火焰矫正厚度较大的钢材时,加热后不得用凉水冷却。高频热点矫正法的原理与火焰矫正法大致相同,所不同的是热源不用火焰而是采用高频感应加热。当感应圈靠近钢材时,由于交变磁场的作用,使钢材内部产生感应电流,由于钢材电阻的热效应而发热,使温度立即升高,从而进行加热矫正。因此,用高频热点矫正时,加热位置的选择也与火焰矫正相同。对成批型材可采取在现场制作支架,以千斤顶作动力进行矫正。......
2023-08-22
1.拼装变形预防
拼装时应选择合理的装配顺序,一般原则是先将整体构件适当的分成几个部件,分别进行小单元部件的拼装,然后将这些拼装和焊完的部件予以矫正后,再拼成大单元整体。这样某些不对称或收缩大的构件焊缝能自由收缩和进行矫正,而不影响整体结构的变形。
拼装时,应注意下列事项:
(1)拼装前,应按设计图的规定尺寸,认真检查拼装零件的尺寸是否正确。
(2)拼装底样的尺寸一定要符合拼装半成品构件的尺寸要求,构件焊接点的收缩量应接近焊后实际变化尺寸要求。
(3)拼装时,为避免构件在拼装过程中产生过大的应力变形,应使零件的规格或形状均符合规定的尺寸和样板要求。同时在拼装时不应采用较大的外力强制组对,避免构件焊后产生过大的拘束应力而发生变形。
(4)构件组装时,为使焊接接头均匀受热以消除应力和减少变形,应做到对接间隙、坡口角度、搭接长度和T形贴角连接的尺寸正确,其形状和尺寸的要求,应按设计及确保质量的经验做法进行。
(5)坡口加工的形式、角度、尺寸应按设计施工图要求进行。
2.变形矫正
(1)变形校正顺序
当零件组成的构件变形较为复杂,并具有一定的结构刚度时,可按下列顺序进行矫正:
1)先矫正总体变形,后矫正局部变形。
2)先矫正主要变形,后矫正次要变形。
3)先矫正下部变形,后矫正上部变形。
4)先矫正主体构件,后矫正副件。
(2)变形校正的方法
当钢构件发生弯曲或扭曲变形超过设计规定的范围时,必须进行矫正。常用的矫正方法有机械矫正法、火焰矫正法或混合矫正法等。
1)机械矫正。机械矫正法主要采用顶弯机、压力机矫正弯曲构件,亦可利用固定的反力架、液压式或螺旋式千斤顶等小型机械工具顶压矫正构件的变形。矫正时,将构件变形部位放在两支撑的空间处,对准凸出处加压,即可调直变形的构件。
2)火焰矫正。条形钢结构变形主要采用火焰矫正。其特点是时间短,收缩量大,其水平收缩方向是沿着弯曲的一面按水平对应收缩后产生新的变形来矫正已发生的变形,如图6-24所示。
①采用加热三角形法加热三角形矫正弯曲的构件时,应根据其变形方向来确定加热三角形的位置,如图6-24所示。
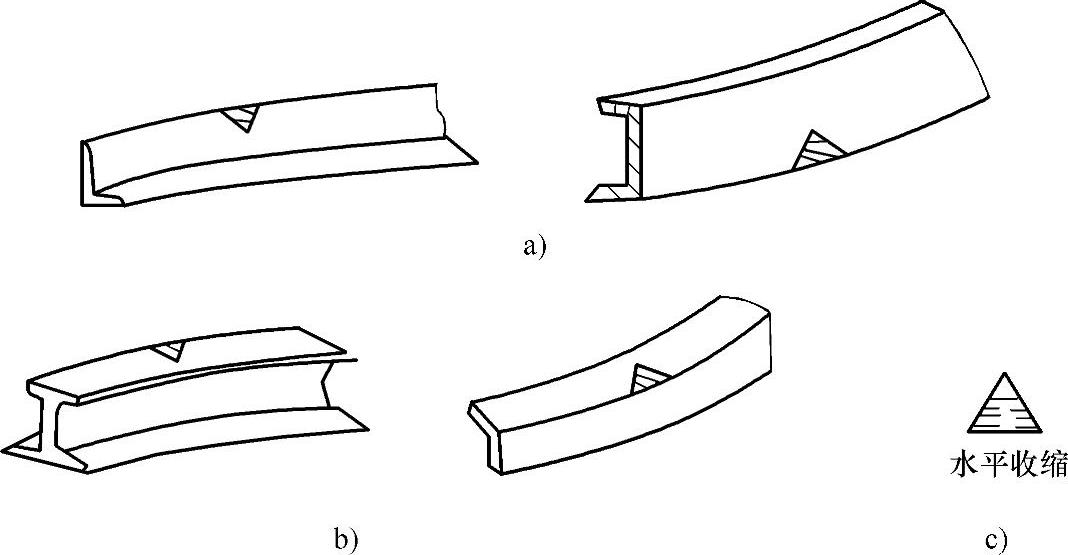
图6-24 型钢火焰矫正加热方向
a)上下弯曲加热 b)左右弯曲加热 c)三角形加热后收缩方向
a.上下弯曲,加热三角形在立面,如图6-24a所示。
b.左右方向弯曲,加热三角形在平面,如图6-24b所示。
c.加热三角形的顶点位置应在弯曲构件的凹面一侧,三角形的底边应在弯曲的凸面一侧。
②加热三角形的数量多少应按构件变形的程度来确定:
a.构件变形的弯矩大,则加热三角形的数量要多,间距要近。
b.构件变形的弯矩小,则加热三角形的数量要少,间距要远。
c.一般对5m以上长度的截面100~300mm2的型钢件用火焰(三角形)矫正时,加热三角形的相邻中心距为500~800mm,每个三角形的底边宽由变形程度来确定,一般应在80~150mm范围内,如图6-25所示。
③加热三角形的高度和底边宽度一般是型钢高度的1/5~2/3,加热温度在700~800℃,不得以超过900℃的正火温度。矫正的构件材料若是低合金钢结构钢时,矫正后必须缓慢冷却,必要时可用绝热材料加以覆盖保护,以免增加硬化组织,发生脆裂等缺陷。
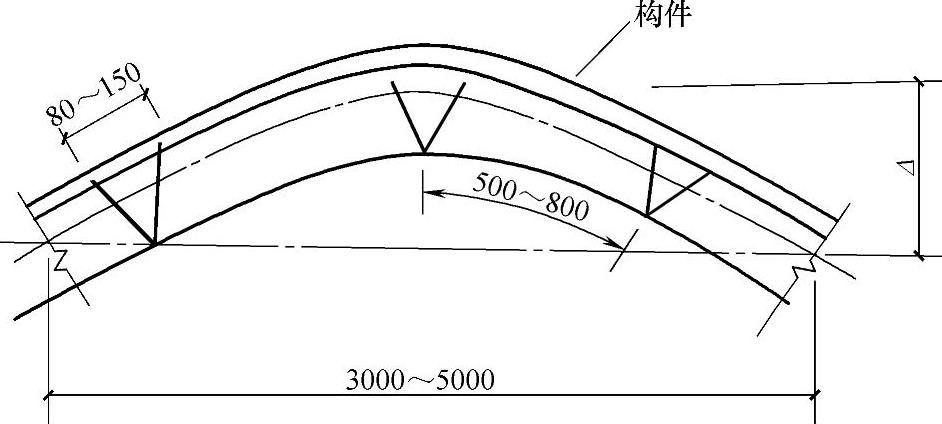
图6-25 火焰矫正构件加热三角形的尺寸和距离
Δ—构件弯曲度
3)构件混合矫正
钢结构混合矫正法是依靠综合作用矫正构件的变形。①当变形构件符合下列情况之一者,应采用混合矫正法:a.构件变形的程度较严重,并兼有死弯。b.变形构件截面尺寸较大,矫正设备能力不足。
c.构件变形形状复杂。
d.构件变形方向具有两个及两个以上的不同方向。
e.用单一矫正方法不能矫正变形构件,均采用混合矫正法进行。
②箱形梁构件扭曲矫正方法:矫正箱形梁扭曲时,应将其底面固定在平台上,因其刚性较大,需在梁中间位置的两个侧面及上平面,用2~3只大型烤把同时进行火焰加热,加热宽度约30~40mm,并用牵拉工具逆着扭曲方向的对角方向施加外力P,在加热与牵引综合作用下,能将扭曲矫正,如图6-26所示。
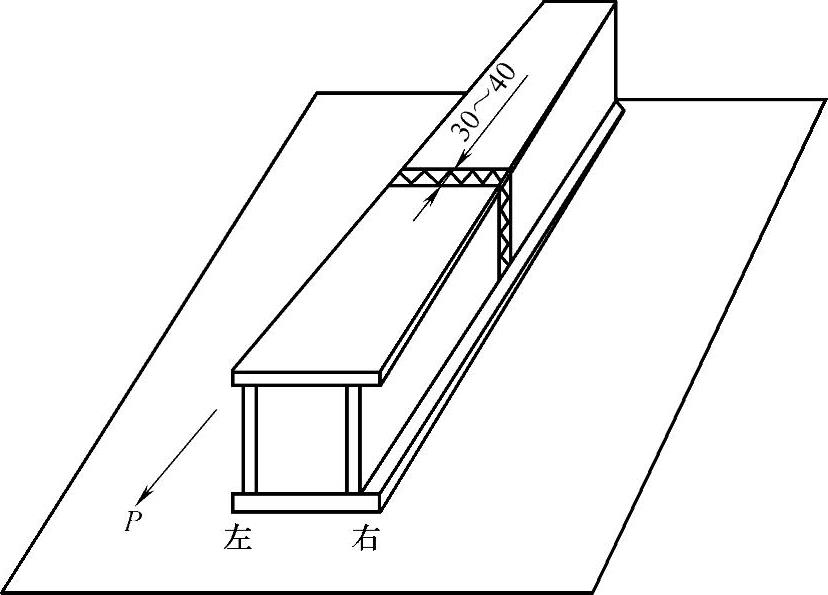
图6-26 箱形梁的扭曲变形矫正
P—外力
箱形梁的扭曲被矫正后,可能会产生上拱或侧弯的新变形。对上拱变形的矫正,可在上拱处由最高点向两端用加热三角形方法矫正。侧弯矫正时除用加热三角形法单一矫正外,还可边加热边用千斤顶进行矫正。
有关钢结构工程识图与施工技巧的文章

火焰矫正厚度较大的钢材时,加热后不得用凉水冷却。高频热点矫正法的原理与火焰矫正法大致相同,所不同的是热源不用火焰而是采用高频感应加热。当感应圈靠近钢材时,由于交变磁场的作用,使钢材内部产生感应电流,由于钢材电阻的热效应而发热,使温度立即升高,从而进行加热矫正。因此,用高频热点矫正时,加热位置的选择也与火焰矫正相同。对成批型材可采取在现场制作支架,以千斤顶作动力进行矫正。......
2023-08-22

焊接过程中以及焊接后,被焊构件内将不可避免地产生焊接应力和焊接变形。由于这三种原因的综合影响,再加上结构的形状、尺寸、周界条件和施焊条件的不同,焊接结构中产生的变形状态也很复杂。表3-21 各种焊接变形......
2023-08-22

表5-9 切割余量 2.切割面质量要求钢材切割后,不得有分层,断面上不得有裂纹,应清除切口处的毛刺或熔渣和飞溅物。图5-7 切割面割纹深度示意图h—切割面割纹深度5)剪切面的垂直度,如图5-9所示,应小于等于2.0mm。......
2023-08-22

待焊接的表面及距焊缝位置50mm范围内不得有影响正常焊接和焊缝质量的氧化皮、锈蚀、油脂、水等杂质。焊接前,应采用钢丝刷、砂轮等工具彻底清除待焊处表面的氧化皮、铁锈、油污等杂物,焊接坡口应按现行国家标准《钢结构焊接规范》进行检查。......
2023-08-22

由于钢柱倾斜,起吊、对线、校正较难控制。钢柱安装到位时,应对准轴线、临时固定牢固后才能松开吊索。多节钢柱的主要校正步骤如下:在起重机脱钩后电焊前进行初校。......
2023-08-22

绘制时,剖视剖切符号不应与其他图线相接触。图1-4 断面的剖切符号索引符号与详图符号1)图样中的某一局部或构件,如需另见详图应以索引符号索引。索引符号是由直径为8~10mm的圆和水平直径组成,圆及水平直径应以细实线绘制。7)被索引的图样与索引位置在同一张图纸内时,应按图1-8的规定进行编排。......
2023-08-22

高空散装法是指运输到现场的运输单元体或散件,用起重机械吊升到高空对位拼装成整体结构的方法。同时高空散装,不易控制标高、轴线和质量,工效降低。由于高空散装法对支架的沉降要求较高,因此,应给予足够的重视。每条网架组装完,经校验无误后,按总拼顺序进行下条网架的组装,直至全部完成。对于大型网架,每次拆除的高度可根据自重挠度值分成若干批进行。......
2023-08-22
图3-4 焊接接头坡口形式和尺寸的标记标记示例:焊条电弧焊、完全焊透、对接、I形坡口、背面加钢衬垫的单面焊接接头表示为MC-BI-BS1。表3-5 气体保护焊、自保护焊全焊透坡口形式和尺寸(续)埋弧焊全焊透坡口形式和尺寸宜符合表3-6要求。......
2023-08-22
相关推荐