以上所说的预拼装是以加工好的真实的钢构件进行拼装,称为实体预拼装。重型构件预拼装所用的临时支撑结构应进行结构安全验算。临时螺栓在一组孔内不得少于螺栓孔数量的20%,且不应少于两个;预拼装时应使板层密贴。......
2023-09-28
1.拼装方法
(1)平装法
平装法适用于拼装跨度较小,构件相对刚度较大的钢结构,如长18m以内钢柱、跨度6m以内天窗架及跨度21m以内的钢屋架的拼装。
此拼装方法操作方便,不需要稳定加固措施,也不需要搭设脚手架。焊缝焊接大多数为平焊缝,焊接操作简易,不需要技术很高的焊接工人,焊缝质量易于保证,校正及起拱方便、准确。
(2)立拼拼装法
立拼拼装法可适用于跨度较大、侧向刚度较差的钢结构,如18m以上钢柱、跨度9m及12m窗架、24m以上钢屋架以及屋架上的天窗架。
此拼装法可一次拼装多榀,块体占地面积小,不用铺设或搭设专用拼装操作平台或枕木墩,节省材料和工时,省却翻身工序,质量易于保证,不用增设专供块体翻身、倒运、就位、堆放的起重设备,缩短工期。块体拼装连接件或节点的拼接焊缝可两边对称施焊,可避免预制构件连接件或钢构件因节点焊接变形而使整个块体产生侧弯。
但需搭设一定数量的稳定支架,块体校正、起拱较难,钢构件的连接节点及预制构件的连接件的焊接立缝较多,增加焊接操作的难度。
(3)利用模具拼装法
模具是指符合工件几何形状或轮廓的模型(内模或外模)。用模具来拼装组焊钢结构,具有产品质量好、生产效率高等优点。对成批的板材结构、型钢结构,应考虑采用模具拼组装。
桁架结构的装配模,往往是以两点连直线的方法制成,其结构简单,使用效果好。如图6-12所示为构架装配模示意图。
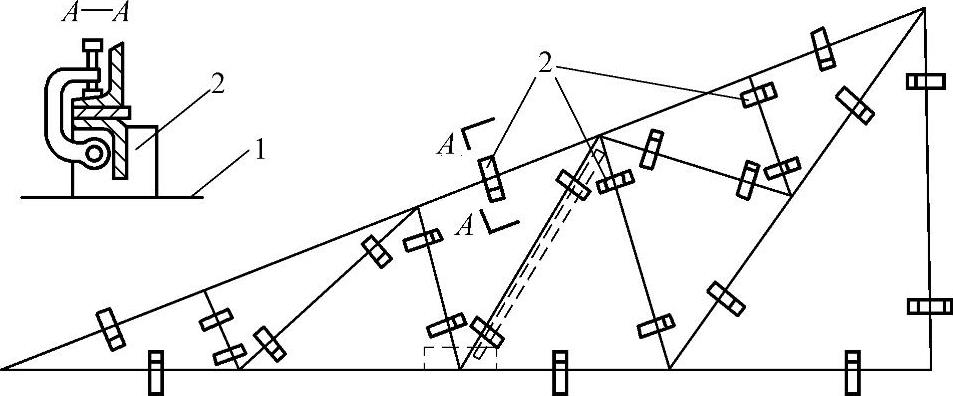
图6-12 构架装配模
1—工作台 2—模板
2.拼装要求
(1)钢构件预拼装的比例应符合施工合同和设计要求,一般按实际平面情况预装10%~20%。
(2)拼装构件一般应设拼装工作台,若在现场拼装,则应放在较坚硬的场地上用水平仪抄平。拼装时构件全长应拉通线,并在构件有代表性的点上用水平尺找平,符合设计尺寸后电焊点固焊牢。刚性较差的构件,翻身前要进行加固,构件翻身后也应进行找平,否则构件焊接后无法矫正。
(3)构件在制作、拼装、吊装中所用的钢尺应一致,且必须经计量检验,并相互核对,测量时间宜在早晨日出前,下午日落后最好。
(4)各支承点的水平度应符合以下规定:
1)当拼装总面积不大于300~1000m2时,允许偏差≤2mm。
2)当拼装总面积在1000~5000m2时,允许偏差<3mm。
单构件支承点不论柱、梁、支撑,应不少于两个支承点。
(5)钢构件预拼装地面应坚实,胎架强度、刚度必须经设计计算而定,各支承点的水平精度可用已计量检验的各种仪器逐点测定调整。
(6)在胎架上预拼装过程中,不允许对构件动用火焰、锤击等,各杆件的重心线应交汇于节点中心,并应完全处于自由状态。
(7)预拼装钢构件控制基准线与胎架基线必须保持一致。
(8)高强度螺栓连接预拼装时,使用冲钉直径必须与孔径一致,每个节点要多于三只,临时普通螺栓数量一般为螺栓孔的1/3。对孔径检测,试孔器必须垂直自由穿落。
(9)当多层板叠采用高强度螺栓或普通螺栓连接时,宜先使用不少于螺栓孔总数10%的冲钉定位,再采用临时螺栓紧固。临时螺栓在一组孔内不得少于螺栓孔数量的20%,且不应少于2个;预拼装时应使板层密贴。螺栓孔应采用试孔器进行检查,并应符合下列规定:
1)当采用比孔公称直径小1.0mm的试孔器检查时,每组孔的通过率不应小于85%。
2)当采用比螺栓公称直径大0.3mm的试孔器检查时,通过率应为100%。
(10)预拼装检查合格后,宜在构件上标注中心线、控制基准线等标记,必要时可设置定位器。
(11)所有需要进行预拼装的构件制作完毕后,必须经专检员验收,并应符合质量标准的要求。相同的单构件可以互换,也不会影响到整体几何尺寸。
(12)大型框架露天预拼装的检测时间,建议在日出前、日落后定时进行,所用卷尺精度应与安装单位相一致。
有关钢结构工程识图与施工技巧的文章

以上所说的预拼装是以加工好的真实的钢构件进行拼装,称为实体预拼装。重型构件预拼装所用的临时支撑结构应进行结构安全验算。临时螺栓在一组孔内不得少于螺栓孔数量的20%,且不应少于两个;预拼装时应使板层密贴。......
2023-09-28

1.拼装准备钢屋架大多用底样采用仿效方法进行拼装,其过程如下:按设计尺寸,并按长、高尺寸,以1/1000预留焊接收缩量,在拼装平台上放出拼装底样,如图6-19、图6-20所示。......
2023-08-22
当梁上设有符合第3.2.2节1中规定的整体铺板时,可不计算整体稳定性。表6.12-4 框架梁板件宽厚比限值注:1.为梁的轴压比,其中,Nb为梁的轴向力,A为梁截面面积,f为钢材强度设计值。图6.12-2 单斜杆支撑的布置支撑杆件长细比 中心支撑杆件长细比应符合表6.12-7的规定。......
2023-08-28
钢材有弯曲和凹凸不平时,应先矫正,以减小号料误差。为了表示材料的利用程度,将零件的总面积与板料总面积之比称为材料的利用率,用百分数表示。根据图纸直接在板料和型钢上号料时,应检查号料尺寸是否正确,以防产生错误,造成废品。不同规格、不同钢号的零件应分别号料,号料应依据先大后小的原则依次号料,且应考虑设备的可切割加工性。表5-7 常用号料标号......
2023-08-22

材料的特性FDAC钢是预硬高强度热作模具钢和淬硬热压铸模钢,为日本日立材质,快速切削性属SKD61类型,该钢是在DAC钢的基础上改良而成,也是预硬快切削热作模具钢,可加工性极佳,抛光性良好,且具有优良的高温强度与耐磨性。供货状态预硬态,硬度38~44HRC。化学成分该钢化学成分C0.33%~0.42%、Si0.80%~1.20%、Mn0.55%~0.75%、Cr4.80%~5.50%、Mo1.20%~1.60%、V0.30%~0.80%、P≤0.030%、S0.10%~0.15%、快速切削性元素若干。典型应用举例1)用于低压及重力铸造模、金属拉链模。......
2023-06-23

为保证质量,对紧固高强度螺栓的电动扳手要定期检查,对终拧用电动扳手紧固的高强度螺栓,以螺栓尾部是否拧掉作为验收标准。对用测力扳手紧固的高强度螺栓,用测力扳手检查其是否紧固到规定的终拧扭矩值。抽查率为每节点处高强度螺栓数量的10%,但不少于一枚,如有问题应及时返工处理。图7-38 高层钢结构柱、主梁安装顺序1、2、3…......
2023-08-22

然而,有些构件需要进行钢板或型钢的拼接,应在组装前进行。典型胎膜1)H型钢结构组装水平胎模。H型钢结构组装水平胎模可适用大批量H型钢结构的组装,装配质量较高、速度快,但占用的场地较大。......
2023-08-22
基础包括混凝土底板和底脚螺丝。现浇混凝土基础,其混凝土强度等级一般不低于75号;现浇的钢筋混凝土基础,其混凝土强度等级一般不低于C13;预制的钢筋混凝土基础,其混凝土强度等级一般不低于C18。对钢筋混凝土基础构件的要求:1)受拉钢筋面积对混凝土截面之比的最小百分率为:当混凝土强度等级在不大于C13时,取0.1%;当混凝土强度等级为C18时,取0.15%。2)对箍筋的要求:a.箍筋的直径一般不小于6mm。......
2023-06-29
相关推荐