要求施工环境温度不得低于0℃,为加速干燥,可在管内通入热介质,但温度应控制在80~150℃。涂抹法适用于热水管或热力设备保温。套管式保温施工时,将保温管沿轴向切开套在管道上,在保温管的轴向和横向接缝处用带胶铝箔粘合即可。套管式保温施工具有操作简单、工效高、材料浪费少等特点。沥青胶泥常用于冷水管道保温结构。室内管常采用玻璃丝布、棉布、麻布等缠裹材料作为保护层。......
2023-09-01
施工中常需要改变管路的走向,将管子弯曲以达到设计规定的角度。管子弯曲制作的方法可分为冷弯和热煨两种,如图3-11所示。
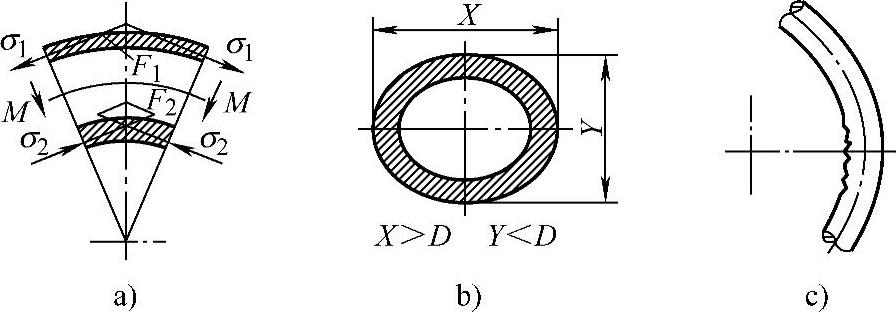
图3-11 管子弯曲的横断面变形
1.管子弯曲方法
(1)冷弯
冷弯是在管子不加热的情况下,使用弯管工具对管子进行弯曲。冷弯操作较简便,效率很高,但只适用于管径小、管壁薄的管子。
1)手动弯管器。手动弯管器一般可以弯制公称直径32mm以下的管子。
2)液压弯管器。液压弯管器利用液压原理通过靠模把管子弯曲,其操作方法与手动弯管器基本相同。
3)电动弯管机。电动弯管机是由电动机通过减速装置带动传动胎轮,在胎轮上设有管子夹持器,以夹紧管子并固定在动胎轮上。弯制时,动胎轮和被夹紧的管子一起旋转至所需弯曲角度。
(2)热弯
首先将管子一端用木塞堵上,灌入干砂,用锤子轻轻在管外壁上敲打,将管内的砂子振实,再将管子的另一端也用木塞堵上,然后根据尺寸要求划好线进行加热。当受热管段表面呈橙红色时(900~950℃)即可进行煨制。如管径较小(32mm以下)或者弯曲的度数不大,可适当降低加热温度。
在整个弯管过程中,用力要均匀,速度不宜过快,但操作要连续、不可间断,当受热管表面呈暗红色时(700℃)应停止煨制。
(3)铜管弯管
铜及铜合金管煨弯时尽量不用热煨,这是因为热煨后管内的填充物(如河砂、松香等)不宜清除。一般管径在100mm以下的采用弯管机冷弯;管径在100mm以上的采用压制弯头或焊接弯头。铜弯管的直边长度不应小于管径,且不少于30mm。
1)热煨弯(一般用于黄铜管)
①先将管内充入无杂质的干细砂,并用木槌敲实;然后用木塞堵住两端口,再在管壁上画出加热长度的记号,应使弯管的直边长度不小于其管径,且不小于30mm。
②用木炭对管身的加热段进行加热,如采用焦炭加热,应在关闭炭炉吹风机的条件下进行,并不断转动管子,使加热均匀。
③当加热至400~500℃时,迅速取出管子放在胎具上弯制,在弯制过程中不得在管身上浇水冷却。
④热煨弯后,管内不易清除的河砂可用质量分数为15%~20%的氢氟酸在管内存留3h使其溶蚀,再用质量分数为10%~15%的碱中和,以干净的热水冲洗,再在120~150℃温度下经3~4h烘干。
2)冷煨弯(一般用于紫铜管)
①先将管内充入无杂质的干细砂,并用木槌敲实;然后用木塞堵住两端口,再在管壁上画出加热长度的记号,应使弯管的直边长度不小于其管径,且不小于30mm。
②用木炭对管身的加热段进行加热,如采用焦炭加热,应在关闭炭炉吹风机的条件下进行,并不断转动管子,使加热均匀。
③当加热至540℃时,迅速取出管子,并对其加热部分浇水骤冷,待其冷却后再在胎具上弯制。
2.管子弯曲要求
1)弯管宜采用壁厚为正公差的管子制作。
2)有缝钢管制作弯管时,焊缝应避开受拉(压)区。
3)弯制钢管,弯曲半径应符合下列规定:
①热弯:应不小于管道外径的3.5倍。
②冷弯:应不小于管道外径的4倍。
③焊接弯头:应不小于管道外径的1.5倍。
④冲压弯头:应不小于管道外径。
4)钢管应在其材料特性的允许范围内冷弯或热弯。
5)加热制作弯管时,铜管的加热温度范围为500~600℃;铜合金管的加热温度范围为600~700℃。
6)弯管质量应符合下列规定:
①不得有裂纹(目测或依据设计文件规定)。
②不得存在过烧、分层等缺陷。
③不宜有皱纹。
④测量弯管任一截面上的最大外径与最小外径差,应符合表3-4的规定。
⑤各类金属管道的弯管,管端中心偏差值不得超过3mm/m,当直管长度L大于3m时,其偏差不得超过10mm。
Π形弯管的平面度允许偏差应符合表3-5的规定。
表3-4 测量弯管任一截面上的最大外径与最小外径差
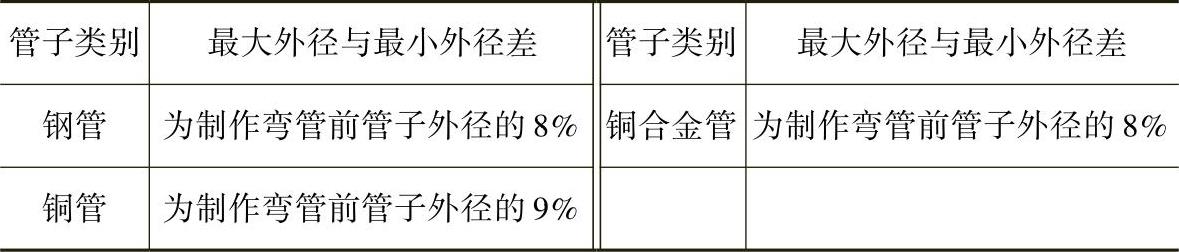
表3-5 Π形弯管的平面度允许偏差 (单位:mm)

7)钢塑复合管的管径不大于50mm时可用弯管机冷弯,但其弯曲半径不得小于8倍的管径,弯曲角度不得大于10°。
8)管道的转弯处宜采用管件连接。DN≤32mm的管材,当采用直管材折曲转弯时,其弯曲半径不应小于12mm,且在弯曲时应套有相应口径的弹簧管。管道的弯曲部位不得有凹陷和起皱现象。
9)铝塑复合管直接弯曲时,公称外径不大于25mm的管道可在管内放置专用弹簧进行弯曲;公称外径为32mm的管道宜采用专用弯管器进行弯管。
有关水暖工从新手到高手的文章

要求施工环境温度不得低于0℃,为加速干燥,可在管内通入热介质,但温度应控制在80~150℃。涂抹法适用于热水管或热力设备保温。套管式保温施工时,将保温管沿轴向切开套在管道上,在保温管的轴向和横向接缝处用带胶铝箔粘合即可。套管式保温施工具有操作简单、工效高、材料浪费少等特点。沥青胶泥常用于冷水管道保温结构。室内管常采用玻璃丝布、棉布、麻布等缠裹材料作为保护层。......
2023-09-01

2)吹洗带油管道时,应使用无油压缩空气或其他不含油的气体进行吹洗。应在临时管道吹洗干净后,再用于正式蒸汽管道的吹洗。暖管时,应检查管道的热位移,当有异常时,应及时进行处理。8)通往汽轮机或设计文件有规定的蒸汽管道,经蒸汽吹洗后应对吹洗靶板进行检验。最终验收的靶板应做好标志,并应妥善保管。脱脂前可根据工作介质、管材、管径、脏污情况制定管道的脱脂方案。......
2023-09-01

实际工作中一般是在管道安装前刷第一遍油漆,但要留出焊接部位,待安装及试压完毕后再完成全部涂装工作。盐酸的质量分数一般为10%~15%,酸洗在室温下的浸泡时间约为12min。人工涂刷时,应往复、纵横交错涂刷,保证涂层均匀;喷涂法是以压缩空气为动力进行喷涂。现场涂漆一般任其自然干燥,多层涂漆的间隔时间,应保证漆膜干燥,涂层未经干燥不得进行下一工序施工。......
2023-09-01

在金属管配件与给水聚丙烯管的连接部位,管卡应设在金属配件一端。3)立管和横管支、吊架的间距应符合规范的规定。2)管道暗敷在地坪面层内,应按设计图样的要求施工。3)管道安装时,不得轴向扭曲;穿墙或楼板时,不宜强制校正。给水管与其他金属管道平行敷设时,应有一定的保护距离,净距离不宜小于100mm,且宜在金属管道的内侧。12)管道出地坪处应设置护管,其高度应高出地坪100mm。......
2023-09-01

管道施工图常用的比例有1∶5、1∶10、1∶200等,大样图则采用1∶10或1∶20等较小的比例,区域性平面图采用1∶50、1∶1000等较大的比例。施工中应以供货厂家的产品样本为准。焊接钢管与常用小直径无缝钢管的对应关系见表1-1。中、小直径管道一般标注管道中心的标高,排水管等重力流管道通常标注管底标高。除标高以“m”计以外,施工图中的其他尺寸均以“mm”计。......
2023-09-01

最好是调整两个管托间的距离至刚好使顶胎通过。电动套丝切管机采用电动方式进行金属管的切断、倒角及螺纹加工。对套丝机所有的相对运动部件,应经常加注润滑油。在确定各部件无异常情况后方可开机工作。为安全起见,不能随意拆除砂轮片上的保护罩;运行中若发现有不平稳或冲击振动现象时,应立即停机进行检查。砂轮片若出现缺口时须及时废弃不用。......
2023-09-01
图2-41 用水平仪测量安装设备的水平度2)使用时,被测部位必须平滑、干净;使用中,应避免水平仪的底部受碰撞或磨刮而影响测量结果;使用完毕后应将仪器及时擦拭干净。......
2023-09-01
3)画管道轴测图时,不论是正等测还是斜等测,都根据简化了的轴向缩短率1∶1绘制。5)画轴测图中的设备时,一律用细实线或双点画线表示。6)画轴测图时,应注明管路内的工作介质的性质、流动方向、管线标高及坡度等。用螺纹连接的阀门和管件在表示形式上与法兰连接相同,阀门的手轮应与管线平行。......
2023-09-01
相关推荐