4.9.17通信机站建筑物施工建设时,应注意采取减轻噪声对周围环境的影响,噪声量级应符合GB 12523的规定。......
2023-06-25
化学除锈法有酸洗除锈法、综合除锈法、碱性除锈法、电解除锈法、无污染循环除锈法等。
1.酸洗除锈法
酸洗除锈法是利用酸与金属表面的锈蚀物(铁的氧化物)反应生成可溶于水的盐类来进行处理的。
酸的浓度与温度对金属的腐蚀速度有影响。用硫酸酸洗时随着浓度的提高腐蚀速度加快,但当达到一定浓度时,腐蚀速度开始减慢。在硫酸浓度(质量分数)为25%时,腐蚀速度最快。为了防止金属过腐蚀,在配置槽液时应考虑金属材料的性质、表面锈蚀情况和酸洗的效果,及时调整浓度,同时还要考虑处理设备的经济成本等。
2.综合除锈法
综合除锈法是在一个槽液中,同时进行脱脂、除锈等的处理方法,有脱脂、除锈“一步法”,脱脂、除锈、磷化“三合一法”以及脱脂、除锈、磷化、钝化“四合一法”。此方法简化了生产工序,提高了处理效率,减少了清洗设备和占地面积,节省了清洗用水及处理材料。采用弱酸磷酸作溶液,对人体和环境污染减轻,该法逐渐得到了推广和使用。“三合一法”和“四合一法”综合处理剂主要是由表面活性物(乳化剂)、除锈剂(各种酸)、磷化剂以及络合剂、螯合剂、促进剂等组成。综合处理液的pH值在2~3之间,游离酸的含量(质量分数)应在溶液总质量的3%~6%之间。其处理方式分为浸泡式和喷淋式,也有喷浸结合式。综合处理液中含有的表面活性物质,不但能很好地脱脂去污,还可以提高酸液的渗透性,液面上少量的气泡还能减少酸雾的逸出。
3.碱性除锈法
铁锈或氧化物不能直接在碱液中溶解,也不会很快从金属表面脱落,因而碱性除锈必须使氧化物溶解于碱液中形成络合物。能够和三价铁反应而生成络合物的化合物有氰化钾、羟基羟酸和氨基多元羧酸等。这种碱性除锈剂对金属的腐蚀性小,很少产生有害物质,而且没有酸洗过程中产生的过腐蚀现象,产生的氢气也极少,无氢脆现象;被处理件表面锈蚀物和油污可同时除去,并且具有缓蚀作用;除锈后的水洗和中和过程简单方便。只是存在处理时间较长,使用温度较高,成本较硫酸或盐酸处理法要高,凹坑中存在的铁锈难以除净,对黑色的氧化皮无效等缺点。由于不发生氢脆和不腐蚀金属,所以应用很广泛。
4.电解除锈法
电解除锈是把处理件浸放在电解液中通以直流电,通过电化学反应达到除锈目的。电解除锈方法分为两大类:一类是把除锈件作为阳极;另一类是把除锈件作为阴极。
(1)阳极除锈
阳极除锈是通过通电后金属溶解,利用在阳极产生的氧气的机械力来分离锈层的。阳极除锈法由于是利用阳极在电解质中被腐蚀来除锈,在处理件表面锈蚀物去除的同时,金属基体也难免被腐蚀。如仅为除锈,则不宜用这种方法。若为了使金属表面达到电抛光效果,则广泛采用此方法。
(2)阴极除锈
阴极除锈是利用通电后在阴极上产生的氢气来还原氧化物,使它易溶于酸液中,再以氢的机械力量使锈蚀物从被处理件表面脱离的。同时还起到阴极保护的效果。阴极除锈时的电流密度大,故被处理件在电解质中没有被腐蚀的现象,但在阴极除锈时,阴极上有氢气产生,会有氢脆现象,因此在溶液中选用适量的缓蚀剂是必需的。
阴、阳极除锈法常用于大型产品及大型零部件除锈、容器表面除锈、船舶内表面除锈、大型钢板除锈等。由于阳极除锈方法在不通电时,锈层仍会因为化学反应而被溶解,因此一旦停止通电,金属就有被过腐蚀的危险。故应避免在不通电的时候将被处理件浸在酸液内。为了防止被处理件出现过腐蚀现象,最好在酸液中加入适当比例的酸洗缓蚀剂。
5.化学除锈的注意事项
(1)除锈溶液都有强腐蚀性
在操作过程中要注意安全,防止溶液飞溅到皮肤和衣物上。工作时穿耐酸工作服、戴橡胶手套,以防烧伤。除锈过程中的各工序必须连续进行,中间不能间断,否则会影响除锈的质量和效果。溶液的配方比例应严格控制,使用过程中水分会逐渐挥发,因此应随时加水调整。若配比不当,会造成被处理件出现过腐蚀等事故,因此应定期对槽液进行化验分析并随时调整比例。尤其需按要求严格控制温度和时间,并随时调整,遵守工艺制度。经热溶液处理的工件取出后应先用热水冲洗,再用冷水冲洗;相反,经常温酸洗的处理件,取出后应先用冷水冲洗再用热水冲洗。冲洗必须彻底,使金属表面无残液,否则会出现锈蚀。结构受力件酸洗后产生的氢脆,可经140℃烘烤保持1h脱氢来消除。
(2)化学药品必须注意妥善保管
严禁将氧化剂、酸和酸酐混放在一起,彼此应隔开存放,防止因混放而导致爆炸、燃烧事故的发生。化学除锈场地的设备应注意经常维护,减少化学除锈液的蒸发气体对设备的腐蚀。
6.无污染循环除锈剂除锈法
无污染循环除锈剂除锈法目前已在工业发达国家广泛使用。
(1)无污染循环除锈剂除锈的工作原理
它通过分解金属表面的氧化物锈蚀,破坏所有有助于氧化的媒介物,从而使金属表面达到干净无锈的状态。在此过程中,金属表面形成完整的钝化微元,以阻止进一步的氧化锈蚀,并为涂漆或电镀提供额外的附着点及洁净的附着面,而金属加工精度及各种性能均不改变。
(2)无污染循环除锈剂除锈法的特性
无污染循环除锈剂除锈法的特性有以下几个方面:
1)能彻底清除金属表面的锈蚀。
2)可在金属表面生成一层“防护膜”以达到阻锈目的。
3)可为涂漆、涂料或电镀层提供钝化和稳定的附着点(面),使涂层与金属面更紧密地结合。
4)对人体无害,可接触皮肤。
5)可以回收,多次循环使用。
6)不易燃,无污染。
7)可用自来水稀释后进行任何操作。
(3)无污染循环除锈剂除锈法的使用范围
可用于电镀车间、汽车制造、汽车维修业、机械制造业、船舶制造业、铁路工程及炼油厂等。
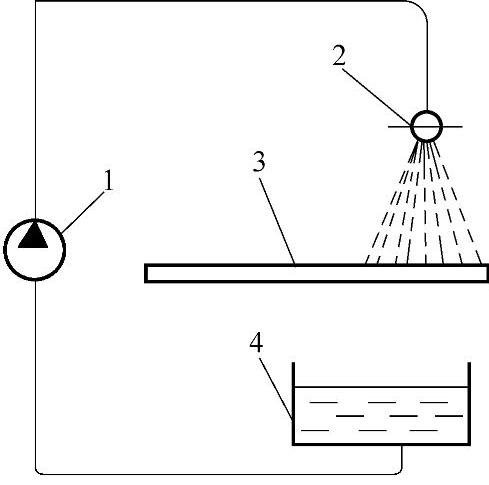
图5-20 喷淋式除锈设备结构示意图
1—涂料泵 2—喷淋涂机构 3—传送带 4—涂料槽
(4)无污染循环除锈剂除锈的方法
主要适于用浸泡和喷淋法。喷淋式除锈设备如图5-20所示。使用时,先往槽中加50%无污染循环除锈剂溶液,再用1倍质量或体积自来水稀释并搅拌均匀。使用浸泡法时,常温下需浸泡10~15min,40~45℃温度条件下浸泡3~5min即可。使用喷淋法除锈时,一般喷淋30~40s(50~55℃)即可除净锈蚀。
工件经无污染循环除锈剂清除锈蚀后,再用清水浸洗1min左右或用喷淋水洗半分钟左右。之后,将工件在常温条件下浸入含量为30%~35%的无污染循环除锈剂稀溶液中浸洗2min(喷淋洗半分钟)后取出,烘干或自干后即可涂漆或电镀。对暂时不需涂漆或电镀的制件,可在无污染循环除锈剂稀溶液中处理,干燥后可存放10~15天而不会出现返锈。
究竟选择哪一种除锈方法取决于车身锈蚀的程度和部位。除锈效率取决于操作工的水平、经验、除锈方法以及打磨材料和机械的正确选定。
有关汽车美容装饰技师实用读本的文章

式对各种难溶盐都成立。通常称具有这种作用的化学物质为沉淀剂。某种无机化合物的离子是否可采用化学沉淀法与水分离,首要条件是能否找到适宜的沉淀剂,沉淀剂的选择可参看化学手册中的溶度积表。根据使用的沉淀剂的不同,化学沉淀法可分为氢氧化物法、硫化物法、钡盐法等。......
2023-06-19

为维持窑炉良好的运行状态,延长窑炉及附属设备的使用寿命,必须做好窑炉设备的维护保养工作。车轮磨损严重的应该更换。一般抽出热风温度不宜超过其额定工作温度,以免引起风机金属部件变形。......
2023-10-11

表116 铜及铜合金化学除锈工艺4.铝及铝合金化学除锈铝及铝合金化学除锈工艺见表117。表119 锌、镉及其合金化学除锈工艺注:1.工艺6零件浸渍1min并清洗,若表面有不鲜明的黄铜色泽,可在质量分数为10%~20%的铬酐溶液中,于室温下浸渍1min去除。......
2023-06-22

表5-4化学除油配方及工艺条件油、化学污物及粘附的尘土等在化学除油工序基本能够清除干净,但钢铁表面的氧化皮和铁锈就必须通过除锈工艺来完成。采用盐酸除锈通常在室温下操作,在加热情况下使用则盐酸浓度更低。提高温度可显著地提高硫酸的除锈能力,对氧化皮有较强的剥落作用,一般需要在加热条件下操作。由于手工除锈劳动强度大,质量差,已被淘汰。......
2023-06-23
第六章取长补短,低风险投资工具——基金投资要选择在所有的投资项目中,利润与风险都是成正比的。与其相比,投资基金则可以通过平摊的方式最大限度地规避风险。相反,对于募集期内还不能完成基金的募集规模,并不得不采取必要的延长基金募集期,可适度降低配置基金资产的比例。......
2023-12-05

设备专业维护主要组织形式是区域维护组,区域维护组全面负责生产区域的设备维护保养和应急修理工作,它的工作任务是:1.负责本区域内设备的维护、修理工作,确保完成设备完好率、故障停机率等指标;2.认真执行设备定期点检和区域巡回检查制,指导和督促操作人员做好日常维护和定期维护工作;3.在车间机械员指导下,参加设备状况普查、精度检查、调整、治漏,开展故障分析和状态监测等工作。......
2023-10-11

相关推荐