待焊接的表面及距焊缝位置50mm范围内不得有影响正常焊接和焊缝质量的氧化皮、锈蚀、油脂、水等杂质。焊接前,应采用钢丝刷、砂轮等工具彻底清除待焊处表面的氧化皮、铁锈、油污等杂物,焊接坡口应按现行国家标准《钢结构焊接规范》进行检查。......
2023-08-22
1.焊接空心球加工要点
焊接空心球节点主要由:空心球、钢管杆件、连接套管等零件组成。空心球制作工艺流程应为:号料→加热→冲压→切边坡口→拼装→焊接→检验。
(1)半球圆形胚料钢板应用乙炔氧气或等离子切割号料。号料后坯料直径允许偏差为2.0mm,钢板厚度允许偏差为±0.5mm。坯料锻压的加热温度应控制在1000~1100℃。半球成型,其坯料须在固定锻模具上热挤压成半个球型,半球表面应光滑平整,不应有局部凸起或褶皱,壁减薄量不大于1.5mm。
(2)毛坯半圆球可用普通车床切边坡口,坡口角度为22.5°~30°。不加肋空心球两个半球对装时,中间应余留2.0mm缝隙,以保证焊透(图5-24)。
焊接成品的空心球直径的允许偏差:当球直径小于等于300mm时,为±1.5mm;直径大于300mm时,为±2.5mm。圆度允许偏差:当直径小于等于300mm,应小于2.0mm。对口错边量允许偏差应小于1.0mm。
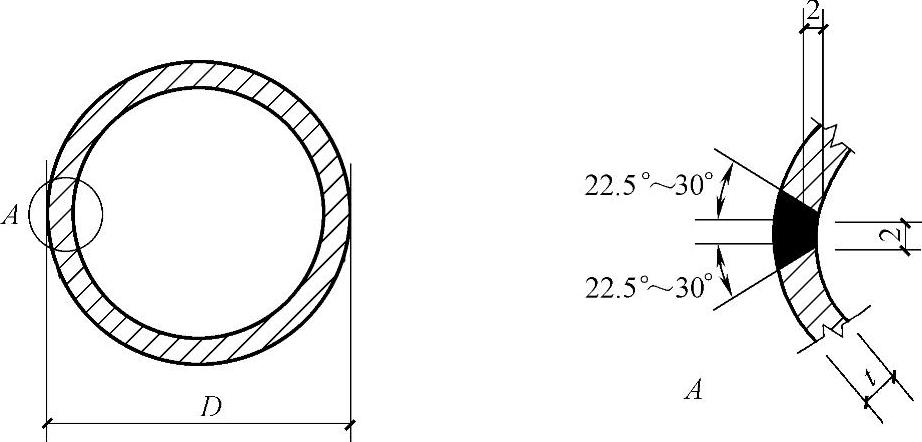
图5-24 不加肋的空心球
D—管直径
(3)加肋空心球的肋板位置,应在两个半球的拼接环形缝平面处(图5-25)。加肋钢板应用乙炔氧气切割号料,并外径留有加工余量,其内孔以D/3~D/2割孔。板厚宜不加工,号料后应用车床加工成形,直径偏差-1.00mm。
(4)套管是钢管杆件与空心球拼焊连接定位件,应用同规格钢管剖切一部分圆周长度,经加热后在固定芯轴上成形。套管外径比钢管杆件内径小1.5mm,长度为40~70mm(图5-26)。
(5)空心球与钢管杆件连接时,钢管两端开坡口30°,并在钢管两端头内加套管与空心球焊接,球面上相邻钢管杆件之间的缝隙a不宜小于10mm(图5-27)。钢管杆件与空心球之间应留有2.0~6.0mm缝隙予以焊透。
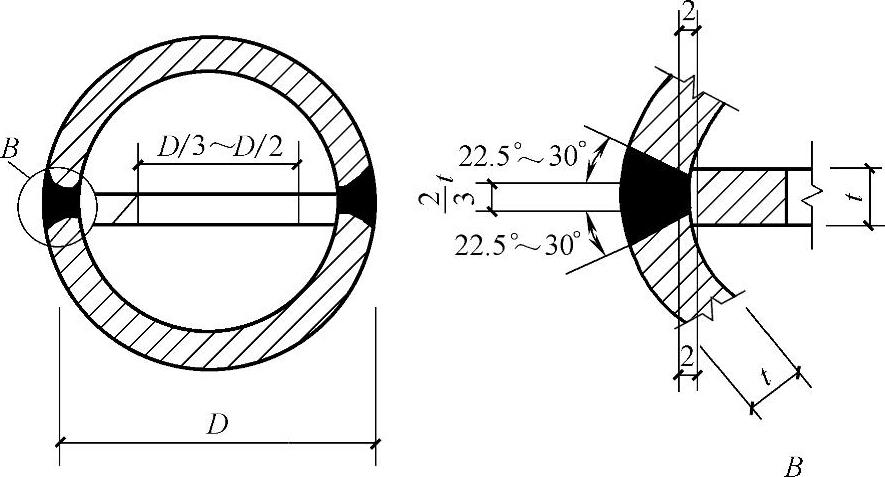
图5-25 加肋的空心球
D—管直径 t—加肋钢板宽度
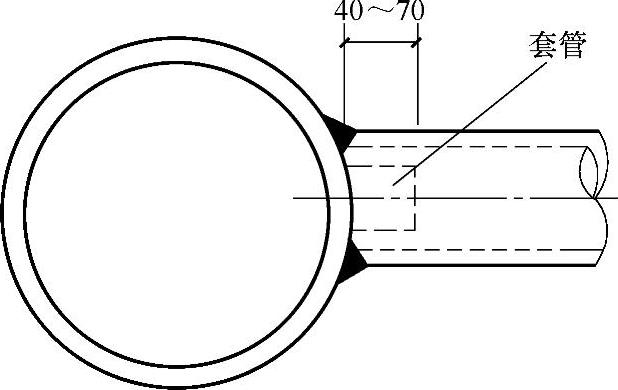
图5-26 加套管连接
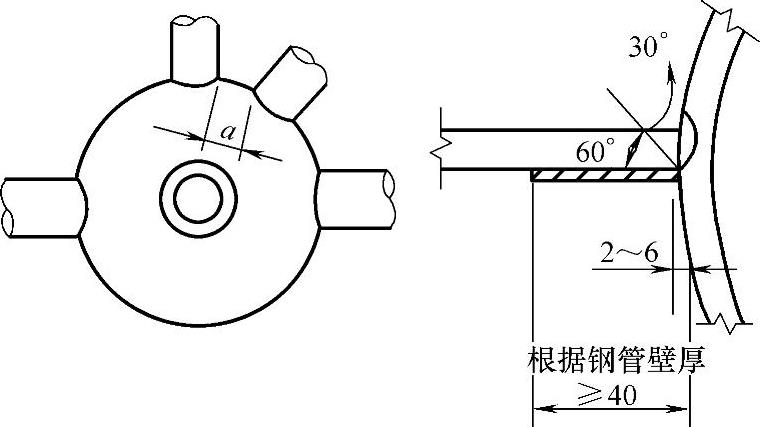
图5-27 空心球节点连接
a—相邻钢管杆件间的缝隙
2.焊接空心球加工允许偏差
焊接空心球加工的允许偏差应符合表5-34的规定。
表5-34 焊接空心球加工的允许偏差 (单位:mm)
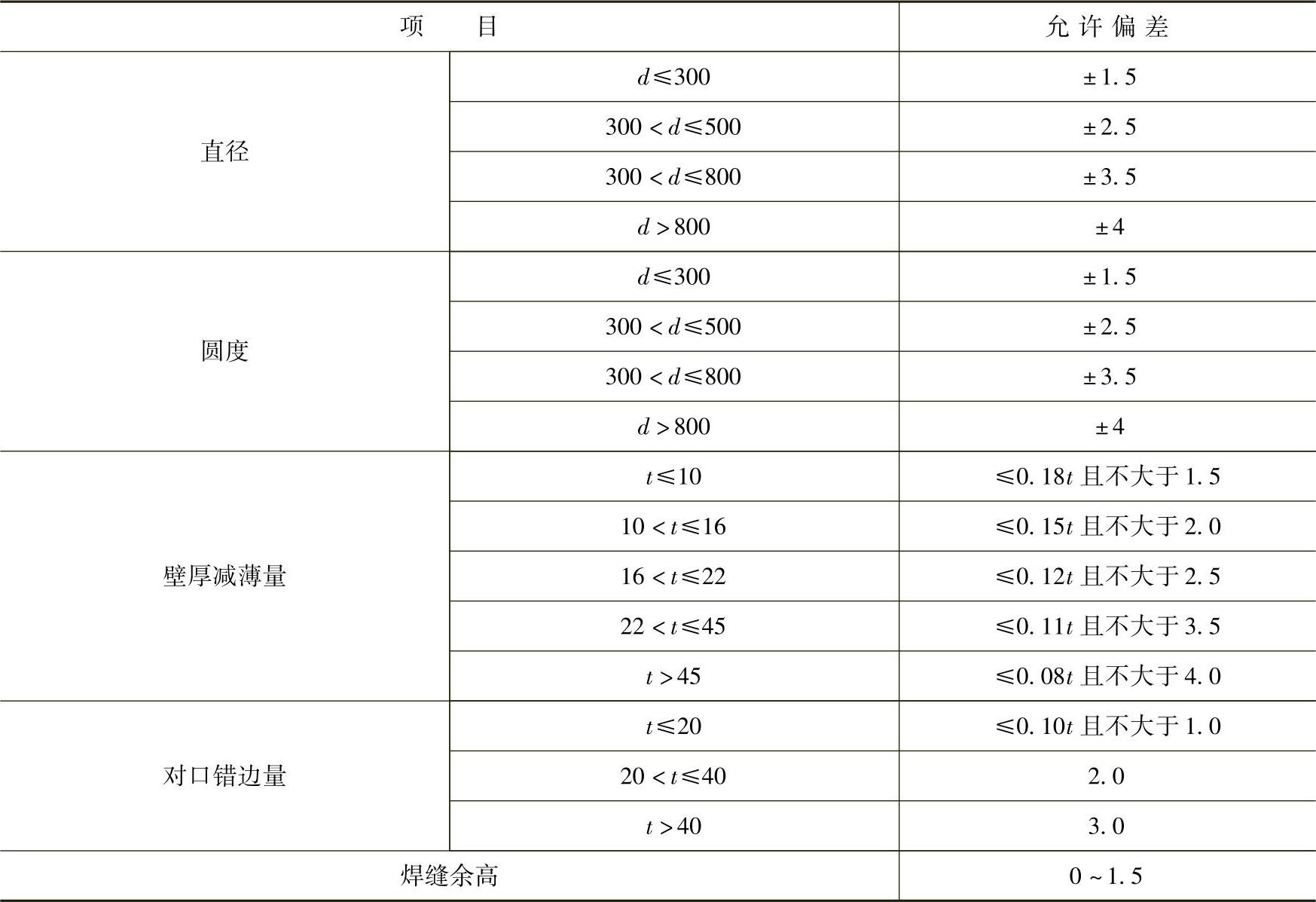
注:d为焊接空心球的外径;t为焊接空心球的壁厚。
有关钢结构工程识图与施工技巧的文章

待焊接的表面及距焊缝位置50mm范围内不得有影响正常焊接和焊缝质量的氧化皮、锈蚀、油脂、水等杂质。焊接前,应采用钢丝刷、砂轮等工具彻底清除待焊处表面的氧化皮、铁锈、油污等杂物,焊接坡口应按现行国家标准《钢结构焊接规范》进行检查。......
2023-08-22

普通碳素结构钢、低合金结构钢的零件在热弯曲加工时,其加热温度在900℃左右进行。当零件为普通碳素结构钢,操作地点环境温度低于-16℃,低合金结构钢操作地点环境温度低于-12℃时,均不得进行矫正和冷弯曲,以防在低温条件和外力作用下发生裂纹。......
2023-08-22

焊接过程中,最低道间温度应不低于预热温度;静载结构焊接时,最大道间温度不宜超过250℃;周期性荷载结构和调质钢焊接时,最大道间温度不宜超过230℃。......
2023-08-22
表5-9 切割余量 2.切割面质量要求钢材切割后,不得有分层,断面上不得有裂纹,应清除切口处的毛刺或熔渣和飞溅物。图5-7 切割面割纹深度示意图h—切割面割纹深度5)剪切面的垂直度,如图5-9所示,应小于等于2.0mm。......
2023-08-22

焊接过程中以及焊接后,被焊构件内将不可避免地产生焊接应力和焊接变形。由于这三种原因的综合影响,再加上结构的形状、尺寸、周界条件和施焊条件的不同,焊接结构中产生的变形状态也很复杂。表3-21 各种焊接变形......
2023-08-22

绘制时,剖视剖切符号不应与其他图线相接触。图1-4 断面的剖切符号索引符号与详图符号1)图样中的某一局部或构件,如需另见详图应以索引符号索引。索引符号是由直径为8~10mm的圆和水平直径组成,圆及水平直径应以细实线绘制。7)被索引的图样与索引位置在同一张图纸内时,应按图1-8的规定进行编排。......
2023-08-22

图3-4 焊接接头坡口形式和尺寸的标记标记示例:焊条电弧焊、完全焊透、对接、I形坡口、背面加钢衬垫的单面焊接接头表示为MC-BI-BS1。表3-5 气体保护焊、自保护焊全焊透坡口形式和尺寸(续)埋弧焊全焊透坡口形式和尺寸宜符合表3-6要求。......
2023-08-22

根据H断面尺寸调整H胎模,使其纵向腹板定位于工字钢水平高差,并符合施工图尺寸要求。箱体结构整体组装是在H型结构全部完工后进行的。先将H型结构腹板边缘矫正好,使其不平度小于1/1000,然后在下盖板上放上与腹板装配线定位线,翻过面与H型结构组装,组装方法通常采用一个方向装配,定位点焊采用对称方法,这样可以减少装配应力,防止结构变形。......
2023-08-22
相关推荐