柴油机气缸盖是柴油机的主要关键部件之一,气缸盖的功用与要求见表2-29。表2-29 柴油机气缸盖的功用与要求1.气缸盖的检修要点气缸盖使用一定时期后,气缸盖底平面会产生变形,气缸座和气门导管底孔会产生磨损,影响密封性及配合间隙,应进行检查、修理。否则,应更换新的气缸盖。因此,必须按照要求准确确定气缸垫的厚度。......
2023-09-23
(1)活塞环的作用 活塞环具有五大作用,详见表2-27。
表2-27 柴油机活塞环的作用

(2)活塞环的检查要点
1)环槽磨损的检查。当柴油机动力不足,确定故障部位为活塞环漏气时,通常要更换新环。有时候更换活塞环后,效果显著,有时候却无济于事,换新活塞环后达不到应有的效果。原因出在活塞环槽磨损上,所以在换新活塞环之前,应对环槽进行检查。
检查时可用专用的环槽磨损规进行测量,但由于一般修理厂没有专用量具,因此可根据实际情况用自制的环槽磨损规测量,或采用新活塞环与塞尺多点检查的方法进行检测。
活塞环槽的磨损最常见的有两种情况,一是环槽磨出锥度,外边磨损较多,里边磨损较少;二是在环槽衬部有凸台。无论是锥度或凸台,其磨损量以货车控制在0.02mm以下,小型车控制在0.01mm以下为宜。对于活塞环槽磨损超规的活塞,最好更换新的活塞,对于个别车型也可以采用加宽环槽,选配加宽形活塞环的方法进行修理。
2)活塞环的弹力检查。活塞环的弹力是指使活塞环端隙为零时作用在活塞环上的径向力。活塞环的弹力是保证气缸密封性的必要条件,弹力过大使环的磨损加剧;弹力过小,气缸密封性变差,耗油多,积炭严重,动力性、经济性下降。弹力大小可用专用的活塞环弹力检验仪检测,也可用新旧环对比法检查。
3)活塞环漏光度检查。活塞环外缘表面与气缸壁的接合面漏光过大,不仅会影响活塞环的气密性,同时也会造成“窜机油”的重大隐患。因此,更换新环时,不可漏检此项。
检查时,把无环的活塞倒置并将活塞环压入气缸中,以保证环平放,用盖板遮住环的内圆,在气缸下放置光源,然后从上部查看环与气缸壁间的漏光情况(图2-25)。一般要求在环的开口位置30°左右范围内,不允许有漏光点存在,在其他部位漏光区的夹角不大于25°,漏光间隙不大于0.02mm,同一环上漏光弧长的总和不大于45°。
4)活塞环开口间隙的测量。开口间隙是活塞环处于工作状态时的开口大小。它是活塞环工作时的热胀间隙,开口间隙过小会使活塞环受热膨胀,开口间隙消失,环两端对顶,严重时引起拉缸、环卡死和折断;开口间隙过大会使燃气窜入曲轴箱。开口间隙的测量方法如下:
①测量前,先将活塞自气缸中取出,取下活塞环并清洁活塞环和气缸套。
②将活塞环依其在活塞上的顺序依次放到气缸套下部磨损最小部位或气缸套上部未磨损的部位,并使活塞环保持水平。
③用塞尺依次测量各道活塞环的开口间隙(图2-26)。

图2-25 活塞环的漏光检查

图2-26 活塞环开口间隙的测量
1—塞尺 2—活塞环
④将测得的开口间隙值与说明书或标准进行比较。超过极限间隙值时,说明活塞环外圆表面已过度磨损,应予以更换。
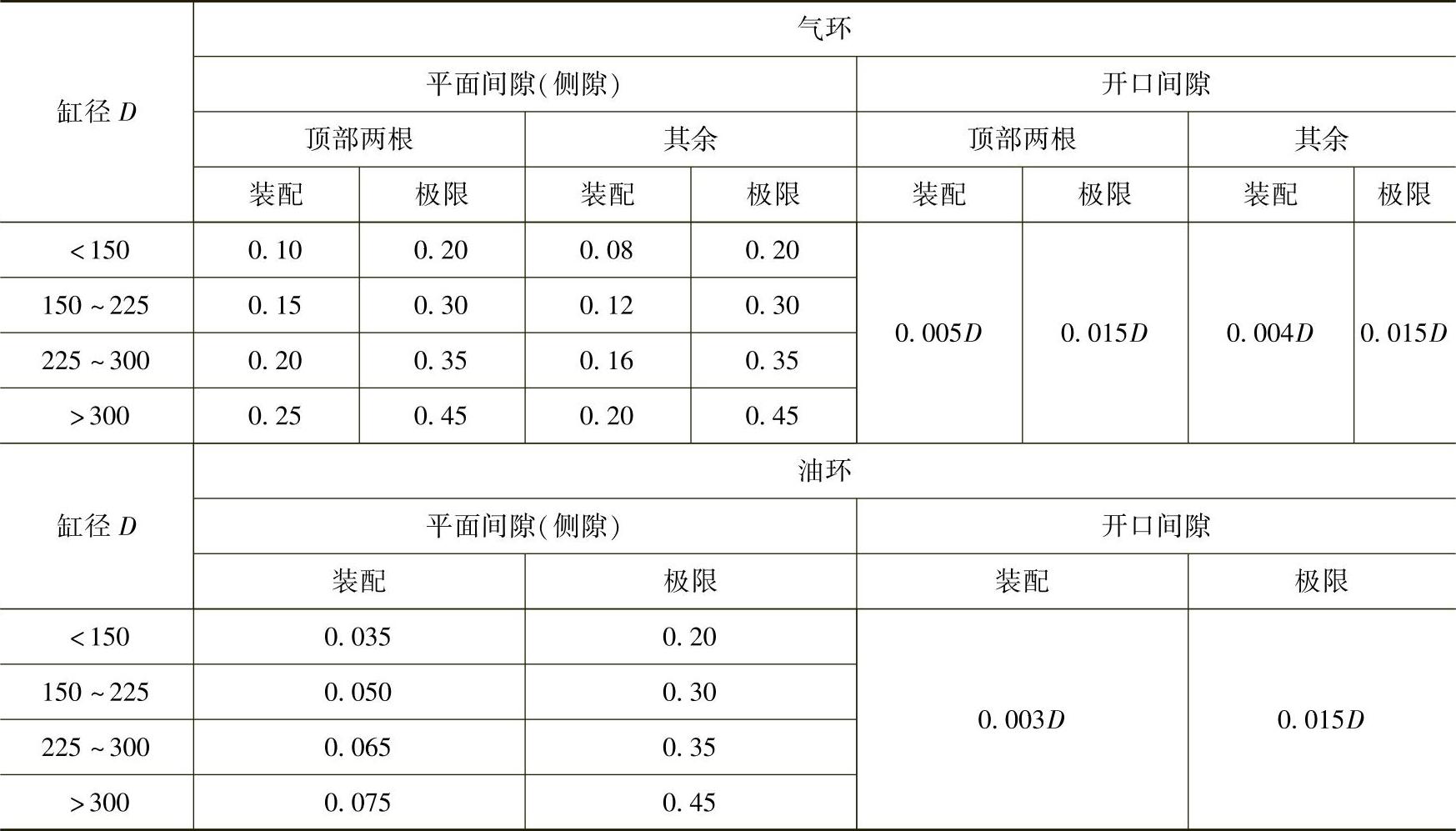
一般要求活塞环开口间隙值大于或等于装配间隙,小于极限间隙。柴油机活塞环的标准开口间隙见表2-28。
表2-28 柴油机活塞环的标准开口间隙(单位:mm)
5)活塞环背间隙的检测。活塞环的背间隙是指活塞与活塞环装入气缸后,在活塞环背部与活塞环槽边之间的间隙,一般为0.5~1.0mm。为了测量方便,通常以槽的深度与环的宽度之差来表示。活塞环一般应低于环槽岸边0~0.35mm,以免在气缸内卡死。
6)活塞环侧间隙的测量。活塞环的侧间隙是指活塞环的厚度与活塞上相应环槽宽度之间的差值。此间隙过大会使活塞环的气密性下降,间隙过小会导致在高温膨胀时相互间发生“粘住”的危险。活塞环侧间隙的测量方法是将活塞环放入环槽内(图2-27),用塞尺进行测量。
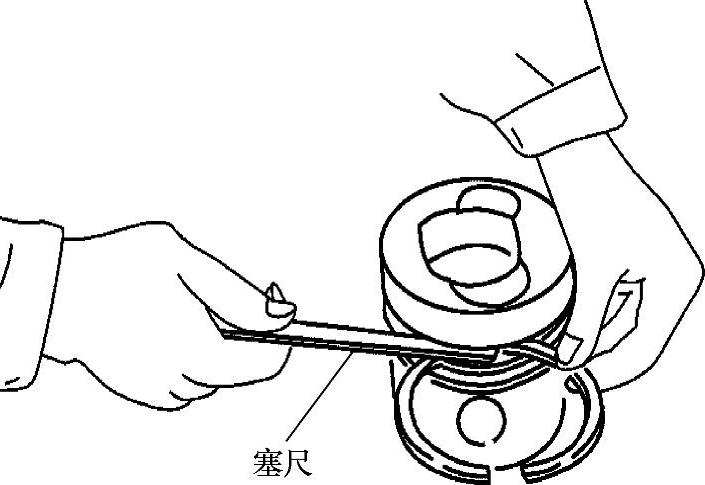
图2-27 活塞环侧间隙的检测
测量时,由于不能全方位地对每一个点进行测量,因而一旦出现活塞环翘曲、环或环槽的个别部位损坏时,都会使活塞环在环槽内出现发卡而被“粘住”的现象。因此,安装活塞环时,应对其进行试验性的经验检查。
具体方法是:将活塞环、活塞全部清洗干净,并在活塞环上涂抹适当的机油,将活塞环安装到活塞上。然后一只手握住活塞,另一只手转动活塞环进行检查。要求活塞环应能转动自如、无发卡现象,用手将环托起,活塞环能自由落下为合适。若不能落下,则说明配合过紧,应拆下后在平台上垫砂纸研磨。只有正确地检测活塞环的各个项目,使用合格的活塞环,才能达到应有的效能寿命。
(3)正确的安装要求 活塞环材料的主要成分是铸铁,其缺点是易折断,装配不当易变形。通常活塞环的拆装均应使用活塞环涨钳,使用时涨钳张口略大于活塞即可,不能用手过度扩大,超过活塞过多,否则,活塞环即使没有断裂,也会因操作不当出现变形。如果不使用活塞环涨钳,而用手拆装,力度不易掌握,很容易造成活塞环翘曲变形。

图2-28 活塞环开口的安装位置
1—第一道环 2—第二道环 3—第三道环
装配后的活塞环应用汽油或清洗剂清洗,在活塞及环的表面涂上少量机油,起到预润滑的作用。为减少气体的泄漏,活塞环装入气缸时,第一道环的位置应避开做功行程时受力较大的一面,即与活塞销孔错开45°,其他各环的开口应互相错开120°,如图2-28所示,注意避免开口朝向活塞销方向。安装时,一定要避免使活塞环的开口处于轴线位置上。否则,容易造成活塞环工作一段时间后出现“对口”的现象。
特别注意:活塞环上侧面有字母的一侧,应该朝向活塞顶部。
有关国Ⅲ柴油机维修技巧与故障案例分析的文章

柴油机气缸盖是柴油机的主要关键部件之一,气缸盖的功用与要求见表2-29。表2-29 柴油机气缸盖的功用与要求1.气缸盖的检修要点气缸盖使用一定时期后,气缸盖底平面会产生变形,气缸座和气门导管底孔会产生磨损,影响密封性及配合间隙,应进行检查、修理。否则,应更换新的气缸盖。因此,必须按照要求准确确定气缸垫的厚度。......
2023-09-23

与传统柴油机高压泵的安装要求相比,电控共轨柴油机高压泵的安装具有如下特点:①高压泵齿轮安装没有正时要求。②将喷油器压板松开,使之不受力。在柴油机下线以前,各缸喷油器的调整值将被刷写到ECU中。喷油量修正用于对单个喷油器依据工作点进行油量修正。①共轨管必须小心轻放,安装前出现任何损伤后均不能继续使用。①柴油机运行时不允许拆卸共轨管上的任何接头。⑥将各缸高压油管共轨管端螺母拧紧至规定力矩。......
2023-09-23

柴油机动力不足的检测要点。2)检查喷油器是否有滴漏及由于低压油路压力不够导致的穴蚀。柴油机出现黑烟故障后,应按下列步骤诊断和检测。③若喷油泵供油情况良好,应检查喷油泵供油正时。③单体泵的泵油元件磨损严重,导致泵油压力不足,使柴油机起动困难。......
2023-09-23

机体组即柴油机的支架,是曲柄连杆机构、配气机构和柴油机各系统主要零部件的装配基体。④因连杆螺栓断裂导致捣缸事故而造成机体的严重损坏。曲轴的主轴颈和连杆轴颈在工作中不可避免地要产生磨损,而且磨损是不均匀的,其主要表现为轴颈出现圆度、圆柱度超过标准值和拉伤。实践表明,连杆轴颈的磨损比主轴颈磨损要快,但是,主轴颈磨损比连杆轴颈磨损所造成的后果要严重。......
2023-09-23

1)柴油机冬季运行后,晚上停放在露天时,要注意当地的气温变化,如遇强冷空气,第二天气温低于4℃时,应放掉散热器中的冷却液。2)柴油机冬季使用时,应注意柴油牌号的选择。随气温降低,柴油机用燃油的牌号应改变。故起动柴油机前应采用相应的辅助措施,提高柴油机机体温度。......
2023-09-23
但当柴油机不仅冷起动困难,热起动也有困难时就说明油供给系统出现故障,应着重从供油量、喷射性能、气缸压力、起动装置性能等几个方面着手处理。如果上述检查均未发现问题,则可强行将供油齿圈或拨叉推向最大的供油位置,并让他人起动柴油机。喷油泵固定在柴油机上,可能因为各种情况造成供油正时不准,这时就需要就车检查供油正时,基本步骤如下:①首先确认第一缸上止点。对于旧喷油泵,由于各机件......
2023-09-23
润滑系统是保证柴油机正常运转的必要条件,因此,在柴油机的正常运行中,必须注意对润滑系统的维护保养。机油温度过高,会导致机油形成油膜的能力下降,对润滑表面的保护作用降低,容易造成润滑不良的故障。润滑系统主要部件的维修要点1)离心式机油滤清器的清洗。在使用过程中由于磨损而使内外转子啮合间隙及转子与机油泵盖的轴向间隙增大,造成机油压力降低,机油流量减少,如不及时检修,则将导致润滑系统工作不正常。......
2023-09-23
柴油机的烧瓦故障,可以说是一种“多发症”。没有机油润滑,轴颈与轴瓦之间发生干摩擦,所产生的高温将低熔点轴瓦合金烧熔脱落,导致烧瓦故障的发生。⑤在柴油机工作时,当发现机油压力表指示失常或失灵时,操作者要立即停机检查,排除故障。......
2023-09-23
相关推荐