活塞的异常损坏故障就是活塞在使用过程中出现的拉缸、活塞顶部烧熔或活塞碎裂等异常故障,这类故障时有发生。柴油机出现拉缸或活塞顶部烧熔的故障后,轻者会出现起动困难、转速下降、冒黑烟、运转吃力、功率下降等现象,柴油机发出沉重的不正常声音,冷却液温度、气缸温度、机油温度等明显升高,曲轴箱冒烟,并可闻到浓烈的油焦味。......
2023-09-23
柴油机气缸套故障,主要有早期磨损和气缸套断裂和穴蚀等3大类。
1.气缸套早期磨损故障的原因分析与处理
柴油机气缸磨损超过允许标准将使汽车的动力性、经济性严重下降。因此,了解气缸套磨损的原因,掌握气缸的磨损规律,便于正确合理的使用,以减缓气缸的磨损,延长柴油机的使用寿命。
(1)气缸的磨损规律。柴油机气缸在使用中的磨损是不均匀的。一般的规律是沿气缸的轴线方向,气缸套的上方,在第一道气环位于上止点略下处磨损量最大,活塞环在下止点以下处磨损最小。从磨损的横截面看,气缸磨损为椭圆。一般的磨损情况以柴油机第1缸和第6缸的磨损较其他气缸严重,其主要原因是冷却不良造成的。
柴油机气缸磨损的原因。柴油机气缸磨损的主要原因有3个方面,即机械磨损、磨料磨损、化学腐蚀。
①机械磨损。机械磨损是由机械摩擦引起的,机械磨损的程度受气缸、活塞环的加工精度、配合质量、润滑条件、工作温度以及摩擦中相互的压力影响。柴油机工作时,上部温度高,机油受影响而变稀,油膜的质量差,第1道活塞环的背压力(高压气体进入活塞环槽,将活塞环紧紧地压紧在气缸壁上)最大,因此,气缸上部第1道活塞环的磨损最大。
②磨料磨损。磨料磨损是最主要的磨损。磨料是由机油中掺和的金属杂质和空气中带进的杂质拌和而成,它能加速零件磨损。由于在进气过程中,增压后的进气流直接冲进了进气门对面的气缸壁,柴油机在低温运行时,柴油喷雾不佳,未能充分燃烧的柴油油粒冲淡了机油,使机油变稀,破坏了油膜。同时,由于空气滤清器滤芯破损,造成进气流带进的尘土、砂粒等粘附于进气门对面的气缸壁上,形成严重的磨料磨损。磨料磨损不仅造成气缸上部第1道活塞环上止点略下部位的磨损大,而且使气缸的横断面变成了椭圆形。
引起磨料磨损的主要原因是:空气滤清器滤芯损坏,增压器至中冷器或增压器至进气管连接部分胶管脱落、裂纹或断开,空气短路进缸而形成严重的磨料磨损;还有部分用户过分强调按质更换机油,机油使用时间过长,机油变质、变稀、杂质增多,金属杂质掺和造成严重的磨料磨损。在化验设备还不具备的单位,还是实行按周期更换机油为最好。每次二级保养(12000km)更换机油及机油滤清器芯、空气滤芯是最佳的保养办法。
③化学腐蚀。当柴油机缸壁温度低,而气缸内压力大时,气缸内的水蒸气会在气缸壁上形成水珠。这些水珠和废气接触而形成酸性物质,附在气缸壁上,对气缸产生腐蚀作用。气缸工作温度越低,酸性物质越易形成,腐蚀作用也就越大。腐蚀磨损主要是操作不当所致。正确是操作应是起动机发动后,怠速运转几分钟,待冷却液温度、油压正常后,逐渐提高柴油机的转速,使柴油机温度保持正常,行驶中柴油机冷却液温度以80~90℃为宜。低温行驶对柴油机非常不利,而且腐蚀磨损也加大。
(2)气缸套过度磨损的原因。由于活塞的位置不同,工作条件不同,气缸套各部位的磨损也不同。气缸套的磨损以第1道活塞环和气缸壁接触部分最严重,由上往下,磨损量显著减少。这种上大下小的磨损,使气缸成为锥形。如果机油中有杂质而未被滤清器过滤,机油中的杂质和金属屑被带到气缸壁表面,就产生了磨料磨损,磨损后气缸套变为腰鼓形。柴油机出现气缸套严重磨损是由以下原因造成的:
①滤清器故障。特别是空气滤清器破裂,空气未经过滤短路进缸。由于空气中的尘土、杂质进入气缸,造成气缸套的磨损加剧。
②机油牌号不对,造成润滑不良,导致气缸套磨损严重。
③使用劣质柴油,燃烧后结焦严重,造成了气缸套的严重磨损。
④操作问题。冷机起动,特别是在冬季冷机起动时,由于机油粘度大,流动性差,使机油泵供油不足;同时,原气缸壁上的机油在停车后沿气缸壁下流,在起动瞬间得不到工作时那样的润滑,使气缸壁的磨损增大。
⑤低温行驶。由于温度过低,不能保持良好的润滑,增大了气缸的磨损。
(3)防止气缸套早期磨损的措施。为了保证柴油机正常运行,防止气缸早期磨损,应注意以下几点:
①柴油机起动后,怠速运转3~5min,待一切正常后,提高柴油机的转速,加大负荷,保持柴油机的正常工作温度,坚决杜绝低温行驶。
②及时清扫空气滤清器滤芯,如破损应及时更换;最好在每次二保(运行12000km)时更换空气滤清器滤芯。
③保证使用合格的高等级(如CD级以上)中增压柴油机机油,实行按期换机油,以保证机油的清洁及质量。每次二保换机油及机油滤清器。
④经常检查增压器至中冷器、至进气管连接部分,防止连接胶管松退、破裂,保证空气经过滤后进入气缸。
总之,注意正确的操作和保养,注意车辆磨合期的使用,气缸的早期磨损是可以有效防止的。
2.柴油机气缸套断裂的原因分析及对策
(1)柴油机气缸套支承肩断裂故障分析
为了减少燃气对气缸垫的冲击和烧蚀,延长气缸垫的使用寿命,柴油机的气缸套一般在支承肩上端面加工有凸台(图8-22)。气缸直径在ϕ110mm以下的气缸套,其凸台高度一般为0.6~1.5mm,外圆直径一般较气缸直径大4~12mm。
减小作用在支承肩上的弯曲力矩,常增大气缸套凸台的外径,为使气缸盖对气缸套的压力作用位置向外圆移动,如玉柴YC6105QC型柴油机气缸套的凸台外径已由ϕ111mm增大到ϕ115mm,与之相配的气缸垫的缸口直径也相应地增大了。
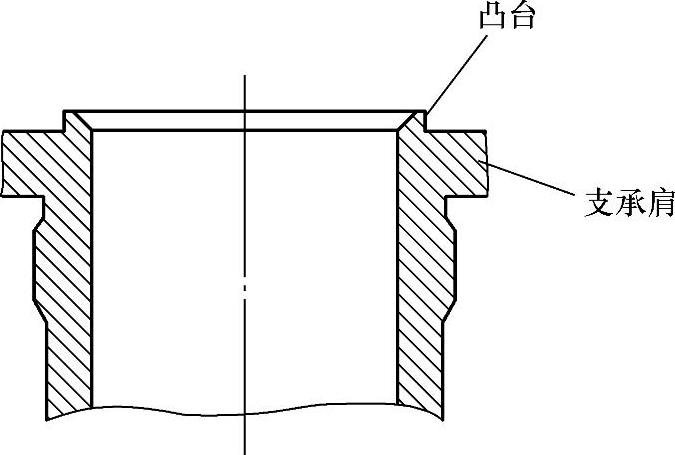
图8-22 缸套上的凸台
但是,现在还能看到一些没有凸台的柴油机气缸套,它们是:部分早期生产的柴油机气缸套(如扬柴495Q等型号柴油机的气缸套),某些已扩大了气缸直径而仍沿用原气缸垫的柴油机气缸套(如蚌柴4100Q1等型号的柴油机气缸套)和一些支承肩上端面过小而难以加工的柴油机气缸套(如南京NJD433B等型号柴油机的气缸套)。在全国各地的调查中发现,有凸台的气缸套常发生支承肩断裂的现象。
这种现象的发生虽有气缸套本身和相关零件的质量问题,但主要原因还是维修人员对气缸套的处理或安装不当。现将气缸套支承肩断裂的原因阐明如下:
①气缸套的安装方法不正确。安装气缸套时,应先把装好密封圈的气缸套放入气缸套承孔中,然后用专用工具或在将木板平放到气缸套上端面上后,用小锤轻敲木板的方法将其装入。可是,不少汽车维修人员采用不正确的方法安装,致使气缸套支承肩断裂。常见的错误安装方法是:先将装好密封圈的气缸套放入气缸套承孔中,然后在不装气缸垫的情况下,装上气缸盖或将废活塞销套在气缸套承孔周围的气缸盖螺栓上并压住气缸套凸台,通过拧紧气缸盖螺母的方法压装气缸套。由于在压装时很难掌握气缸套压到位的时刻,所以往往在气缸套已被压到位后,操作者还在继续拧紧气缸盖螺母。这时,气缸套支承肩下端面的边缘部分座落在气缸体上,而压力则全部作用在气缸套凸台上,致使气缸套支承肩因受到过大的弯曲力矩而产生裂纹,甚至断裂。
②在压装前未将气缸套及其承孔清洗干净或在压装时将气缸套与气缸体接触面涂了油漆或胶。这两种情况都会使气缸套凸台上平面的位置过高,使气缸盖压在凸台上,造成支承肩断裂。例如:1只4100QB型柴油机气缸套的支承肩由于其下端面和气缸体支承肩孔内有泥沙而断裂,1只6100型柴油机气缸套支承肩则由于它与气缸体的接触面被涂了油漆而断裂。
③错装了其他型号柴油机的气缸套或气缸垫。有些汽车维修人员在安装气缸套和气缸垫时往往不注意检查它们的主要尺寸和适用的柴油机型号,以致错装了其他型号柴油机的气缸套或气缸垫,使气缸盖或气缸垫压在气缸套凸台上,造成气缸套支承肩断裂。例如:在YZ4102QA型柴油机上错装了牟平6102QA型柴油机气缸套后,由于牟平6102QA型柴油机气缸套凸台的高度(1.0mm)比YZ4102QA型柴油机气缸套凸台的高度(0.8mm)大,就发生了气缸套支承肩断裂;在扬柴495Q型柴油机上错装了重庆CC195型柴油机的气缸套以后,由于所装CC195型柴油机气缸套凸台的外径(ϕ99mm)比扬柴495Q型柴油机气缸垫的缸口直径(ϕ96mm)大,所以气缸垫压在气缸套凸台上,造成气缸套支承肩断裂;在改进了气缸套的YC6105QC型柴油机上错装了旧型号柴油机的气缸垫后,由于所用气缸垫的缸口直径(ϕ113mm)小于气缸套凸台外径(ϕ115mm),所以气缸垫压在气缸套凸台上,致使气缸套断裂。
总之,有凸台的气缸套可以保护气缸垫,但在安装时一定要按正确的方法安装,并且注意所用相关零件的正确性(配套性)。
(2)故障案例
1)某厂6105QB型柴油机气缸套经常断裂的原因分析及处理。该机气缸套断裂是比较特殊的故障。一般来说,此类故障在柴油机维修后出现。该6105QB型气缸盖为一缸一盖,6只缸盖都相同。在其工作状态下,某一缸的气缸套于支承肩下退刀槽处显圆周形断裂。故障出现时,冷却液从车辆散热器口喷水(由气缸压力压入冷却系统而形成)。若需检查是哪一缸缸套断裂,可将缸盖上的分水管总成拆下,再起动柴油机,如哪一缸的分水管出口喷水,即可断定该缸气缸套断裂。
为什么柳发6105QB型柴油机会经常断裂气缸套,并且是在气缸套支承肩下退刀槽处断裂呢?下面着重分析故障原因。
①气缸体在铸造时,每个缸孔镶气缸套的上台阶位置高度不一样,相对气缸套而言,镶气缸套的上止口位置过高,大约在20.30mm。使气缸套凸肩凸出气缸体顶面平面过高,按规定其高出值不得超过0.07~0.11mm,否则将会使气缸套断裂。
在使用维修过程中,一般只顾换新缸套,没有注意到这个问题,致使装上的新气缸套在柴油机运行工作后发生断裂。有人误以为是新气缸套质量有问题,结果换上新气缸套,这种问题还是不能根除。事实上,当装上缸盖拧紧螺栓以后,气缸体承装气缸套台阶过高,使气缸套上的凸肩随之增高,气缸盖难以贴合,缸盖螺栓的扭紧力矩全部作用于气缸套的凸肩上,气缸体平面承受力降低,导致气缸套支承肩处被迫压断。
②气缸垫缸口护圈过厚。一般气缸垫缸口采用双层护圈,包在中心板的两面。如果气缸垫缸口护圈过厚,拧紧缸盖螺栓时,其拧紧力矩和气缸盖的压力全部作用于气缸盖的上支承肩上,致使气缸套被迫压断。
③气缸体承装气缸套的上台阶不清洁,积炭过多,致使气缸套支承肩相应增高,使气缸套被迫压断。
④气缸套的质量因素。由于一些气缸套制造时上支承肩厚度不一致,有些气缸套上支承肩过厚,使气缸套被迫压断。
2)某厂6105QC型柴油机气缸套断裂特殊故障分析与排除。该机维修时更换了新的气缸套和气缸垫,柴油机修竣后试机不到1min,柴油机相邻的第2、3缸两只气缸套被打碎了。当时,怀疑是新装配的气缸套有质量问题,没有考虑到其他因素,结果又装上两个新气缸套,柴油机起动后,这两个气缸套又破碎了。经认真检查,发现新气缸套的凸台外径为ϕ115mm,而气缸垫的缸口直径仅为ϕ112.5mm。在装配时,气缸垫的缸口不能套进气缸套的凸台,使气缸垫的内圈边缘压在气缸套的凸台上。当装上气缸盖拧紧螺栓以后,气缸盖的压力直接作用于气缸套的凸台上,气缸套的支承肩上面没有承受压力,压力反而全部集中在ϕ105~115mm的凸台上,而柴油机的气缸体对气缸套的支承力却在ϕ112~128mm的支承肩下面。两力错位,且方向相反,因而增大了弯曲力矩,气缸套就被压断。
6105QC、6105QA是某厂6105Q型柴油机的变形产品,其气缸套与气缸垫的规定尺寸是不同的。老式气缸套的凸台直径为ϕ111mm,这是6105Q型涡流式柴油机上的气缸套,这种柴油机已很少了。如这种柴油机选装的气缸垫,其缸口直径为ϕ112.5mm,两者的间隙仅为1.5mm。由于此种柴油机的气缸体上没有装气缸垫的定位套,气缸盖螺栓为双头M14mm,其光杆直径为ϕ12.9mm,气缸垫上的螺栓孔径为ϕ15mm,两者间隙为2.1mm,它较气缸套凸台与气缸垫缸口的间隙要大0.6mm,因此气缸盖螺栓不能起到定位气缸垫的作用。如安装气缸垫、气缸盖稍不小心,气缸垫的缸口没有完全套上凸台,而其缸口内圈边缘压在气缸套的凸台上。拧紧气缸盖螺栓时,气缸盖压着气缸垫缸口内圈和凸台,同样也造成气缸套断裂。
在维修玉柴6105型柴油机时,要注意气缸套与气缸垫的正确匹配,以免发生故障。下面介绍几种匹配关系(也适应湖动6105系列柴油机,尺寸规格相同):
①凸台外径为ϕ115mm的气缸套可以与缸口直径为ϕ117mm的气缸垫相匹配。
②凸台外径为ϕ111mm的气缸套可以与缸口直径为ϕ125.5mm的气缸垫相匹配。
②凸台外径为ϕ111mm的气缸套可以与缸口直径为ϕ117mm的气缸垫相匹配。
3)某厂HD6105Q型柴油机为何经常断裂第四缸的气缸套的特殊故障分析。该机在一个月的时间里,连续5次断裂气缸套,并且都是第4缸的气缸套断裂。气缸套断裂的部位差不多每一次都在气缸套的支承肩下退刀槽处,气缸套断裂的位置总在第4缸与第3缸两缸的过梁处。
如果气缸套的硬度、金相、机械强度都符合标准的话,气缸套的断裂损坏还存在其他许多方面的原因,除上述故障案例原因外,现介绍和分析一种比较特殊的故障原因。
HD6105Q型柴油机为湿式气缸套,缸盖采用二缸一盖,第3、4缸为一个缸盖。气缸套断裂换新后,柴油机运行不到1000km,气缸套便又会断裂。并且每一次断裂的位置都在同一处,在临近第3缸的过梁处一侧,气缸套的退刀槽处断裂。一旦出现此故障,便接二连三地断裂,难以根绝。
为什么会出现上述现象呢?对柴油机进行检查,没有发现气缸套存在维修不当及质量问题。
在重新镶配新气缸套时,发现气缸套与缸体的配合间隙过大,气缸体第3、4两缸之间的过梁有裂纹。两者配合时,气缸套的上定位带与气缸体的上部定位凸缘之间的径向配合过松(第4缸靠近第3缸的那一边最甚)。而气缸套的下定位带与气缸体下部定位凸缘之间的配合却良好。这种现象是造成气缸套断裂损坏的主要原因。
故障原因分析:要分析该柴油机气缸体断裂的根本原因,必须先弄清气缸体安装气缸套的上部定位凸缘内径变形与失圆的原因,及两个气缸之间的过梁处产生裂纹的原因。
①气缸体制造时,因机械加工时时效处理不好,造成气缸体安装气缸套的上部定位凸缘内径失圆,达不到规定的标准。
②柴油机使用不当。如在柴油机高温状态下骤加冷却液;或先起动柴油机待柴油机温度升高后才加注冷却液;或是柴油机经常开锅,使气缸体此处变形。
③柴油机保修不当。如气缸盖螺栓未按规定的顺序、次数和拧紧力矩拧紧;气缸套凸肩高出气缸体平面高度过多或是各缸高度相差太大;气缸垫不符合标准等因素都会造成气缸体变形,或使缸与缸之间的过梁开裂了。
由于气缸体安装气缸套的上部定位凸缘失圆变形,第3、4气缸过梁处开裂。当装下气缸套时,导致气缸套的上定位带与气缸体的上部定位凸缘之间的配合过松而存在空隙。在柴油机工作时,冷却液便会存在于这个缝隙之中,气缸套退刀槽内也充满了冷却液,但冷却液因气缸垫的密封作用不会进入燃烧室。随着柴油机温度增高和冷却液的温度升高,气缸套退刀槽内的冷却液温度也同样升高。
因为两者配合过松,并有一定的缝隙,冷却液在其缝隙里,冷却液温度升高的同时,柴油机燃烧室的温度将会更高。在正常情况下,气缸套退刀槽内是没有冷却液的,因气缸套上定位带与气缸体孔正常配合,气缸套退刀槽处因离燃烧室很近,在无冷却液时与缸体及柴油机的燃烧室温差不大,故不会发生断裂。反之,因气缸套退刀槽内有冷却液,其温度与柴油机冷却系统的冷却液温度相近,而与燃烧室的温度相差太远,便会因温差失调,退刀槽此处的厚度便失去了防热的意义,而导致气缸套退刀槽处断裂。
再者,由于第3、4缸的过梁处开裂,气缸套支承肩不能承受工作时的弯曲力和气缸盖所加的压力,而导致气缸套断裂。
另外,由于气缸套的上定位带与气缸体的上部定位凸缘之间的配合间隙过大,使气缸套的振动频率和振幅增大,而柴油机工作时,活塞的横向摆动也会引起气缸套的振动,时间一长,也会导致气缸套断裂。
具体解决办法:如遇气缸体缸与缸之间的过梁开裂,或是气缸体定位凸缘失圆变形,可采取下例方法进行修复。
①对开裂的过梁进行焊补修复。
②在气缸套退刀槽内扎满石棉绳,使之间隙减小,装入柴油机后,能避免冷却液的浸入。
③选装没有退刀槽的气缸套,使其厚度增加,承受力增强,冷却液减小或使冷却液不能进入。
4)某厂4102BQ型柴油机气缸套经常断裂故障分析与排除。运行使用中该机,气缸套经常出现断裂现象,并且气缸套断裂没有什么规律,有时,这一缸的气缸套断裂,有时又是另一个气缸套断裂。让人束手无策。
朝柴4102BQ型柴油机气缸套为薄壁干式气缸套,其厚度只有1.5mm,气缸套可谓相当之薄,是上止口定位式气缸套。
该柴油机气缸套断裂的位置,一般也是在气缸套的支承肩下退刀槽处断裂。现针对该柴油机气缸套不正常断裂原因,从另一个角度,对一种不常见的特殊故障现象进行分析。
薄壁干式气缸套,因其壁薄,所产生的剩余应力较小。这种气缸套与气缸体缸套孔,是一种金属连接,结构的刚度较高。由于它整个处于气缸孔座内,因此会受到气缸体变形的影响,同时,其导热性也较差。
该柴油机的气缸套与缸套孔为过渡配合,此柴油机规定配合过盈为0.010~0.030mm,如果装配气缸套时,气缸套与缸套孔配合过紧,气缸套被压入孔内时便会碎裂。相反,如果配合过松(两者间隙大于0.003mm),则气缸套与缸套孔之间可能有间隙存在,会造成局部传热不良,致使气缸套过热而变形或发生“热裂”现象。
为什么气缸套与气缸套孔配合间隙过大会造成气缸套断裂呢?下面将予以探讨。
故障原因分析:气缸套是用来引导活塞运动的,需承受柴油机的高温和气体压力,在使用过程中,气缸套还要承受气缸套的变形和高频。
如果气缸套与其孔之间配合过松,气缸套在其孔内松动而横向摆动,气缸套便容易断裂。在柴油机高速运转时,活塞连杆组作往复运动,活塞的横向摆动会引起气缸套的横向振动,增大了气缸套的振动频率和振幅。由于气缸套长期承受燃烧气体的压力、活塞的惯性力、活塞环的压力、活塞的振动和对气缸壁的敲击所产生的力,这些力一般倾向于使气缸套的横向力加大并传给气缸套孔,使气缸套外径与气缸套孔产生一种应力敲击。气缸套长期在这种交变应力状态下工作,最终不堪重负,导致气缸套断裂。
3.柴油机气缸套穴蚀及其预防
气缸套的穴蚀是柴油机常见的失效形式之一,研究其形成的原因,以便采取预防措施延缓穴蚀的产生,对减少机械故障和延长机械寿命,有着十分重要的意义。
(1)气缸套穴蚀的产生及其危害。在柴油机气缸套与冷却液接触的表面,特点是在活塞主推力的一侧,常常出现一些针状孔洞,孔洞表面清洁,没有腐蚀生成物。随着时间的推移,这些针状孔洞逐渐扩大和深化,以致在缸套外壁形成蜂窝状的孔穴,严重时甚至将缸壁穿透,这种现象称为穴蚀。
柴油机工作时,水套内的冷却液在活塞侧压力的作用下高频振动,使得冷却液中的气体或空气均以气泡的形式被分离出来;当压力升高并达到一定值时,这些气泡发生崩溃(爆破)而产生强大的压力波,猛烈冲击和剥蚀缸套。这一过程反复进行,使缸套产生疲劳剥落,从而开成蜂窝状的小孔,小孔扩大、加深,直至破坏和穿透。
柴油机湿式气缸套的穴蚀是一个较为普遍而又十分突出的问题,而且随着柴油机强化指标(平均有效压力、活塞平均速度等)的提高,穴蚀的速度随之加快,甚至有的气缸套内壁远没有达到磨损极限,就因缸套外壁穴蚀难于控制和维修而使缸套提前报废。
(2)影响气缸套产生穴蚀的因素。
①气缸套结构。气缸套穴蚀的根源在于气缸套的振动,而振动强度与气缸套结构强度有关。增加气缸套的壁厚,可以提高其结构强度,从而使振动强度降低。一般认为,当壁厚达到0.08D(D为缸套的直径)以上时,穴蚀现象就很少发生。
②活塞结构。活塞销的位置影响活塞上下两部分重量的分配比例。当上下两部分质量相差过大,活塞偏摆时产生较大的绕活塞销翻转的力矩。当活塞的上部质量较下部质量大时,增加了活塞上部对气缸壁的撞击力,使局部的振动强度增大。活塞长度较长时,可以减弱翻转的影响,并使活塞与气缸壁的接触面积增大,减少单位面积上的撞击力,从而使振动强度减小。
③水腔截面形式。水腔截面的形状影响着水流速度,从而使液体压力发生变化。在小截面处,水的流速高、压力小,容易蒸发而形成气泡;而在大截面处,水的流速相对较低、压力高,因而在小截面向大截面过渡处产生穴蚀的倾向增大。
④活塞与缸套的配合间隙。当活塞与缸套的配合间隙增大时,活塞对缸壁的冲击增大,因而使穴蚀加剧。
⑤冷却液。当冷却液中含有腐蚀介质时,会形成腐蚀与穴蚀的联合作用,使穴蚀产生速度成倍、甚至于成数十倍增长。
⑥使用条件。当柴油机工作过程粗暴,最大爆发压力增大时,引起的侧向撞击力也相应增大,从而使穴蚀增加。
(3)防止气缸套穴蚀的措施。除了在设计、制造上提高气缸套的厚度和刚度、减轻缸套的变形和高频振动等措施以增强缸套抗穴蚀的能力之外,在保养和使用中还应采取如下措施:
①适当减小气缸套与其上下座的配合间隙,以减小缸套的振动频率和振幅。
②在保证正常动转条件的情况下,活塞和缸套的配合间隙应尽可能减小,以减轻活塞横摆动所引起的缸套运动。
③及时清除燃烧室积炭,以免增高压缩比。
④及时清除水套内的水垢,保证冷却液的清洁和正常温度,保证冷却系统零件的正常工作,避免水套变窄,水流短路,从而使局部过热或冷却系统冷却液温度过高,以减少“气沟”的产生,减缓金属腐蚀和穴蚀的发展。
⑤在保证动力性和经济性的前提下,适当减小喷油提前角,以减轻柴油机工作的粗暴程度,从而减轻缸套的振动。
⑥保证柴油机平稳运转,以减小冷却液的流动速度和水压的反复变化,减小“气泡”的产生,减缓腐蚀和穴蚀的发展。
⑦在冷却液中加入适量的乳化液,以减轻冷却液的表面张力,从而减轻“气泡”崩溃(爆炸)时所产生的冲击力,达到减缓穴蚀的作用。
有关国Ⅲ柴油机故障诊断与典型案例分析的文章

活塞的异常损坏故障就是活塞在使用过程中出现的拉缸、活塞顶部烧熔或活塞碎裂等异常故障,这类故障时有发生。柴油机出现拉缸或活塞顶部烧熔的故障后,轻者会出现起动困难、转速下降、冒黑烟、运转吃力、功率下降等现象,柴油机发出沉重的不正常声音,冷却液温度、气缸温度、机油温度等明显升高,曲轴箱冒烟,并可闻到浓烈的油焦味。......
2023-09-23

曲轴故障大多数是由维修和操作不当引起的。曲轴和轴瓦磨损异常主要是润滑系统的故障造成的。3)机油中含有机械杂质或其他杂质颗粒,致使曲轴锥度和椭圆度的产生,因为曲轴的轴颈不圆,使机油的分布不均,从而使润滑性能下降,轴瓦温度升高,导致烧瓦。如某一缸曲拐颈磨损特别严重,可能产生活塞顶部撞击气门,有的使柴油机发生剧烈的抖动,促使曲轴断裂。......
2023-09-23

另外,气门间隙经常变化也是配气机构运行过程中经常碰到的问题。配气机构是柴油机的呼吸器官,始终保持其良好的工作状态是非常重要的。......
2023-09-19

大型电力变压器在安装和运行过程中,出现的异常现象主要有:变压器油介质损耗因数tanδ增大。例如,某台SFPZ7—120000/220 型电力变压器,经现场验收合格后,于1993年9月28日投入运行。表1-36验收试验结果变压器投入运行后,满负荷运行,油色谱跟踪试验一切正常,其中1994年6月7日变压器油的tanδ值为0.98%,也满足运行要求。例如,某台90MVA、220kV电力变压器,由于在安装过程中多次放油,使变压器绕组表面受潮,引起整体绝缘性能下降。......
2023-06-27

常常有明显的诱因,如情绪激动、受到惊吓、见到出血或恐怖场面、接受注射或针灸治疗等,也可见于运动员发生运动应激综合征时。心源性昏厥在青年和中老年中均有发生,以中老年人为多见,特别是患有冠状动脉狭窄的患者在激烈运动时,原已狭窄的冠状动脉不能满足心肌供血需要,引起心肌供血不足而发生昏厥,运动还可激发没有器质性心脏病的人发生心律失常,如阵发性心动过速期间发生短暂的昏厥。......
2023-11-25

引起柴油机故障的原因是多方面的,有设计结构和选材不当引起的,也有加工制造和装配、调试质量欠佳引起的,也有使用操作不当和维护保养不良引起的。冷却液液面不足,冷却系统易产生气阻,柴油机得不到充分冷却,会因零件过热出现拉缸等事故。这样容易造成喷油器雾化不良、针阀卡死,引起柴油机起动困难、动力不足、排气温度过高和冒黑烟等故障。......
2023-09-19
造成柴油机过热的主要原因如下。机油滤网一旦被堵塞,柴油机的机油供应中断,将会使柴油机的各摩擦副出现干摩擦,从而造成柴油机过热。一旦机油泵泵油能力下降,大量的热量不能排出,导致柴油机过热。早燃又促使强烈爆炸的产生,进一步增加了散热损失,从而导致柴油机过热。柴油机在这种情况下,实际上等于长期超负荷运转,以至柴油机过热。②柴油机长时间超负荷运行或重载爬坡运行,都可能是冷却系统过热的原因。......
2023-09-23

相关推荐