表5-9 切割余量 2.切割面质量要求钢材切割后,不得有分层,断面上不得有裂纹,应清除切口处的毛刺或熔渣和飞溅物。图5-7 切割面割纹深度示意图h—切割面割纹深度5)剪切面的垂直度,如图5-9所示,应小于等于2.0mm。......
2023-08-22
1.梁的拼装技巧
由于运输或安装条件的限制,梁需分段制作和运输,然后在工地拼装,这种拼接称为工地拼接。梁用拼接板的拼接如图6-13所示。
工地拼接的位置主要由运输和安装条件确定,一般布置在弯曲应力较低处。
翼缘和腹板应基本上在同一截面处断开,以便于分段运输。拼接构造端部平齐,如图6-14a所示,能防止运输时碰损,但其缺点是上、下翼缘及腹板在同一截面拼接会形成薄弱部位。翼缘和腹板的拼接位置略为错开一些,如图6-14b所示,受力情况较好,但运输时端部突出部分应加以保护,以免碰损。
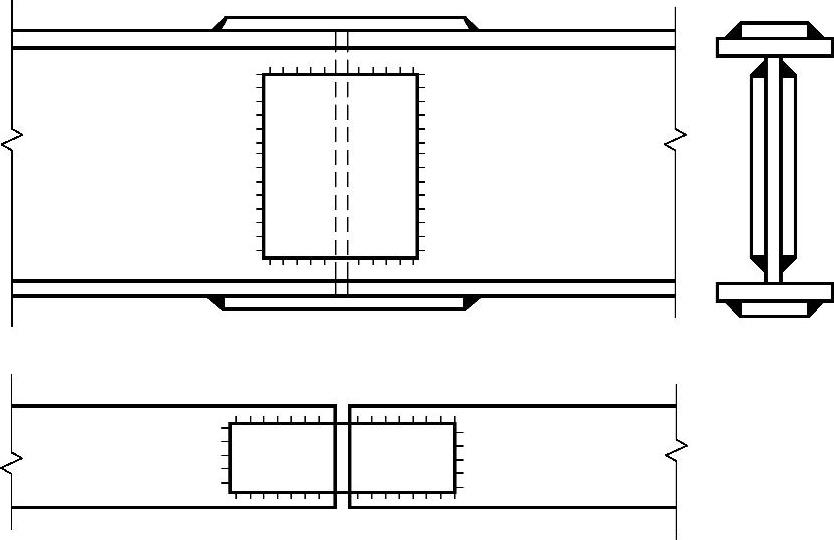
图6-13 梁用拼接板的拼接

图6-14 焊接梁的工地拼接
a)拼接端部平齐 b)拼接端部错开
焊接梁的工地对接缝拼接处,上、下翼缘的拼接边缘均宜做成向上的V形坡口,以便俯焊。为了使焊缝收缩比较自由,减小焊接残余应力,应留一段(长度500mm左右)翼缘焊缝在工地焊接,并采用合适的施焊程序。
对于较重要的或受动力荷载作用的大型组合梁,考虑到现场施焊条件较差,焊缝质量难以保证,其工地拼接宜用摩擦型高强度螺栓连接。
2.箱形梁拼装技巧
箱形梁的结构有钢板组成的,也有型钢与钢板混合结构组成的,但大多箱形梁的结构是采用钢板结构成型的。箱形梁是由上下面板、中间隔板及左右侧板组成。
箱形梁的拼装过程是先在底面板划线定位,如图6-15a所示。按位置拼装中间定向隔板,如图6-15b所示。
为防止移动和倾斜,应将两端和中间隔板与面板用型钢条临时点固。然后以各隔板的上平面和两侧面为基准,同时拼装箱形梁左右立板。两侧立板的长度要以底面板的长度为准靠齐并点焊。当两侧板与隔板侧面接触间隙过大时,可用活动型卡具夹紧,再进行点焊。最后拼装梁的上面板,当上面板与隔板上平面接触间隙大、误差多时,可用手砂轮将隔板上端找平,并用 型卡具压紧进行点焊和焊接,如图6-15d所示。
型卡具压紧进行点焊和焊接,如图6-15d所示。
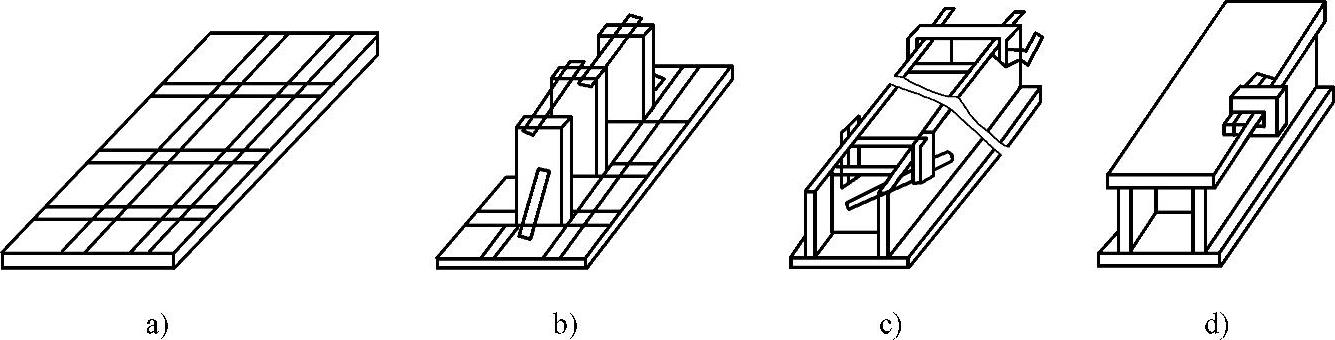
图6-15 箱形梁拼装
a)箱形梁的底板 b)装定向隔板 c)加侧立板 d)装好的箱形梁
工字钢梁和槽钢梁分别是由钢板组合的工程结构梁,它们的组合连接形式基本相同,只是型钢的种类和组合成型的形状不同,如图6-16所示。
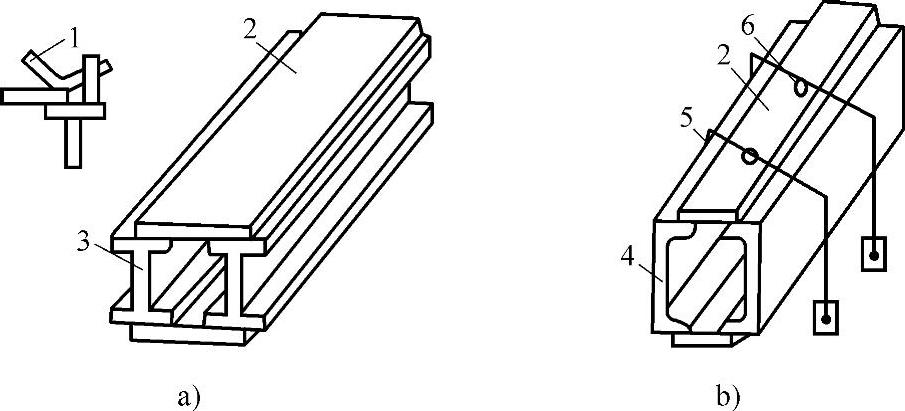
图6-16 工字钢梁、槽钢梁组合拼装
a)工字钢梁 b)槽钢梁
1—撬杠 2—面板 3—工字钢 4—槽钢 5—龙门架 6—压紧工具
(1)在拼装组合时,首先按图纸标注的尺寸、位置在面板和型钢连接位置处进行划线定位。
(2)在组合时,如果面板宽度较窄,为使面板与型钢垂直和稳固,避免型钢向两侧倾斜,可用与面板同厚度的垫板临时垫在底面板(下翼板)两侧来增加面板与型钢的接触面。
(3)用直角尺或水平尺检验侧面与平面垂直,几何尺寸正确后,方能按一定距离进行点焊。
(4)拼装上面板以下底面板为基准。为保证上下面板与型钢严密结合,若接触面间隙大,可用撬杠或卡具压严靠紧,然后进行点焊和焊接,如图6-16中的1、5、6所示。
4.钢柱拼装
(1)钢柱拼装方法
1)平拼拼装法。先在柱的适当位置用枕木搭设3~4个支点,如图6-17a所示。各支承点高度应拉通线,使柱轴线中心线成一水平线,先吊下节柱找平,再吊上节柱,使两端头对准,然后找中心线,并将安装螺栓或夹具上紧,最后进行接头焊接,采取对称施焊,焊完一面再翻身焊另一面。
2)立拼拼装法。在下节柱适当位置设2~3个支点,上节柱设1~2个支点,如图6-17b所示,各支点用水平仪测平垫平。拼装时先吊下节,使牛腿向下,并找平中心,再吊上节,使两节的节头端相对准,然后找正中心线,并将安装螺栓拧紧,最后进行接头焊接。
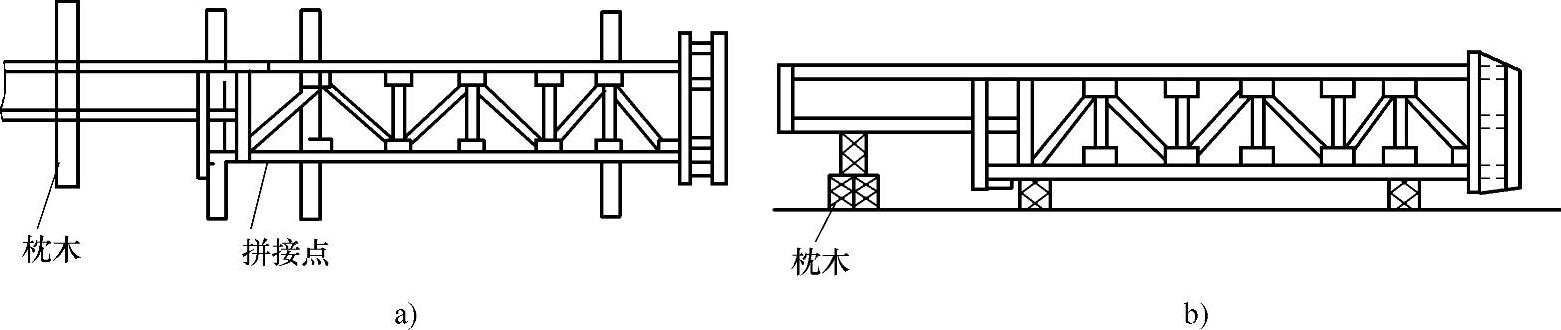
图6-17 钢柱的拼装
a)平拼拼装法 b)立拼拼装法
(2)柱底座板和柱身组合拼装技巧
1)将柱身按设计尺寸先行拼装焊接,使柱身达到横平竖直,符合设计和验收标准的要求。若不符合质量要求,可进行矫正以达到质量要求。
2)将事先准备好的柱底板按设计规定尺寸,分清内外方向画结构线并焊挡铁定位,防止在拼装时位移。
3)柱底板与柱身拼装之前,必须将柱身与柱底板接触的端面用刨床或砂轮加工平。同时将柱身分几点垫平,如图6-18所示。使柱身垂直柱底板,使安装后受力匀称,防止产生偏心压力,以达到质量要求。
4)拼装时,将柱底座板用角钢头或平面型钢按位置点固,作为定位倒吊挂在柱身平面,并用直角尺检查垂直度和间隙大小,待合格后进行四周全面点固。为避免焊接变形,应采用对角或对称方法进行焊接。
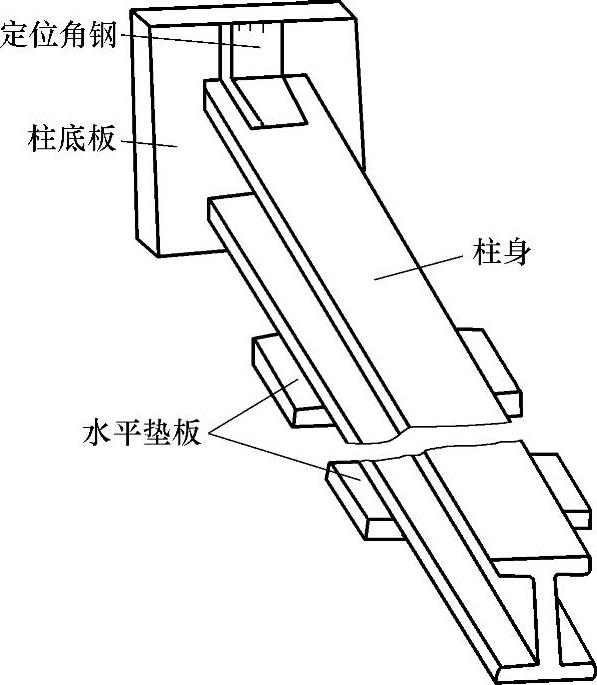
图6-18 钢柱拼装示意图
5)若柱底板左右有梯形板时,可先将底板与柱端接触焊缝焊完后,再组对梯形板,并同时焊接,这样可避免梯形板妨碍底板缝的焊接。
有关钢结构工程识图与施工技巧的文章

表5-9 切割余量 2.切割面质量要求钢材切割后,不得有分层,断面上不得有裂纹,应清除切口处的毛刺或熔渣和飞溅物。图5-7 切割面割纹深度示意图h—切割面割纹深度5)剪切面的垂直度,如图5-9所示,应小于等于2.0mm。......
2023-08-22

待焊接的表面及距焊缝位置50mm范围内不得有影响正常焊接和焊缝质量的氧化皮、锈蚀、油脂、水等杂质。焊接前,应采用钢丝刷、砂轮等工具彻底清除待焊处表面的氧化皮、铁锈、油污等杂物,焊接坡口应按现行国家标准《钢结构焊接规范》进行检查。......
2023-08-22

绘制时,剖视剖切符号不应与其他图线相接触。图1-4 断面的剖切符号索引符号与详图符号1)图样中的某一局部或构件,如需另见详图应以索引符号索引。索引符号是由直径为8~10mm的圆和水平直径组成,圆及水平直径应以细实线绘制。7)被索引的图样与索引位置在同一张图纸内时,应按图1-8的规定进行编排。......
2023-08-22

根据H断面尺寸调整H胎模,使其纵向腹板定位于工字钢水平高差,并符合施工图尺寸要求。箱体结构整体组装是在H型结构全部完工后进行的。先将H型结构腹板边缘矫正好,使其不平度小于1/1000,然后在下盖板上放上与腹板装配线定位线,翻过面与H型结构组装,组装方法通常采用一个方向装配,定位点焊采用对称方法,这样可以减少装配应力,防止结构变形。......
2023-08-22
各类钢材尺寸的容许偏差,可参照相关规定进行核对。钢材表面的锈蚀深度,不得超过其厚度公差。对属于下列情况之一的钢材,应进行抽样复验,并要求见证取样、送样。5)设计有复验要求的钢材。工程预算通常可按实际用量所需的数值再增加10%进行提料和备料。......
2023-08-22

3)特殊流水作业段内的吊装顺序应按安装工艺确定,并应符合设计文件的要求。多层及高层钢结构安装校正应依据基准柱进行,并应符合下列规定:1)基准柱应能够控制建筑物的平面尺寸并便于其他柱的校正,宜选择角柱为基准柱。高层钢结构安装时应分析竖向压缩变形对结构的影响,并应根据结构特点和影响程度采取预调安装标高、设置后连接构件等相应措施。......
2023-08-22
普通碳素结构钢、低合金结构钢的零件在热弯曲加工时,其加热温度在900℃左右进行。当零件为普通碳素结构钢,操作地点环境温度低于-16℃,低合金结构钢操作地点环境温度低于-12℃时,均不得进行矫正和冷弯曲,以防在低温条件和外力作用下发生裂纹。......
2023-08-22

相关推荐