注意不要划伤曲轴和主轴承。装上主轴承盖,并按规定的力矩和顺序紧固主轴承盖。图8-3 曲轴轴向间隙的检测2.曲轴弯曲变形或断裂的原因分析与判断在修理曲轴时,往往不注意对过渡圆角的精心维护,磨削的砂轮圆角没有按照曲轴设计圆角半径修理。如某一缸主轴磨损特别严重,可能产生活塞顶部顶撞气门故障,使柴油机发生剧烈的抖动,导致曲轴弯曲或者断裂。......
2023-09-19
曲轴的修复是整个柴油机修复质量的关键,如不能修复到曲轴的设计形位公差,将对柴油机的动力性、经济性、使用寿命带来重大隐患,轻则使柴油机振动、噪声、排放超标,整机性能不足,经济指数下降,严重时整个零件报废。曲轴的修复是一件非常重要而认真的工作,必须严格按照技术要求进行。
1.曲轴一般损伤的检查与修复
(1)曲轴裂纹的检查。在有条件的情况下,用磁力探伤器检查。如果没有磁力探伤器,可用浸油敲击法检查,将曲轴放在煤油里浸泡一会,然后把曲轴取出擦干净,表面撒上滑石粉后,用榔头敲击曲轴非工作面,经过振动后若出现油迹即有裂纹。
实践经验证明,曲轴裂纹多发生在主轴颈或连杆轴颈与曲柄臂相连的过渡圆角R(图8-4)处以及轴颈的油孔处,因为这些地方形状变化急剧,容易产生严重的应力集中造成裂纹。若裂纹是沿轴颈的轴线方向,未裂到两端圆角处或油孔边缘处时允许存在;轴颈上的横向裂纹经光磨后能消除的,允许继续使用,否则应予更换。
(2)曲轴弯曲的检查与校正。曲轴在光磨前,应先检查其弯曲情况。检查曲轴弯曲,一般是将曲轴两端主轴颈用V形架支撑在平台上或将曲轴两端顶在车床上,用百分表检查,把百分表触针垂直抵在第3道主轴颈上,慢慢转动曲轴,查看百分表的最大读数与最小读数之差,超过0.1mm以上时应予以校正,如图8-5所示。
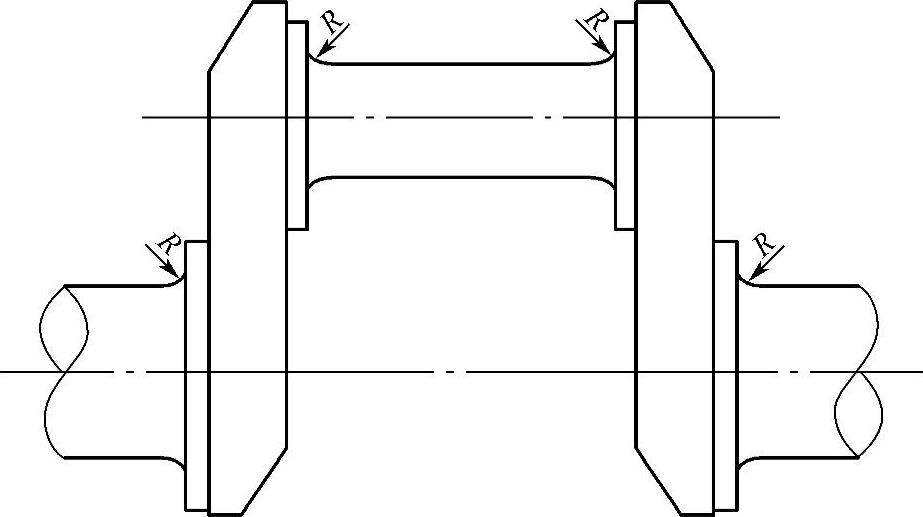
图8-4 曲轴曲柄与轴颈之间的过度圆角(R)
曲轴弯曲的校正通常在压床上进行。用两个平行的V形架支撑住曲轴两端的轴颈,把百分表抵在曲轴中间主轴颈的下方,观察表的读数,找出轴颈弯曲的最高点,如图8-6所示。用压床在曲轴弯曲的相反方向对主轴颈加压,压下的数值为曲轴弯曲度的10~15倍,并保持1~2h,然后将曲轴加热至300~500℃,并保温0.5~1h,以消除冷压后曲轴内部的内应力。
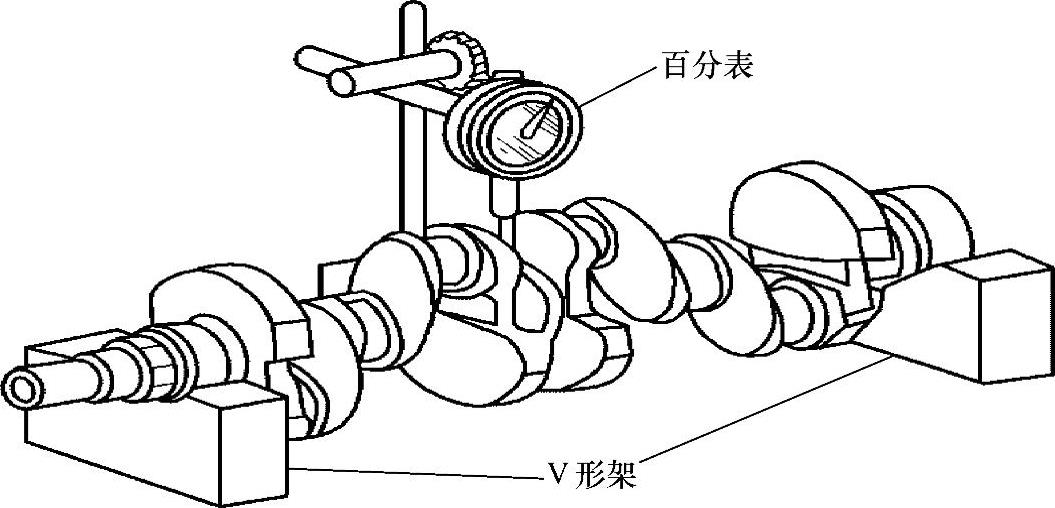
图8-5 曲轴弯曲的检查
(3)检查轴颈的磨损与修理。柴油机工作时,由于曲轴主轴颈(支承曲轴的轴颈)及连杆轴颈(与连杆大头孔相配合的轴颈)各部位所受的载荷、润滑情况不同,磨损是不均匀的。磨损后,在径向会成为椭圆形,而在轴向会成为锥形。
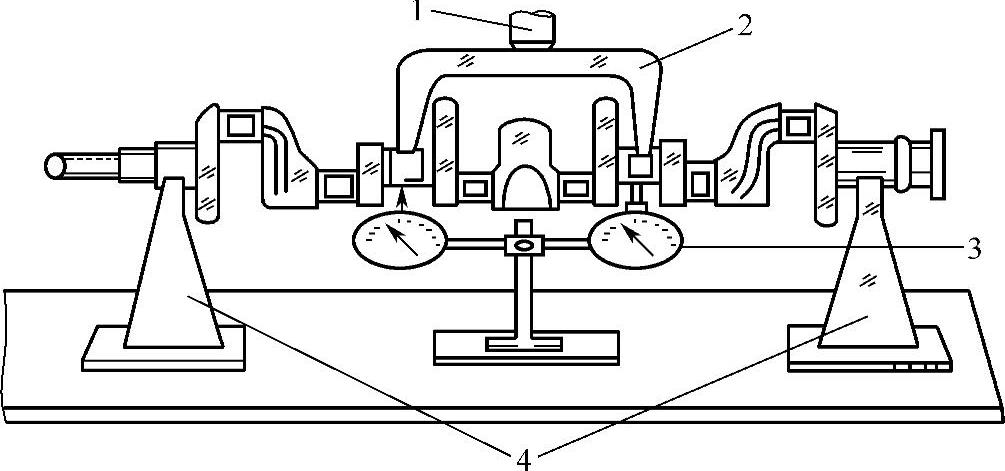
图8-6 柴油机曲轴的校正
1—压头 2—V形压具 3—百分表 4—V形架
曲轴轴颈的磨损是用外颈千分尺测量,测量时,可以根据曲轴轴颈的磨损规律进行测量,一般连杆轴颈磨损最大部位是靠曲轴中心线一侧,而主轴颈磨损最大部位是靠近连杆轴颈一侧。因此测量曲轴主轴颈及连杆轴颈的直径时,应在图8-7所示的部位进行。
在轴颈磨损严重的同一横向断面上多点测量,最大直径与最小直径之差为同轴度误差。在轴颈同一纵断面上进行多点测量,最大直径与最小直径之差即为圆柱度误差。曲轴主轴颈和连杆轴颈磨损后,如果部分轴颈的圆度、圆柱度偏差若超过0.025mm时,应按修理尺寸进行光磨,光磨应在弯扭校正后进行。
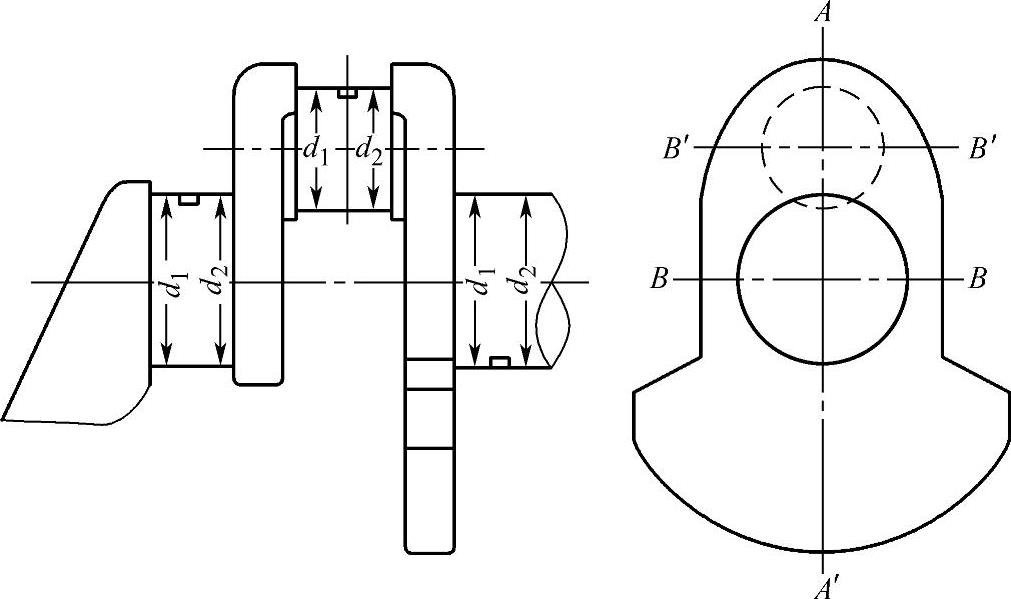
图8-7 曲轴轴颈的检测
曲轴磨损到一定程度后,应光磨修理,具体修理尺寸视柴油机型号而定。
2.曲轴严重损伤的修复方法
一般来说,轴颈直径在80mm以下、圆度及圆柱度误差超过0.025mm,或直径在80mm以上、圆度及圆柱度误差超过0.040mm的曲轴,均应按规定尺寸(修理尺寸)进行修磨。当轴颈磨损严重,采用修理尺寸法不能达到修理效果时,应采用涂层技术修复后再磨削至规定的尺寸或修理尺寸。
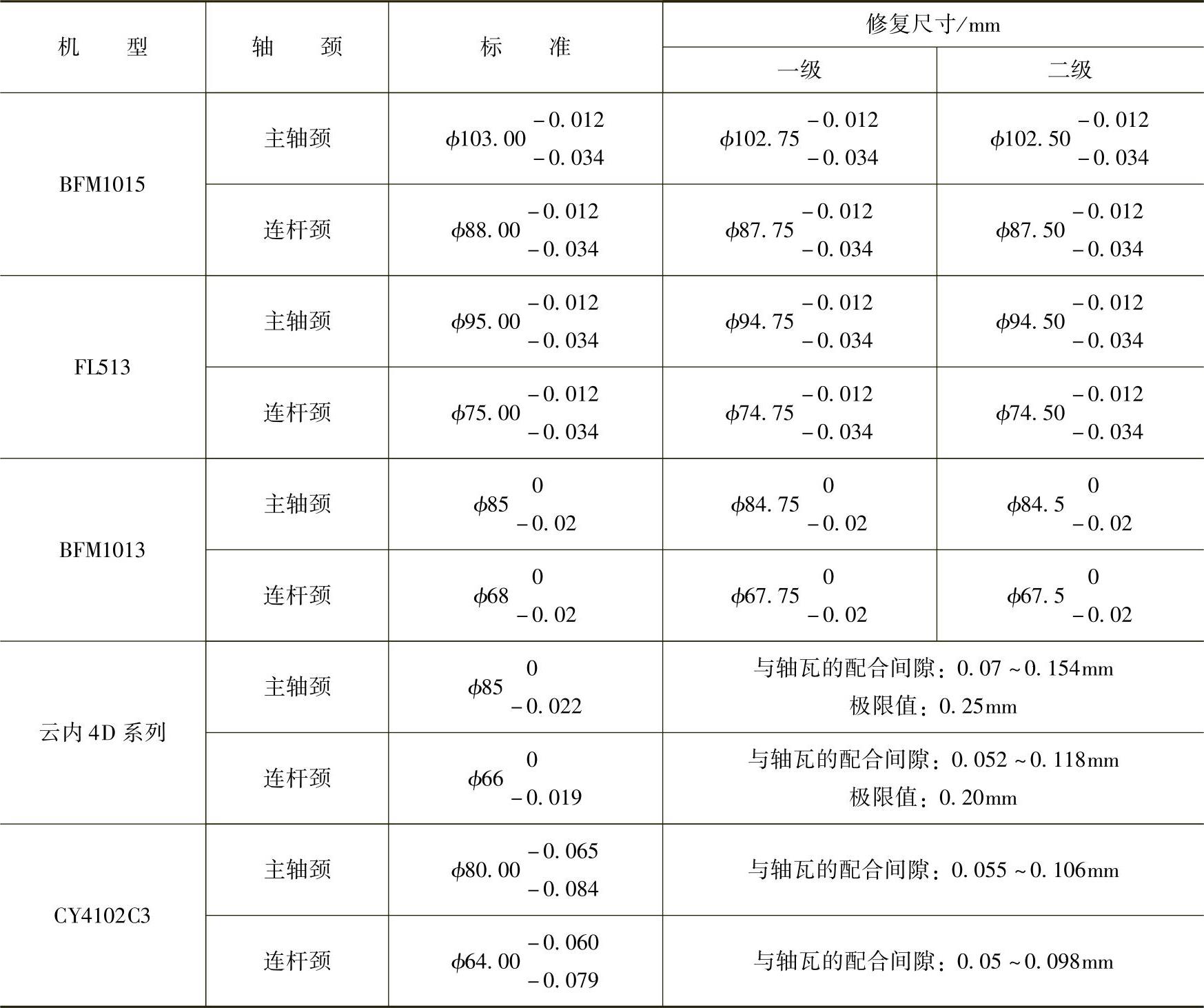
①修理尺寸法。修理尺寸法是修复配合副零件磨损的一种常用方法,它是将待修配合副中的一个零件利用机械加工的方法使其恢复正确形状并获得新的修理尺寸,然后选配具有相应尺寸的另一个零件与之相配,恢复配合性质的一种修理方法。对于磨损量不大的曲轴,可采用磨削的方法使其达到修理尺寸。部分柴油机曲轴的修复尺寸标准见表8-2。
表8-2 部分柴油机曲轴的修复尺寸标准
②电弧喷涂修复。热喷涂技术是近年来在机械制造和设备维修中广泛应用的一项表面工程技术。它是将熔融状态的喷涂材料通过高速气流使其雾化喷射在零件表面,形成喷涂层的一种金属表面加工方法。目前,它已广泛地应用于制造各种功能性涂层和机械零部件的修复中。待喷涂曲轴的清洗、检查、磨削方法与堆焊相同。为了使喷涂层与基体获得良好的结合,对待修复轴颈进行砂粗化处理,喷砂工艺参数:喷砂压力取0.65MPa,喷砂角度为85°,喷砂距离为180~200mm。喷涂前堵塞油孔并用铜皮对所要喷涂轴颈的邻近轴颈进行遮蔽保护。
③电刷镀修复。电刷镀具有镀层与基体的结合强度高,镀层硬度高,耐磨、耐蚀性好,电刷镀后零部件不变形,沉积速度快,镀层种类多,应用范围广等优点,已广泛地应用于零件的磨损修复、表面防腐、减摩、装饰等。
④振动堆焊修复法。堆焊是在金属材料或零件表面熔焊上耐磨、耐蚀等特殊合金层的一种工艺方法。当曲轴轴颈磨损超限,不能按最后一级修理尺寸磨削修理时,可采用振动堆焊的方法增补磨损表面后再磨削。堆焊修复曲轴前,对待修复曲轴轴颈表面进行清洗、检查、磨削和预热等准备工作,可极大地提高修复质量。曲轴堆焊修复开始位置如图8-8所示。
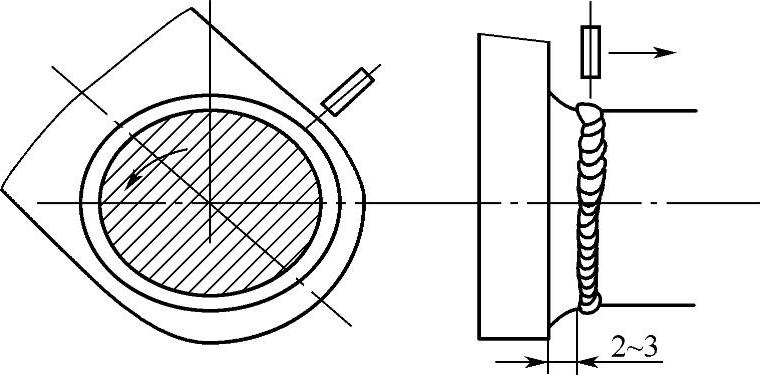
图8-8 曲轴堆焊修复开始位置示意图
⑤手工电弧焊修复。当曲轴主轴颈磨损严重时,可采用对称焊的方法修复。其过程为:先将轴颈表面油污除净,再用錾子将轴颈周围打上麻坑;选用直径为ϕ3~4mm的低碳钢焊条进行对称焊接,焊接电流为145~155A,焊后的轴颈尺寸比标准轴颈要大2~3mm,然后进行磨削加工至标准尺寸。
发生裂纹时,先用錾子开坡口,沿着裂纹表面开U形坡口,坡口深度以看不见裂纹为宜,宽度为13~14mm,焊前先用氧-乙炔焰预热焊接部位到400℃,然后进行对称焊接。焊后要钻通油道,凿修平整,然后磨削加工至标准尺寸。
有关国Ⅲ柴油机故障诊断与典型案例分析的文章

注意不要划伤曲轴和主轴承。装上主轴承盖,并按规定的力矩和顺序紧固主轴承盖。图8-3 曲轴轴向间隙的检测2.曲轴弯曲变形或断裂的原因分析与判断在修理曲轴时,往往不注意对过渡圆角的精心维护,磨削的砂轮圆角没有按照曲轴设计圆角半径修理。如某一缸主轴磨损特别严重,可能产生活塞顶部顶撞气门故障,使柴油机发生剧烈的抖动,导致曲轴弯曲或者断裂。......
2023-09-19

进一步分解柴油机后,不仅发现部分轴瓦有严重的磨损现象,而且出现了曲轴连杆轴颈断裂的重大故障。案例3:机体变形导致曲轴断裂。修复后行驶约2万km时,曲轴在第3缸连杆轴颈与第4道主轴颈连接处断裂,认为是交通道路较差,曲轴加大后不能承受额定载重工作,而货车经常是额定载货甚至超载工作造成的。因此再更换一条新曲轴,但行驶2万km左右,曲轴在第2缸连杆轴颈与第3道主轴颈连接处断裂,这次事故不得不引起高度的重视。......
2023-09-23

表16-3 焊接三阶段检查内容表(续)1.焊缝外观检查焊接完毕,所有焊缝均进行100%外观检查,焊工应清理焊缝表面的熔渣及两侧的飞溅物,检查焊缝外观质量,焊缝外形尺寸符合现行国家标准《钢结构工程施工验收规范》的规定和《国家体育场钢结构工程施工质量验收规程》的规定。......
2023-07-02

根据KM动力喷涂工艺的特点,可完全保持涂层材料与原始喷涂粉末材料的高度纯净性,自2000年左右开始,针对轻金属零件表面制备尺寸超差修复涂层、功能性涂层、耐蚀涂层、耐磨损涂层等需求开展了耐磨、防腐蚀、热导导电、热防护涂层的应用研究。已针对阿帕奇直升机、UH-60通用直升机、海鹰直升机相关部件进行了Al合金涂层的尺寸修复,并对镁合金、铝合金铸件的缺陷进行修复。......
2023-06-18

图10-8 熔断器型号及含义2.结构熔断器主要由熔体、熔管和熔座三部分组成。电网配电一般选用管式熔断器;电动机保护一般选用螺旋式熔断器;照明电路一般用瓷插式熔断器;保护晶闸管器件则应选择快速熔断器。2)安装螺旋式熔断器时,必须注意将电源线接到瓷底座的下接线端,以保证安全。表10-6 熔断器的常见故障及修理方法......
2023-06-28

一般来说,电动自行车机械类故障的检修也较简单,多以重装、修补、润滑或更换等操作为主。图5-24 电动自行车中轴“咯吱”异响故障分析电动自行车前闸刹车不灵活故障分析图解演示电动自行车前闸刹车不灵活故障多是由前闸闸线过紧、闸皮磨损严重引起的,其故障检修流程如图5-25所示。......
2023-09-27

在更换轴瓦时应检查其曲轴轴颈的圆柱度和圆度,若超过极限应予修理,以免造成轴颈、轴瓦的接触面减小,单位面积压力增大,控制轴间间隙的磨损。曲轴主轴颈和曲颈表面不得有磨损、拉伤、腐蚀和锈蚀的伤斑点。如轴颈用锉刀修复过后必须经过研磨抛光,轴颈上不能有凹凸不平的缺陷,否则曲轴和轴承将加速磨损,曲轴的耐疲劳强度明显下降。尽可能减少柴油机冷机起动的次数,以减轻曲轴轴颈的磨损。......
2023-09-19

比亚迪e5车的霍尔电流传感器信号线,将导致充放电电流数据无法读取,无法判定及计算SOC数值,无法判定充电电流大小,基于安全考虑,将终止充电实际电流。图3.14 霍尔电流传感器电路对于比亚迪e5车来说,与故障相关的检测数据如下。但是电流传感器无法没有CAN线连接,无法将故障信息报送到BMS,因此读取充电系统无故障码。经典的SOC估算一般采用安时积分法。同时电流测量不准,造成SOC计算误差会不断累积,需要定期不断校准。......
2023-09-18
相关推荐