3)画管道轴测图时,不论是正等测还是斜等测,都根据简化了的轴向缩短率1∶1绘制。5)画轴测图中的设备时,一律用细实线或双点画线表示。6)画轴测图时,应注明管路内的工作介质的性质、流动方向、管线标高及坡度等。用螺纹连接的阀门和管件在表示形式上与法兰连接相同,阀门的手轮应与管线平行。......
2023-09-01
热熔连接是由相同热塑性塑料制作的管材与管件互相连接时,采用专用热熔机具将连接部位的表面加热,连接接触面处的本体材料互相熔合,冷却后连接成为一个整体。热熔连接有对接式热熔连接、承插式热熔连接和电熔连接。管道热熔连接示意图如图4-35所示。
电熔连接是在连接时,将相同的热塑性塑料管道,先插入特制的电熔管件,由电熔连接机具对电熔管件通电,依靠电熔管件内部预先埋设的电阻丝产生所需要的热量进行熔接,冷却后管道与电熔管件连接成为一个整体。
热熔连接多用于室内生活给水PP-R管、PB管的安装。热熔连接后,管材与管件形成一个整体,连接部位强度高、可靠性好,施工速度快。热熔连接技术要求见表4-16。

图4-35 管道热熔连接示意图
表4-16 热熔连接技术要求
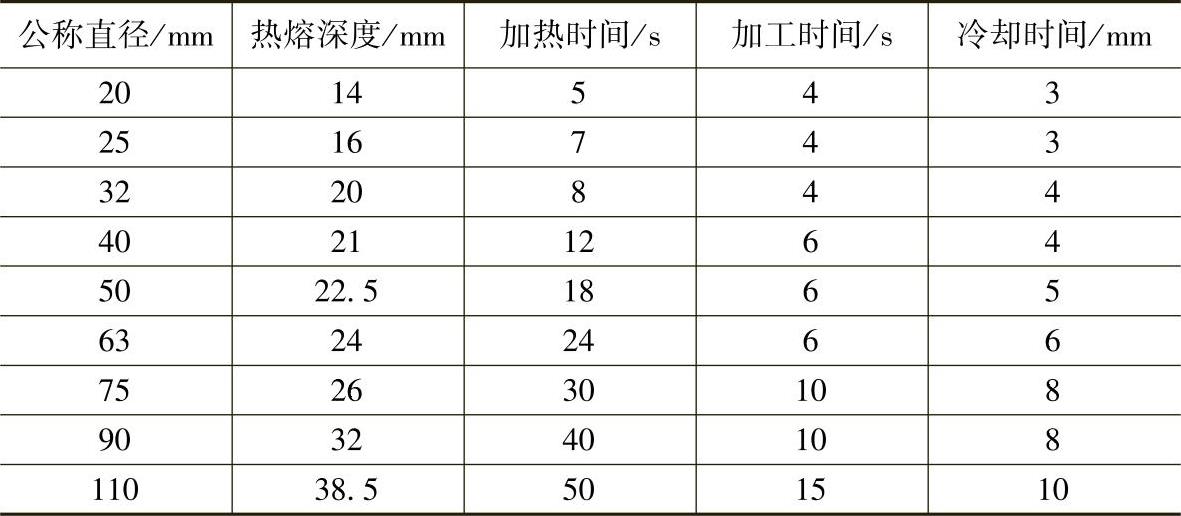
注:1.当操作环境温度低于5℃,加热时间延长50%。
2.在表中规定的加工时间内,刚熔接好的接头还可校正,但严禁旋转。
1.切割管材
必须使端面垂直于管轴线。管材切割一般使用管子剪或管道切割机,必要时可使用锋利的钢锯,但切割后管材断面应去除飞边。管材与管件的连接端面必须清洁、干燥、无油污。
2.测量
用专用标尺和适合的笔在管端测量并绘出熔接深度。熔接弯头或三通时,按设计图样要求,应注意方向,在管件和管材的直线方向上,用辅助标志标出其位置。
3.加热管材、管件
当热熔焊接器加热到260℃(指示灯亮以后)时,将管材和管件同时推进热熔焊接器的模头内,加热时间不可少于5s。
4.连接
将已加热的管材与管件同时取下,迅速无旋转地直插到所标深度,使接头处形成均匀的突缘直至冷却。管材插入不能太浅或太深,否则会造成缩径或不牢固。
5.检验与验收
管道安装结束后,必须进行水压试验,以确认其熔接状态是否良好,否则严禁进行管道隐蔽安装。步骤如下:
1)将试压管道的末端封堵,缓慢注水,同时将管道内的气体排出。充满水后,进行水密封检查。
2)加压宜采用手动泵缓慢升压,升压时间不得小于10min。
3)升压至规定的试验压力(一般为1.0MPa以上)后,停止加压。稳压1h,观察接头部位是否有漏水现象。
4)稳压后,补压至规定的试验压力值,15min内的压力下降不超过0.05MPa为合格。
有关水暖工从新手到高手的文章

3)画管道轴测图时,不论是正等测还是斜等测,都根据简化了的轴向缩短率1∶1绘制。5)画轴测图中的设备时,一律用细实线或双点画线表示。6)画轴测图时,应注明管路内的工作介质的性质、流动方向、管线标高及坡度等。用螺纹连接的阀门和管件在表示形式上与法兰连接相同,阀门的手轮应与管线平行。......
2023-09-01

同种材质的PP-R管材和管件之间,应采用热熔连接或电熔连接。直埋在墙体内或地面内的管道,必须采用热(电)熔连接,不得采用螺纹或法兰连接。图3-19热熔焊接机2.质量要求PP-R管道连接的质量要求如下。......
2023-09-01

焊接时,为防止法兰变形,应按对称方向分段焊接,如图4-15所示。法兰垫圈应符合要求,不允许使用斜垫圈或双层垫圈。平面法兰所用垫圈要加工成带把的形状,如图4-18所示,以便安装或拆卸。法兰连接时,应使两片法兰的螺栓孔对准,连接法兰的螺栓应用同一种规格,全部螺母应位于法兰的某一侧。连接法兰的螺栓端部伸出螺母的长度,一般为2~3扣。螺栓紧固还应根据需要加一个垫片,紧固后,螺母应紧贴法兰。......
2023-09-01

图2-41 用水平仪测量安装设备的水平度2)使用时,被测部位必须平滑、干净;使用中,应避免水平仪的底部受碰撞或磨刮而影响测量结果;使用完毕后应将仪器及时擦拭干净。......
2023-09-01

当焊接钢管采用螺纹连接时,管件外螺纹和管件内螺纹均应使用55°管螺纹。在引进项目中会遇到60°管螺纹,因此在从国外引进的装置或购买的产品使用管螺纹连接时,应首先确定是55°管螺纹还是60°管螺纹,以免发生技术上的失误。用于管子连接的螺纹有圆锥形和圆柱形两种,连接的方式有三种。对于介质温度超过115℃的管路接口,可采用黑铅油和石棉绳。......
2023-09-01

实际工作中一般是在管道安装前刷第一遍油漆,但要留出焊接部位,待安装及试压完毕后再完成全部涂装工作。盐酸的质量分数一般为10%~15%,酸洗在室温下的浸泡时间约为12min。人工涂刷时,应往复、纵横交错涂刷,保证涂层均匀;喷涂法是以压缩空气为动力进行喷涂。现场涂漆一般任其自然干燥,多层涂漆的间隔时间,应保证漆膜干燥,涂层未经干燥不得进行下一工序施工。......
2023-09-01
图2-15 热熔承插连接无规共聚聚丙烯管熔接操作过程如图2-16所示。图2-17 无规共聚聚丙烯管切管器和熔接器标记位置。将热熔工具接通电源,熔接器上显示通电加热的红色指示灯亮,升温时间约为6min,熔接器温度能够达到260℃,并能自动控制在260℃,红色指示灯灭表示可以熔接。当管子、管件加热到可熔接的温度时,连接件应迅速脱离熔接器,并用均匀外力将管材插口插入管件的承口内,至管材插入长度的标记位置,且应使管件承口端部形成均匀凸缘。......
2023-09-20
管道不设连接件的最小弯曲半径为DN8。管道系统分流处在干管部位应设固定支撑。③卡箍、卡件与管道的紧固部位不得损伤管壁。13)管道安装结束,管口部位应采用管堵进行封堵,封堵后管口部位的耐压性能应满足管道试压的要求。......
2023-09-01
相关推荐