图2-11 空气滤清器实物图室外机组室外机组是一个体重较大的一个长方体,检验时要认真检查前后面是否完好,并认真核对机体标签上的各项技术规格,如图2-12、图2-13、图2-14所示。在安装时其长度应与液管保持一致。......
2023-06-19
1.技术准备
(1)钢构件组装前应熟悉产品图纸和工艺规程,主要是了解产品的用途以及结构特点,以便于提出装配的支承与夹紧等措施。
(2)了解各零件的相互配合关系,使用材料及其特性,以便确定装配方法。
(3)了解装配工艺规程和技术要求,以便于确定控制程序、控制基准以及主要控制数值。
2.材料准备
(1)理料
组装开始前,首先应进行理料,即把加工好的零件按照零(部)件号、规格分门别类,堆放在组装工具旁,以方便使用,可以极大地提高工效。然而,有些构件需要进行钢板或型钢的拼接,应在组装前进行。
(2)构件检查
理料结束后,必须再次检查各组构件的外形尺寸、孔位、垂直度、平整度、弯曲构件的曲率等,符合要求后将组装焊接处的连接接触面及沿边缘30~50mm范围内的铁锈、毛刺、污垢等在组装前清除干净。
(3)开坡口
开坡口时,必须按照图纸和工艺文件的规定进行,否则焊缝强度将难以得到保证。
(4)划安装线
一个构件装在另一个构件上,必须在另一个构件上绘出安装位置线,这关系到钢结构的总体尺寸;同时必须考虑预留焊缝收缩量和加工余量。有的厂家忽视了这一点,结果焊接完毕后总长度超差,造成构件报废,损失惨重。
3.机具准备
钢构件组装视构件的大小、体型、重量等因素需选择适合的组装胎具或胎模、组装工具及固定构件所需的夹具。组装中常用的工、量、卡夹具和各种专用吊具,都必须配齐并组织到场,此外,根据组装需要配置的其他设备,也必须安置在规定的场所。
(1)典型胎膜
1)H型钢结构组装水平胎模。H型钢结构组装水平胎模可适用大批量H型钢结构的组装,装配质量较高、速度快,但占用的场地较大。组装时,可先把各零部件分别放置在其适当的工作位置上,然后用夹具夹紧一块翼缘板作为定位基准面,利用翼缘板与腹板本身的重力,从另一个方向施加一个水平推力,也可以用铁楔或千斤顶等工具横向施加一个水平推力,直至翼腹板三板紧密接触处,然后用电焊定位,这样H型钢结构即告组装完成,如图6-1所示。
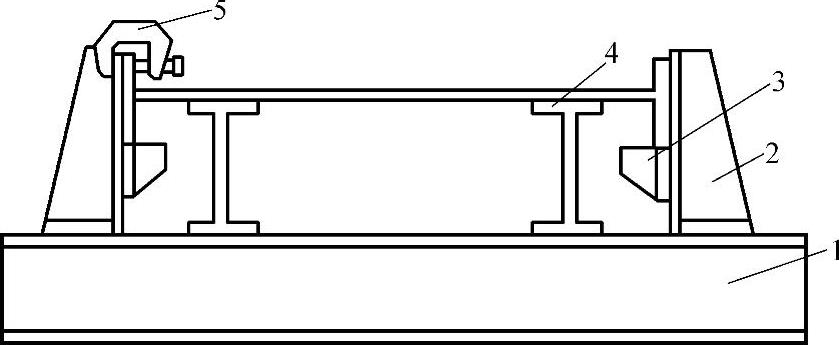
图6-1 H型水平组装胎模
1—工字钢横梁平台 2—侧向翼板定位靠板 3—翼缘板搁置牛腿 4—纵向腹板定位工字梁 5—翼缘板夹紧工具
2)H型钢结构竖向组装胎模。H型钢结构竖向组装胎模占用场地少,结构简单,效率也高,但是在组装H型钢结构,需要二次造型。通常需先加工成⊥型结构,然后再组合成H型结构,如图6-2所示。
3)箱型组装胎模。箱型组装胎模的工作原理是利用腹板活动定位靠模与活动横臂腹板定位夹具的作用固定腹板,然后用活动装配千斤顶顶紧腹板与底板接缝并且用电焊定位好,如图6-3所示。
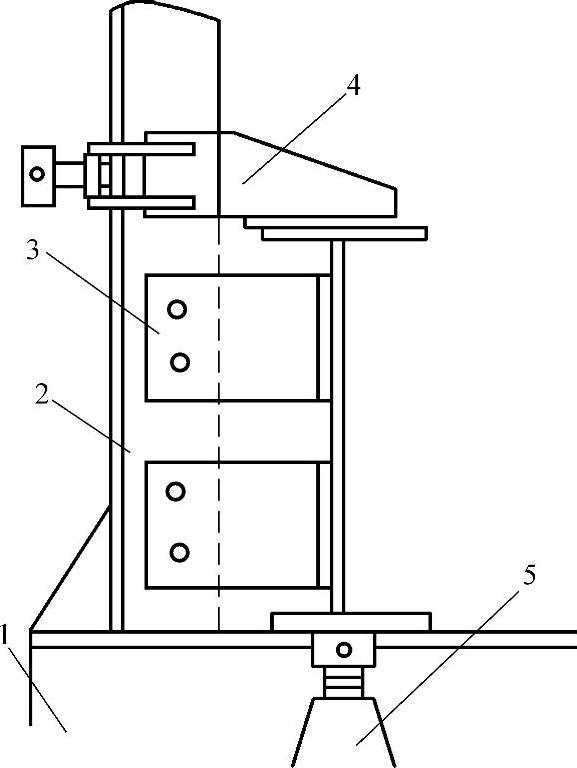
图6-2 H型竖向组装胎模
1—工字钢平台横梁 2—胎模角钢立柱 3—腹板定位靠模 4—上翼缘板定位限位 5—顶紧用的千斤顶
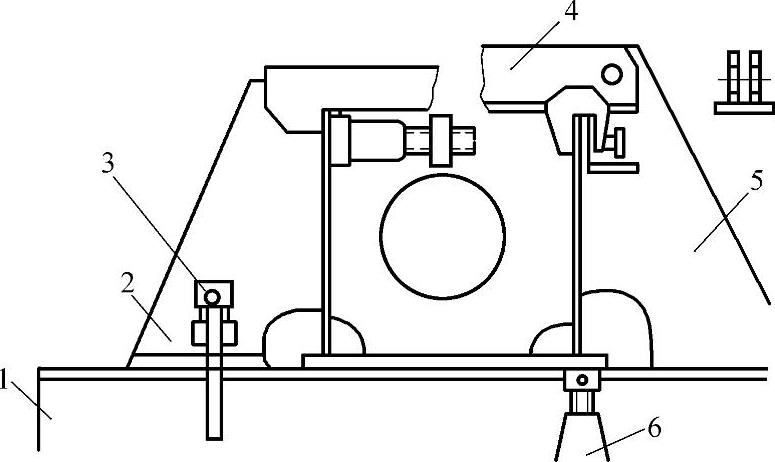
图6-3 箱型结构组装胎模
1—工字钢平台横梁 2—腹板活动定位靠模 3—活动定位靠模夹头 4—活动横臂板定位夹具 5—腹板固定靠模 6—活动装配千斤顶
(2)组装工具
组装常用的工具主要有大锤、小锤、凳子、手砂轮、撬杠、扳手以及各种划线用的工具等。常用的量具主要有钢卷尺、钢直尺、水平尺、90°角尺、线锤及各种检验零件定位情况的样板,以及双头螺栓、花篮螺栓、螺栓拉紧器(图6-4)等。
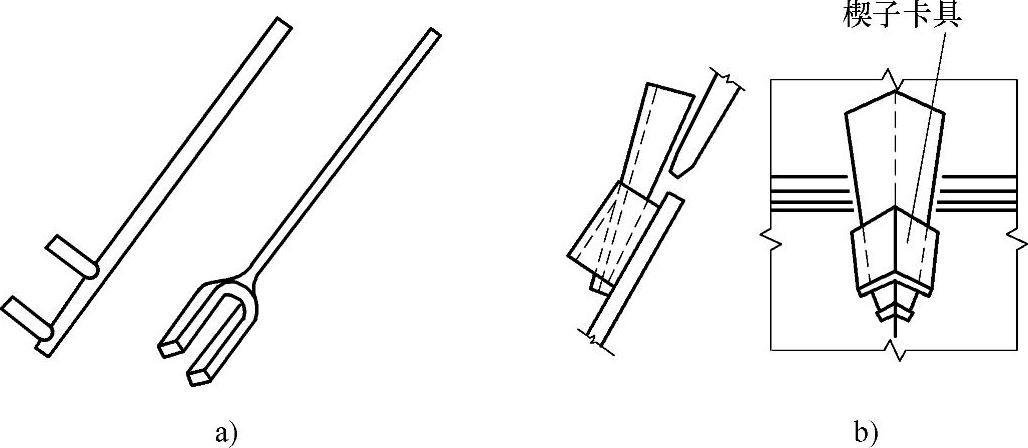
图6-4 组装工具
a)手动杠杆 b)螺栓拉紧器
(3)组装夹具
组装夹具是指在组装中用来对零件施加外力,使其获得可靠定位的工艺装备。组装过程中的夹紧,通常是通过组装夹具实现的。组装夹具主要包括通用夹具和组装胎架上的专用夹具,如图6-5所示。
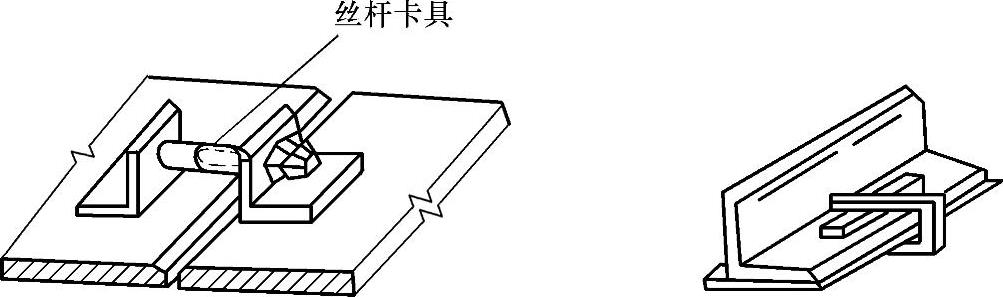
图6-5 组装夹具
有关钢结构工程识图与施工技巧的文章

图2-11 空气滤清器实物图室外机组室外机组是一个体重较大的一个长方体,检验时要认真检查前后面是否完好,并认真核对机体标签上的各项技术规格,如图2-12、图2-13、图2-14所示。在安装时其长度应与液管保持一致。......
2023-06-19

当梁上设有符合第3.2.2节1中规定的整体铺板时,可不计算整体稳定性。表6.12-4 框架梁板件宽厚比限值注:1.为梁的轴压比,其中,Nb为梁的轴向力,A为梁截面面积,f为钢材强度设计值。图6.12-2 单斜杆支撑的布置支撑杆件长细比 中心支撑杆件长细比应符合表6.12-7的规定。......
2023-08-28

由于混凝土工程属于隐蔽工程,在浇筑混凝土前应进行隐蔽工程验收,检查浇筑项目的轴线和标高,施工缝处理及出面处理,模板、支架、钢筋、预埋件和预留孔道的正确性和安全性,并进行技术交底,浇筑混凝土过程中随时填写施工记录。清洗后的岩基,在混凝土浇筑前应保持洁净和湿润。在混凝土凝结后但尚未完全硬化以前,用钢丝刷或高压水对混凝土表面进行冲刷,形成麻面,称为刷毛和冲毛。......
2023-06-29

洗炉的目的就是为了彻底清除残留在坩埚或者熔池内的残留金属和炉渣,使下一炉合金免遭污染。洗炉用料可选用新料或与熔炼合金成分一致的废料,用量应当不少于熔炉容量的一半。熔炼用的其他工具,如样勺、渣勺、搅拌棒等工具必须彻底清理掉残余涂料和锈迹,并涂敷一层耐火材料或刷涂料后烘干待用;锭模在使用前必须清理干净,敷涂料后预热至100~150℃待用;另外,预热好炉前检测所用的各种金属型或砂型。......
2023-06-22

第一节旅游前的准备工作不同的季节、不同的地方都有着独特魅力的旅游景观,吸引着五湖四海、络绎不绝的游人去旅游。对于任何一位准备旅游的中老年来说,旅行前应做好充足的准备。1.看清旅行社的资质和类型我国将旅行社分为两类:一类为国际旅行社,经营范围包括入境旅游业务、出境旅游业务和国内旅游业务。尽可能详细了解旅游价格所包括的项目及其标准。所以在与旅行社签订合同前,要提出对导游人员的要求。......
2024-10-31

复核出险时间是否在保险期限以内,对于出险时间接近保险起讫时间的案件作出标记,以便现场查勘时重点核实。记住抄单上的新车购置价,以便现场查勘时比对与实际新车购置价是否一致。从抄单的新车购置价和保险金额上可以确定投保比例。注意各险种的保险金额和责任限额,以便于现场查勘时心中有数。......
2023-08-10

图6-1模块交互关系构件库模块。该模块主要包括两部分,一部分是存储在文件中已完成转换的构件源代码,另一部分是存储在数据库中需进行人工开发或修改的Apla构件组装代码。在完成构件选择后,该模块根据选择的构件,从后台数据库中获取所需的Apla组装代码,用户可对组装代码进行相应的修改,以正确调用构件库中被选择的构件。......
2023-10-25

施工必备知识点土方工程作为园林工程施工的主要组成部分,其施工的顺利与否直接影响着整个园林工程的施工,所以为保证园林工程施工的顺利进行,需要对园林土方施工引起足够的重视。施工小经验施工现场残留有一些影响施工并经有关部门审查同意砍伐的树木,要进行伐除工作。......
2023-08-22
相关推荐