为确保量尺准确,应弹出立管安装的垂直中心线。管段的下料方法,有计算法和比量法两种。比量法1)螺纹连接的比量下料。比量法简便实用,在现场施工时应用广泛。图3-2 承插管下料尺寸......
2023-09-01
1.灌冷砂法
将细的河砂晾干后,灌入塑料管内,然后用电烘箱或蒸汽烘箱加热,常用塑料管的弯曲加热温度及其他参数见表3-7。为了缩短加热时间,也可在塑料管的待弯曲部位灌入温度约为80℃的热砂,其他部位灌入冷砂。在加热时要使管子加热均匀,为此应经常转动管子。若管子较长,从烘箱两侧转动管子时动作要协调,防止将已加热部分的管段扭伤。
表3-7 常用塑料管的弯曲加热温度及其他参数
2.灌热砂法
将细砂加热到表3-7所要求的温度,直接将热砂灌入塑料管内,用热砂将塑料管加热,管子加热的温度大致凭手感即知。当用手按在管壁上有柔软的感觉时就可以揻制了。
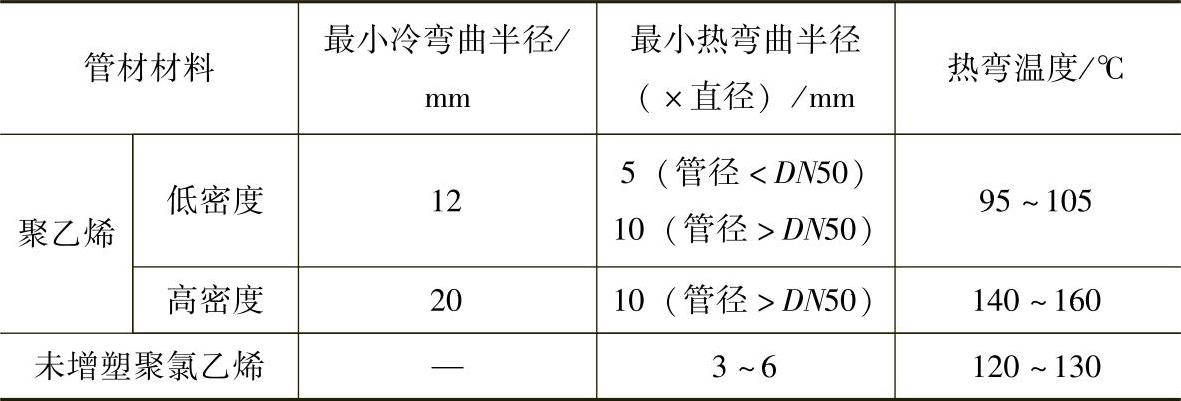
由于加热后的塑料管较柔软,内部又灌有细砂,故将其放在如图3-12所示的模具上,靠自重即可弯曲成形。这种弯制方法只有管子的内侧受压,对于口径较大的塑料管极易产生凹瘪,为此可采用图3-13所示三面受限的木模进行弯制。由于受力较均匀,揻管的质量较好,操作也比较方便。对于需批量加工的弯头,也可用如图3-14所示的模压法进行弯制。
揻制塑料管的模具一般用硬木制作,这样可避免因钢模吸热,使塑料管局部骤冷而影响弯管质量。
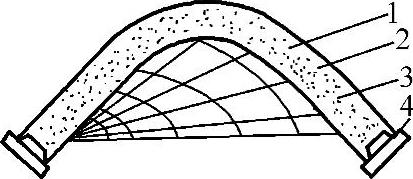
图3-12 塑料管弯制
1—木胎架 2—塑料管 3—充填物 4—管封头
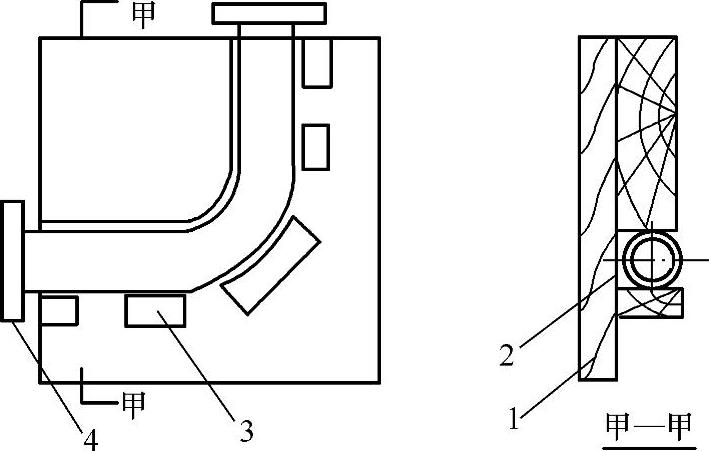
图3-13 弯管木模
1—木模底板 2—塑料管 3—定位木块 4—封盖
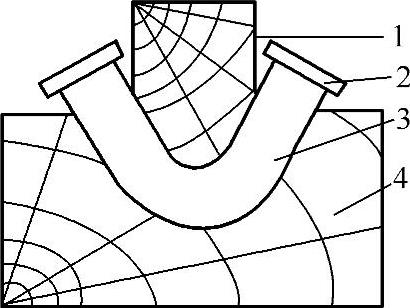
图3-14 模压法弯管
1—顶模 2—封头 3—塑料管 4—底模
有关水暖工从新手到高手的文章

为确保量尺准确,应弹出立管安装的垂直中心线。管段的下料方法,有计算法和比量法两种。比量法1)螺纹连接的比量下料。比量法简便实用,在现场施工时应用广泛。图3-2 承插管下料尺寸......
2023-09-01

焊接时,为防止法兰变形,应按对称方向分段焊接,如图4-15所示。法兰垫圈应符合要求,不允许使用斜垫圈或双层垫圈。平面法兰所用垫圈要加工成带把的形状,如图4-18所示,以便安装或拆卸。法兰连接时,应使两片法兰的螺栓孔对准,连接法兰的螺栓应用同一种规格,全部螺母应位于法兰的某一侧。连接法兰的螺栓端部伸出螺母的长度,一般为2~3扣。螺栓紧固还应根据需要加一个垫片,紧固后,螺母应紧贴法兰。......
2023-09-01

4)轻便式铰板上有一个作用类似于自行车飞轮的“千斤”,当调整扳手两侧的调位销时,即可使“千斤”按顺时针方向或逆时针方向起作用,扳动把手,即可套螺纹。安装板牙时,先将活动标盘的刻线对准固定盘的“0”位,板牙上的标记与铰板上板牙槽旁的标记必须对应。7)加工完毕,铰板不要倒转退出,以免乱螺纹。......
2023-09-01

当焊接钢管采用螺纹连接时,管件外螺纹和管件内螺纹均应使用55°管螺纹。在引进项目中会遇到60°管螺纹,因此在从国外引进的装置或购买的产品使用管螺纹连接时,应首先确定是55°管螺纹还是60°管螺纹,以免发生技术上的失误。用于管子连接的螺纹有圆锥形和圆柱形两种,连接的方式有三种。对于介质温度超过115℃的管路接口,可采用黑铅油和石棉绳。......
2023-09-01

实际工作中一般是在管道安装前刷第一遍油漆,但要留出焊接部位,待安装及试压完毕后再完成全部涂装工作。盐酸的质量分数一般为10%~15%,酸洗在室温下的浸泡时间约为12min。人工涂刷时,应往复、纵横交错涂刷,保证涂层均匀;喷涂法是以压缩空气为动力进行喷涂。现场涂漆一般任其自然干燥,多层涂漆的间隔时间,应保证漆膜干燥,涂层未经干燥不得进行下一工序施工。......
2023-09-01

管道施工图常用的比例有1∶5、1∶10、1∶200等,大样图则采用1∶10或1∶20等较小的比例,区域性平面图采用1∶50、1∶1000等较大的比例。施工中应以供货厂家的产品样本为准。焊接钢管与常用小直径无缝钢管的对应关系见表1-1。中、小直径管道一般标注管道中心的标高,排水管等重力流管道通常标注管底标高。除标高以“m”计以外,施工图中的其他尺寸均以“mm”计。......
2023-09-01
铝塑复合管的连接方式宜采用卡套式连接。管芯插入管道后,拧动锁紧螺母,将预先套在管道外的金属紧箍环束紧,使管内壁与管芯密封,起到连接作用。5)铝塑复合管埋地敷设安装应注意以下几个问题:①埋地进户管(引入管)穿外墙处,应预留孔洞,孔洞高度一般为管顶以上的净高不宜小于100mm。⑤埋地铝塑复合管的管件应做外防腐处理。⑥给水引入管与排水排出管的水平净距不得小于1m。......
2023-09-01

3)画管道轴测图时,不论是正等测还是斜等测,都根据简化了的轴向缩短率1∶1绘制。5)画轴测图中的设备时,一律用细实线或双点画线表示。6)画轴测图时,应注明管路内的工作介质的性质、流动方向、管线标高及坡度等。用螺纹连接的阀门和管件在表示形式上与法兰连接相同,阀门的手轮应与管线平行。......
2023-09-01
相关推荐