
经简化的混凝土输送泵液压系统图如图7-24所示,分析液压系统图后,确定产生行程变短的原因可能有:1)行程调整阀4没有完全关闭。......
2023-09-20
随着商品混凝土的发展,混凝土输送泵(车)已经得到了广泛的应用。由于油液清洁度是导致液压系统故障的主要原因,因此液压系统的可靠性显得更为重要,液压系统的污染控制问题越来越受到普遍的重视。
1.液压油污染的故障表现
据资料介绍,液压系统故障的75%以上是液压油污染造成的。当油液清洁度高于NAS9级时,基本上不出现故障;在达到NAS10~11级时,偶然出现故障;在低于NAS12级时,则会经常出现故障。故障主要表现为如下几个方面:
1)由于颗粒污染物的存在,使安全网处于卸荷状态,不能泵送。
2)电磁网或其他网类发卡,不能换向,造成动作失灵。
3)顺序阀的阻尼小孔被污染物堵塞,亦不能换向。
4)对液压泵、液压马达、液压阀、液压缸等液压元件造成损坏或早期磨损,使寿命缩短。尤其对于大于15μm的颗粒,对液压元件中的污染磨损起主导作用。
2.液压油污染清洁度的评定
(1)国外的评定方法
1)颗粒计数法。以NAS1638污染等级为基础,测定油液中的各种尺寸颗粒浓度和累计颗粒浓度,混凝土输送泵(车)液压油污染清洁度要求控制在NAS9级以下。
2)质量法。测量单位容积油液中所含颗粒污染物的总质量,混凝土输送泵(车)液压油污染度要求控制在5mg/100mL以内。
3)油液污染度对比法。采用吸管从液压油箱内取样,经稀释后注射到微孔滤膜上,然后在显微镜下观察滤膜上的颗粒,并对照所提供的液压油污染等级样片进行比较,确认液压油污染清洁度是在NAS9级以上或以下。
(2)国内的评定方法
1)加入混凝土输送泵(车)液压油箱中的液压油固体污染清洁度等级为18/15。
2)当检查混凝土输送泵(车)系统内的液压油时,其固体污染清洁度等级应为19/16。
3.污染控制方法
1)采用封闭液压油箱及防止污染的液压油箱结构。液压油箱的清洁度直接影响到液压系统的清洁度,而且油液中的固体污染检测也是从液压油箱中取样的。一般情况下,液压油箱不能轻易打开。
2)采用磁性过滤器,主要用来滤除油液中的铁屑、磨料和粉末等铁磁性杂质,其过滤效果较好,可提高油液的清洁度,减轻液压元件的磨损,延长使用寿命。
①用几块永久性磁钢放在液压油箱内,可以将液压油箱内的铁磁性杂质吸附于磁钢上。
②磁棒-滤芯过滤器,沿磁棒表面能产生柱状串列式静磁场,对铁磁性杂质的一次捕获率可达75%,循环捕获率可达100%。经浪涌冲击试验,被吸附住的各种铁磁性杂质均不会脱落下来。可以用来滤除掉过滤器不能滤除的5μm以下的铁磁性杂质,而5μm左右颗粒浓度是引起液压系统淤积和堵塞的主要原因。清洗拆装方便,可以延长油液的使用寿命及滤芯的更换周期。
3)液压系统的重点保养内容见表7-4。
表7-4 液压系统的重点保养内容
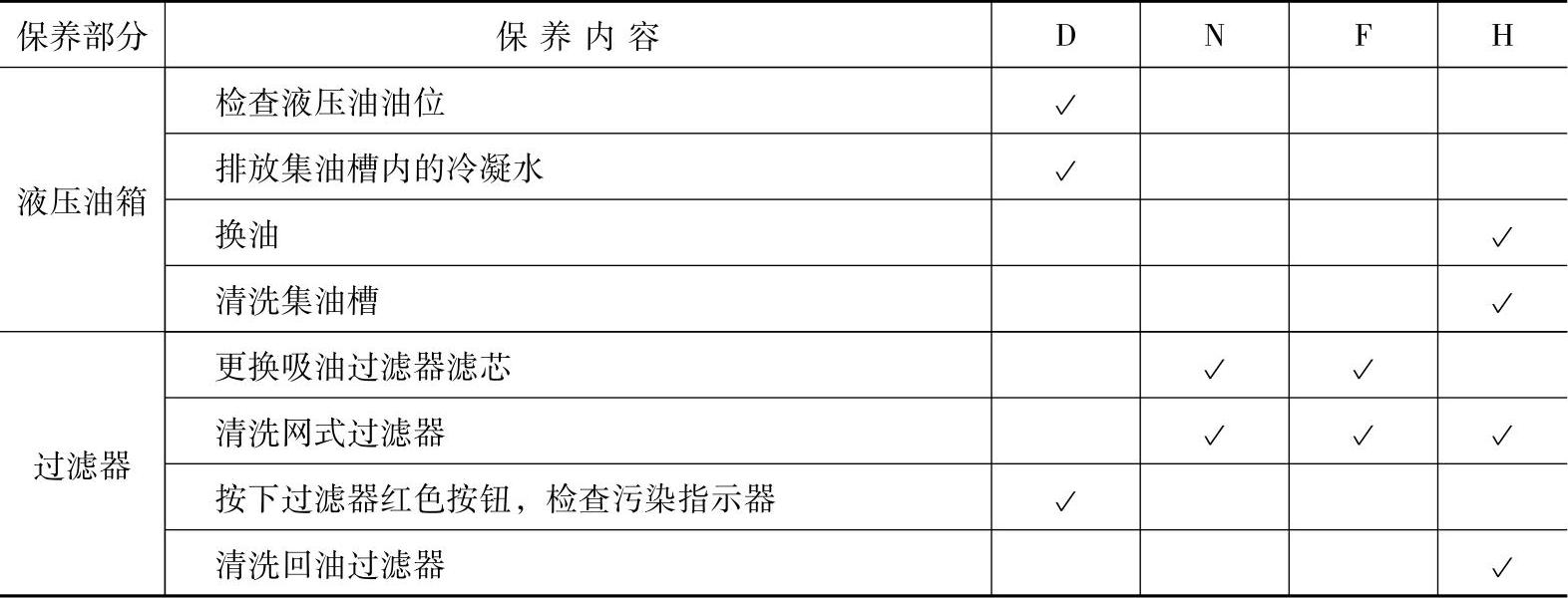
注:√表示做保养。
表7-4中字母的解释如下:
D为小时保养。使用10h后的保养,检查高压过滤器的工作是否正常。将发动机上升到最高转速时,如果按下红色按钮后维持在被按下的状态,则表明该过滤器工作正常;如果红色按钮浮起,则表明该过滤器工作不正常,必须更换滤芯。
N为随机保养。需要时进行。
F为使用100h后,首次保养。清洗所有液压系统的过滤器,包括网式过滤器和臂架液压系统的高压过滤器,清洗滤芯内磁棒,更换滤芯。
H为使用500h后,检查吸油过滤器的真空表。在油温高于30℃及最快行程时,真空表指针不得在红色扇区内,否则要更换滤芯及清洗。过滤器座上铸有零件号,要使用制造厂商指定的专用过滤器,当更换过滤器时,要确保清洁度。
4)加强对液压油的管理。
①选用黏度指数大于95的液压油。
②换油时,应用生产厂商推荐的液压油牌号,残余的液压油不能超过2%,且在油温处于工作温度时才可换油。在补充液压油时,必须了解机器上原来使用的液压油,绝对不能将不同性质的液压油混用。主机厂商和用户对要加入液压油箱的液压油,要进行过滤净化,达到规定的清洁度等级,再加入液压油箱内。配备必要的油过滤器,不但可以提高液压油的清洁度,而且还可以回收脏油,节省能源,有益于环保,提高经济效益。
③加强对油品的入库和出序管理,液压油入库保存前要化验,确定其理化指标与品牌是否相符。针对不同季节,确定液压油的黏度。对于入库的液压油要分类放置,严禁不同牌号的油品混放。
5)要保持液压元件周围的清洁,减少液压系统受污染的可能,必须做到不让污物及其他杂质进入液压系统。其次在维修过程中对液压元件的清洗时要用清洁的稠布,不得使用棉纱。
6)如有条件可配用便携式油质检测分析仪器。
有关混凝土设备使用与维修一点通的文章

若其单位时间内伸缩值超过标准值,应考虑液压缸是否有外漏或内泄故障,并采取相应的修理措施。3)有些混凝土输送泵(车)臂架头部的软管导架在泵送作业中受振动较大,有时还会产生破坏性的共振。混凝土输送泵(车)的支腿和臂架均采用高强度合金钢板制造。......
2023-09-20
现以85B型混凝土输送泵车为例进行分析。85B型混凝土输送泵车容易出现的故障是臂架液压泵不卸荷,主要原因是臂架溢流阀主阀芯中心带有螺纹的油堵脱落,使臂架液压泵不能卸荷,致使液压系统始终在高压下工作,油温迅速升高。......
2023-09-20

液压传动工作介质的污染是系统发生故障的主要原因之一,它严重影响着液压系统的可靠性及元件的寿命。2)水的侵入会加速液压传动工作介质的氧化,并和添加剂起作用产生黏性胶质,使滤芯堵塞。5)微生物的生成会使液压传动工作介质变质,降低润滑性能,加速元件腐蚀。质量测定法设备简单,操作方便,重复精度高,适用于液压传动工作介质日常性的质量管理。5)定期检查和更换液压传动工作介质并形成制度。......
2023-06-15

根据上述原因进行一一排查,最终发现故障是主换向阀5阀芯被卡滞造成的。进行混凝土泵送试验时送了500m3混凝土后,液压油温度上升到50℃的情况下各系统的工作仍正常。这些都说明此次故障的根源是弹性柱销的断落。而常见问题大都在液压系统油路中,在液压设备修理过程中不能盲目认定为主机和主液压泵的故障。......
2023-09-20

图8-9 大包加盖装置结构图2.大包包盖液压控制原理大包加盖及液压缸驱动旋转原理如图8-10所示。包盖升降使用电磁换向阀1控制,使用双单向节流阀3实现回油节流调速,控制和调节液压缸动作速度。平衡阀2的另外一个功能就是在软管发生爆裂时,阀芯及时关闭油路,使包盖停止动作,以防止包盖失控。......
2023-06-15
图8-36 使用同步阀的双缸驱动辊压下控制系统1、2—电磁换向阀 3、4—电磁阀 5—液控单向阀 6—同步阀2.使用调速阀的双缸驱动辊压下控制系统使用调速阀的双缸驱动辊压下控制系统如图8-37所示。抬起驱动辊或维持驱动辊抬起状态,需电磁换向阀6、7和液控单向阀组5配合使用。图8-37 使用调速阀的双缸驱动辊压下控制系统......
2023-06-15

某冷轧厂五机架冷连轧机组的辊缝调整有两个液压系统,即1号和2号机架为一个系统,3号~5号机架为一个系统。液压油经高压泵20送往截止阀和格栅过滤器21,再经过单向阀将油送入压力蓄能器管路,并到达液压缸控制系统的单独的蓄能器1。表11-3 辊缝调整液压缸技术参数4.五机架冷连轧机液压压下系统的特点组成结构特点 该系统是由液压站、减压装置、蓄能器装置伺服阀和控制盘等组成。......
2023-06-15
相关推荐