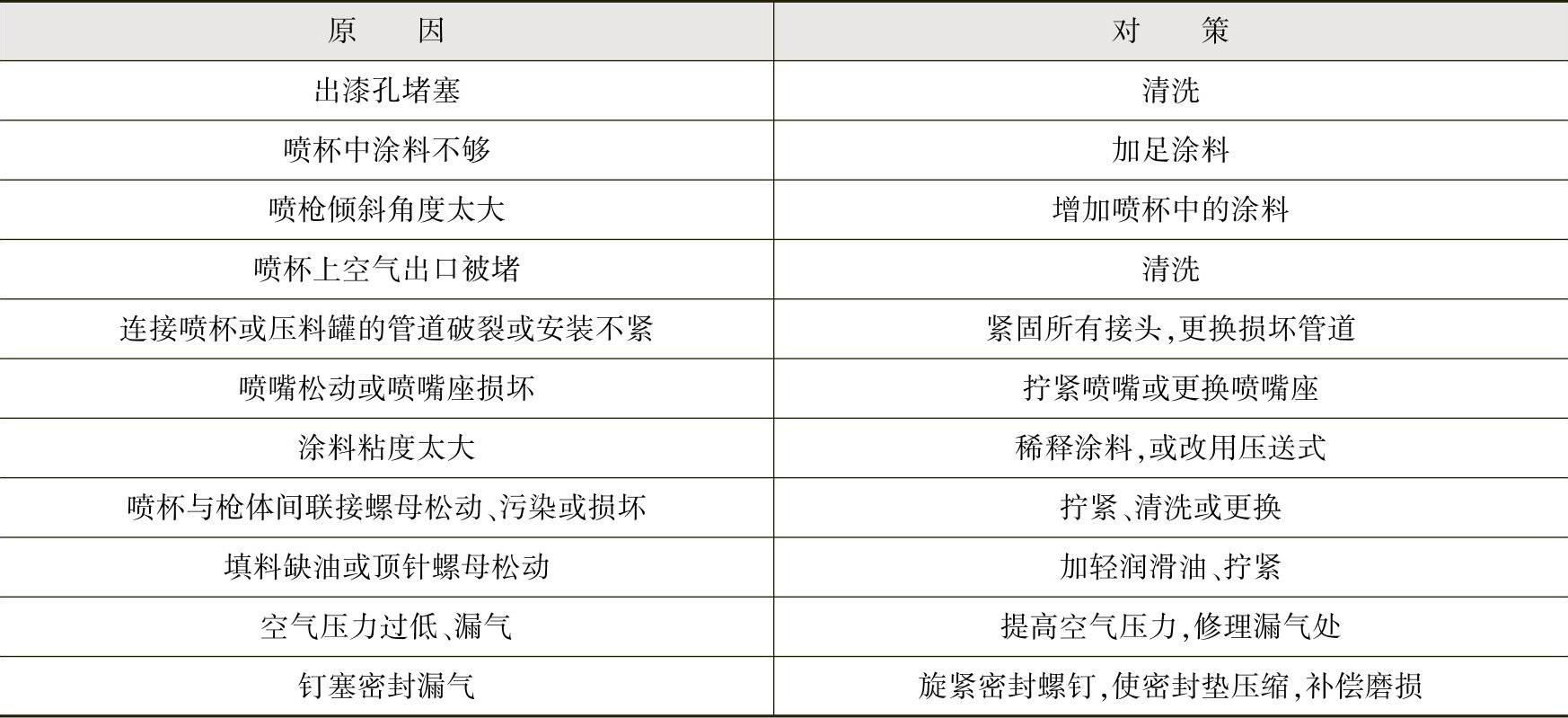
3)雾束顶部或底部太大:雾束顶部或底部太大的故障排除见表5-9所示。
表5-9 雾束顶部或底部太大的故障排除

4)雾束不稳、时大时小:雾束不稳、时大时小故障的排除见表5-10所示。
表5-10 雾束不稳、时大时小的故障排除
5)雾束集中:雾束集中故障的排除见表5-11所示。
表5-11 雾束集中的故障排除

6)雾束分散:雾束分散的故障排除见表5-12所示。
表5-12 雾束分散的故障排除

7)漆雾无圆形雾状:漆雾无圆形雾状现象的故障排除见表5-13所示。
8)雾束偏右或偏左:雾束偏右或偏左现象的故障排除见表5-14所示。
表5-13 漆雾无圆形雾状的故障排除

表5-14 雾束偏右或偏左的故障排除

5.喷枪的维护保养
(1)空气帽的清洗
如图5-38所示,把空气帽从喷枪上拆下来,浸泡在清洁的稀释剂里,用圆头牙签或其他毛刷洗刷气孔(绝对不能用金属丝捅这些精密小孔),再用压缩空气吹干。清洗后,要把空气帽在喷枪上装配好,试喷,观察雾束分布情况,决定是否还需要再次清洗。
(2)虹吸式喷枪和喷杯的清洗
如图5-39所示,对虹吸式喷枪,清洗时首先取下漆杯,但不取下输漆管,再把气帽打松2~3圈。用布把气帽盖住,扳动扳机,让枪中残留的漆液流回到漆杯内。再拧紧气帽,把漆杯中的漆倒回原容器,用稀释剂和细软毛刷清洗漆杯和杯盖,最后用蘸有清洁稀释剂的抹布将杯擦拭干净。然后将清洁的稀释剂倒入喷杯内(约1/3左右),用稀释剂清洗漆液管,最后用抹布蘸清洁的稀释剂将喷枪外部擦拭干净。
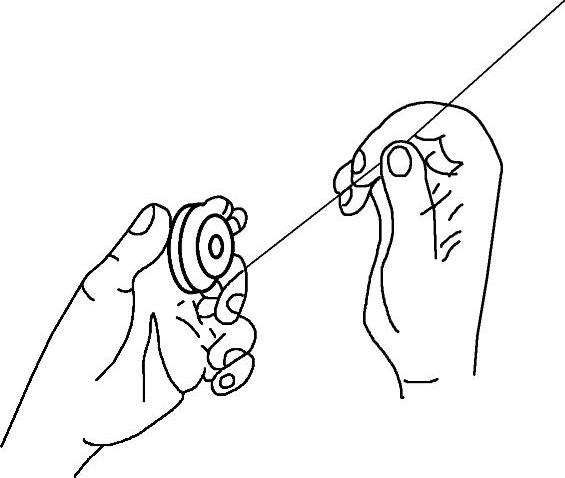
图5-38 通气帽的孔

图5-39 用稀释剂冲洗喷枪
(3)压送式喷枪的清洗
对于压送式喷枪,先关闭油漆罐的压缩空气,从泄压阀或调压阀泄压,然后拧松气帽2~3圈,用布把气帽盖住。扳动扳机,让涂料由软管回到漆罐内。清洗油漆罐并加一些稀释剂在油漆罐内,把油漆罐再安装好,打开所有的空气阀,扣动扳机,使溶剂通过软管流动,以达到清洁软管的目的,通过压缩空气10~15min,将软管吹干。随后清洗喷枪和空气帽(同空气帽和虹吸喷枪的清洗方法),最后再次清洗油漆罐。
(4)喷枪的注油
如图5-40所示,每次使用喷枪后,都要注几滴机械润滑油,将喷枪各部位的零件润滑。润滑时要特别小心,不要润滑过量,多余的润滑油可能会溢到油漆通路上,混入漆中,破坏漆面。如果每天都要使用喷枪,则要在有弹簧的部位(如控制漆料的顶针弹簧和空气阀的弹簧)加一些轻润滑脂。
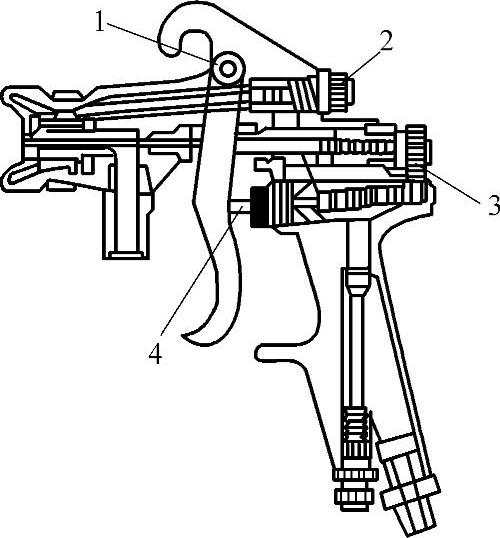
图5-40 喷枪需要润滑的部位
1—扳机转轴 2—喷雾扇形控制钮 3—涂料控制旋钮 4—空气阀
相关文章

铜止水片安装应准确、牢固,其鼻子中心线与接缝中心线误差为±5mm。不得使用变形、裂纹和撕裂的聚氯乙烯或橡胶止水带。橡胶止水带连接宜采用硫化热黏结;PVC止水带的连接按厂家要求进行,可采用热黏结。止水带安装应由模板夹紧定位,支撑牢固,其上或下50cm范围内不宜设置水平施工缝。......
2025-09-29

桩式基础的施工场地应平整,附近障碍物应清除,作业区应有明显标志或围栏。3)吊桩前应将桩锤提起,并固定牢靠。4)打桩时如发现异常应停止锤击,检查处理后方可继续作业。5)停止作业或转移桩架时,应将桩锤放至最低位置。7)应按规定排放泥浆,保护好环境。人力钻孔预埋桩基础施工遵守下列规定:1)人力钻孔和机动绞磨堤土操作应设专人指挥,并密切配合。......
2025-09-29

各类钢材尺寸的容许偏差,可参照相关规定进行核对。钢材表面的锈蚀深度,不得超过其厚度公差。对属于下列情况之一的钢材,应进行抽样复验,并要求见证取样、送样。5)设计有复验要求的钢材。工程预算通常可按实际用量所需的数值再增加10%进行提料和备料。......
2025-09-30
几种主要热喷涂工艺的涂层特征及相对成本见表4-3。表4-3 几种热喷涂工艺性能及成本比较4.以现场施工为出发点的选择原则以现场施工为出发点进行工艺选择时,应首选电弧喷涂,其次是火焰喷涂,便携式HVOF及小功率等离子喷涂设备也可进行现场喷涂施工。......
2025-09-29

在这篇实习报告总结中,话务员分享了在实习期间的经历与收获,分析了工作中的挑战与解决方案,并提出了对未来工作的期望与建议,旨在提升专业技能。......
2025-04-09

影响碾压混凝土坝施工质量的因素主要有碾压时拌和料的干湿度,卸料、平仓、碾压的质量控制以及碾压混凝土的养护和防护等。VC值太小表示拌和太湿,振动碾易沉陷,难以正常工作。现场VC值的测定可以采用VC仪或凭经验手感测定。......
2025-09-29

相关推荐