1.拼装准备钢屋架大多用底样采用仿效方法进行拼装,其过程如下:按设计尺寸,并按长、高尺寸,以1/1000预留焊接收缩量,在拼装平台上放出拼装底样,如图6-19、图6-20所示。......
2023-08-22
钢板拼接是最基本的部件装配。钢板拼接是在装配平台上进行,将钢板零件摆列在平台板上,调整粉线,用撬杠等工具将钢板平面对接缝对齐,用定位焊固定。
1.钢板拼接的种类
按照所用钢板厚度的不同,钢板拼接通常可以分为以下两种:
(1)厚板拼装。图6-6所示为厚板拼接的一般方法:先按拼接位置将需拼接的钢板排列在操作平台上,然后将拼接钢板靠紧,或按要求留出一定的间隙。当板缝处出现高低不平时,可采用压马调平,然后进行定位焊使之固定。为了确保焊接质量以及防止应力集中,定位焊的位置应离开焊缝交叉处和焊缝边缘一定距离,且焊点间保持一定间距。如果板缝对接采用自动焊,应根据焊接规程的要求决定是否开坡口。如果不开坡口,应预先在定位焊处铲出沟槽,使定位焊缝的余高与未定位焊的接缝基本相平,以保证自动焊的质量。
(2)薄板拼装。薄板拼接往往由于焊接应力的作用引起波浪变形,需要专门采取防变形的措施,通常应采用刚性固定法解决。
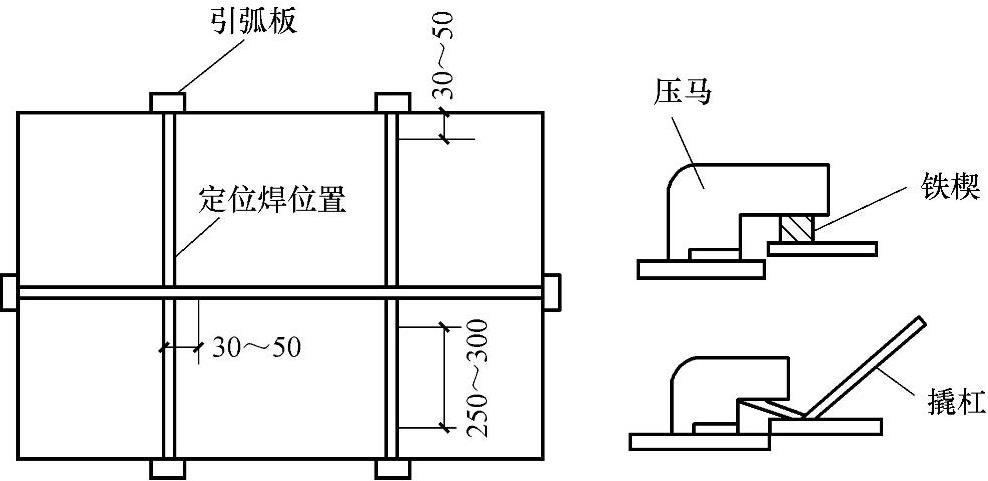
图6-6 厚板拼接示意图
2.钢板拼板技巧
拼板时,拼料应按规定先开好坡口后,再进行拼板。拼板时必须注意板边垂直度,以便于控制间隙,若检查板边不直,应修直后再行拼板。
拼板时,通带在板的一端(离端部30mm处),当间隙及板缝平度符合要求后进行定位,在另一端把一只双头螺栓分别用定位焊定位于两块板上,控制接缝间隙,当发现两板对接处不平时,可参考如图6-7所示的做法,在低板上焊“铁马”并用铁楔矫正。焊装“铁马”的焊缝应焊在引入“铁楔”的一面,焊缝紧靠“铁马”开口直角边(单面焊),长度约20mm,不宜焊的太长,否则拆“铁马”很麻烦,甚至会把钢板拉损。拆除“铁马”时,在“铁马”的背面,用锤轻轻一击即可。

图6-7 拼板
3.拼接顺序
对于多片钢板拼接,为了尽可能地减少焊接残余应力和残余变形及焊缝对母材的损伤,应该合理安排拼接顺序,可参考如图6-8所示的顺序。对于大面积钢板拼接可以分成几片分别拼接,然后再作片与片之间的横向拼接,如图6-9所示。
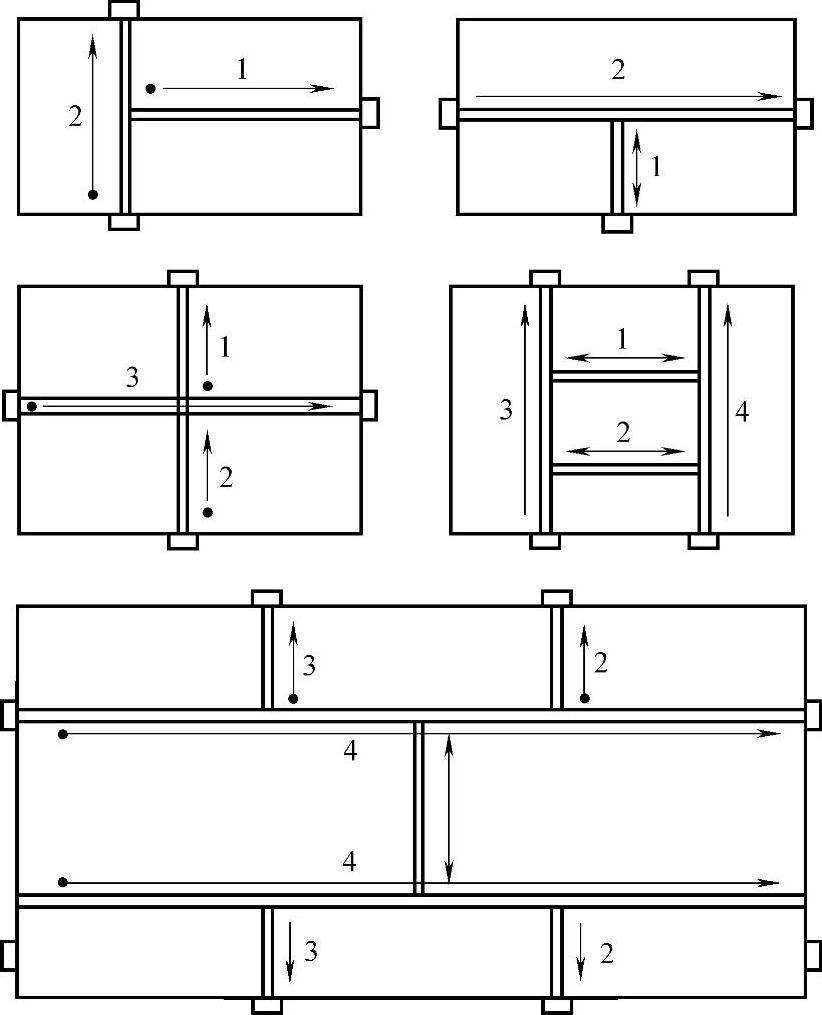
图6-8 多片钢板的拼接顺序
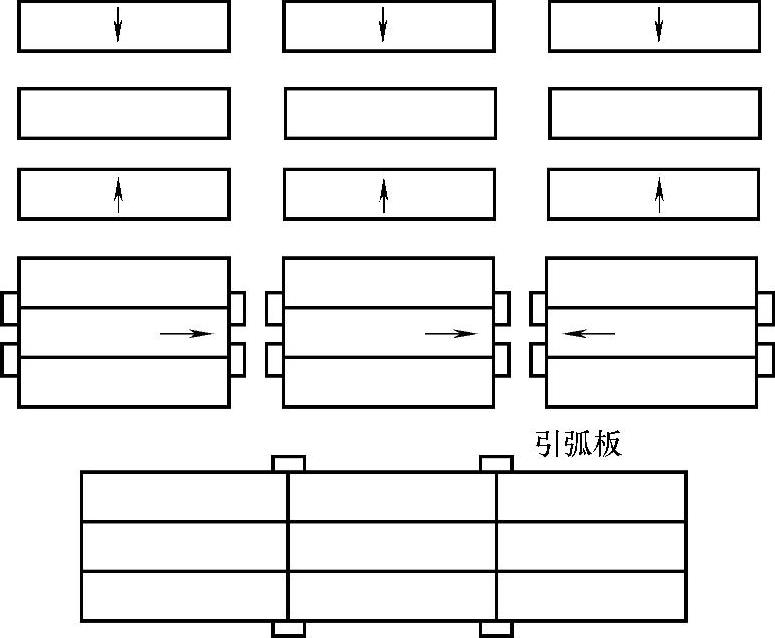
图6-9 大面积钢板的拼接步骤
有关钢结构工程识图与施工技巧的文章

1.拼装准备钢屋架大多用底样采用仿效方法进行拼装,其过程如下:按设计尺寸,并按长、高尺寸,以1/1000预留焊接收缩量,在拼装平台上放出拼装底样,如图6-19、图6-20所示。......
2023-08-22

建筑施工图中平、立、剖面图和详图无论是画在一张图纸上或多张图纸上都必须注意各图之间的投影对应关系。在绘制建筑施工图时,一般是逐个图样进行,先画平面图,以下依次是立面图、剖面图、详图。其具体的作图过程包括以下几个步骤。......
2023-06-22

图8.4.13 钣金的“冲压除料”特征选取“冲压除料”命令有两种方法。范例下面以图8.4.14所示的模型为例,说明用封闭的截面线创建“冲压除料”的一般步骤。在区域的文本框中输入数值20,单击下面的按钮,接受图8.4.18所示的箭头方向为冲压除料的裁剪方向,在文本框中输入数值15;在下拉列表中选择选项。图8.4.18 冲压除料的裁剪方向定义倒圆。图8.4.15所示的“冲压除料”对话框中各选项的功能说明如下。......
2023-10-17
一般斜口剪床适用于剪切厚度在25mm以下的钢板。龙门剪床上的剪切长度不能超过下刀口长度。图5-11 两种不同圆盘剪切的装置a)倾斜式 b)非倾斜式在圆盘剪切机上剪切圆盘剪切机是剪切曲线的专用设备。圆盘剪切机的剪刀由上、下两个呈锥形的圆盘组成。表5-11 机械切割的允许偏差......
2023-08-22

图17.8.1 添加夹子并定位图17.8.1 添加夹子并定位图17.8.2 添加弹簧片并定位图17.8.2 添加弹簧片并定位图17.8.3 定义接触面1图17.8.3 定义接触面1图17.8.4 定义接触面2图17.8.4 定义接触面2图17.8.5 添加接触约束后图17.8.5 添加接触约束后图17.8.6 定义中心约束面图17.8.6 定义中心约束面图17.8.7 添加中心约束后图17.8.7 添加中心约束后图17.8.8 定义平行面1图17.8.8 定义平行面1图17.8.9 定义平行面2图17.8.9 定义平行面2Step4.添加图17.8.10所示的零件clamp01并定位。Step4.添加图17.8.10所示的零件clamp01并定位。......
2023-06-22
浆砌石工程砌筑的工艺流程见图7-9。对于水平施工缝,一般要求在新一层砌筑前凿去已凝固的浮浆,并进行清扫、冲洗,使新旧砌体紧密结合。对于竖向施工缝,在恢复砌筑时,必须进行凿毛、冲洗处理。铺浆后需经人工稍加平整,并剔除超径突出的骨料,然后摆放石料。......
2023-06-29

构造柱可以在墙角和墙内插入依照所选择的墙角形状为基准,输入构造柱的具体尺寸,指出对齐方向。根据所选择的参数插入所定义的构造柱实例3-4 构造柱绘制构造柱如图3-7所示。图3-6 “构造柱参数”对话框图3-7 构造柱图1.单击“构造柱”对话框,命令行提示:出现“构造柱参数”对话框,如图3-1所示对话框中用到的控件说明如下:〔A-C尺寸〕沿着A-C方向的构造柱尺寸,直接输入尺寸也可以通过下拉菜单确定。默认构造柱材料为钢筋混凝土。......
2023-10-14

局部放大是指用一个圆形窗口或矩形窗口将图形的任意部位局部图形进行放大,对放大后的视图标注的尺寸数值与原图形的保持一致。在屏幕上合适的位置处单击以指定实体输入点,并在系统提示下输入角度为“0”,从而生成局部放大图形,如图5-118所示。图5-120 在立即菜单中的设置二10)按系统提示在主视图中指定一个矩形的两个角点,如图5-121a所示,由两角点所确定矩形中的图形便是要局部放大的图形。......
2023-11-23
相关推荐