咸蛋的加工方法比皮蛋及其他蛋制品简单易行,加工费用低廉,加工时间比较短,加工技术也容易掌握。食盐有一定的防腐能力,可以抑制微生物的生长,使蛋内容物的分解和变化速度延缓,所以咸蛋的保存期比较长。......
2023-06-15
螺栓球节点主要是由钢球、高强度螺栓、锥头或封板、套筒、螺钉和钢管等零件组成,如图5-21所示。
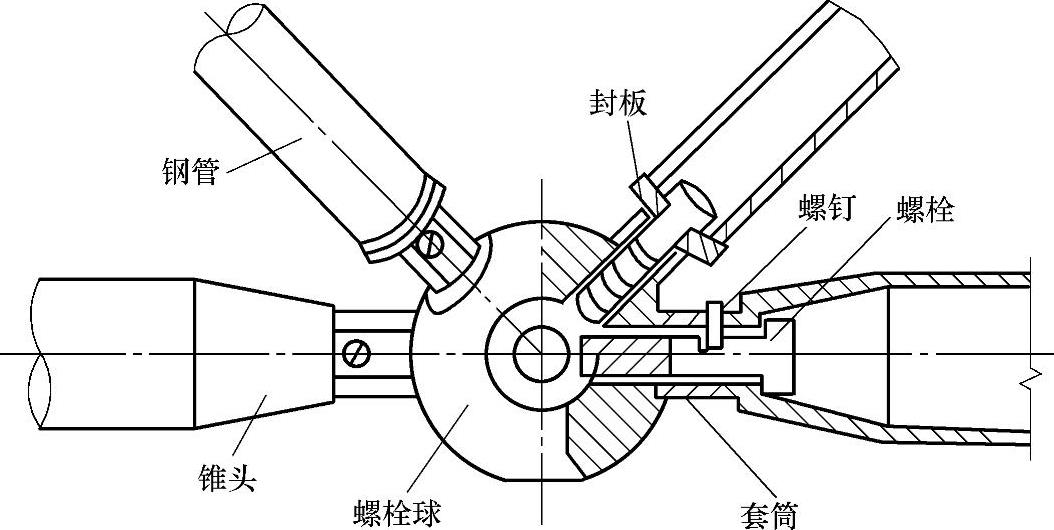
图5-21 螺栓球节点
1.螺栓球加工要求
(1)球材加热
球材加热须符合下列规定:
1)焊接球材加热到600~900℃的适当温度。
2)加热后的钢材放到半圆胎架内,逐步压制成半圆形球。压制过程中,应尽量减少压薄区与压薄量,采取措施是加热均匀。压制时氧化皮应及时清理,半圆球在胎位内能变换位置。钢板压成半圆球后,表面不应有裂纹、褶皱。
3)半圆球出胎冷却后,对半圆球用样板修正弧度,然后切割半圆球的平面,注意按半径切割,但应留出拼圆余量。
4)半圆球修正、切割以后应该打坡口,坡口角度与形式应符合设计要求。
(2)球加肋
加肋半圆球与空心焊接球受力情况不同,故对钢网架重要节点通常均安排加肋焊接球,加肋形式有多种,有加单肋的,还有垂直双肋球等,因此,圆球拼装前,还应加肋、焊接。然而,加肋高度不应超出圆周半径,以免影响拼装。
(3)球拼装
球拼装时,应有胎位,保证拼装质量,球的拼装应保持球的拼装直径尺寸、球的圆度一致。
(4)球焊接
拼好的球放在焊接胎架上,两边各打一小孔固定圆球,并能随着机床慢慢旋转,旋转一圈,调整焊道,调整焊丝高度,调整各项焊接参数,然后用半自动埋弧焊机(也可以用气体保护焊机)对圆球进行多层多道焊接,直至焊道焊平为止,不要余高。
(5)焊缝检查
焊缝外观检查合格后应在24h之后对钢球焊缝进行超声波探伤检查。
2.锥头、封板和套筒加工
(1)锥头、封板加工
锥头、封板是钢管端部的连接件,其材料应与钢管材料一致。锥头、封板的加工可在车床上进行,锥头也可用模锻成型。
加工时,焊接处坡口角度宜取30°。内孔可比螺栓直径大0.5mm,封板中心孔同轴度极限偏差为0.2mm,如图5-22所示为封板厚度和锥头底板厚度h极限偏差为+0.5-0.2mm。锥头、封板与钢管杆件配合间隙为2.0mm,以保证底层全部熔透。
(2)套筒加工
套筒可采用Q235号钢、20号或45号钢加工而成,其外形尺寸应符合开口尺寸系列的要求。经模锻后,毛坯长度为+3.0mm,六角对边为S±1.5mm,六角对角D±2.0mm。加工后,套筒长度极限偏差为±0.2mm,两端面的平行度为0.3mm,套筒内孔中心至侧面距离s的极限偏差为±0.5mm,套筒两端平面与套筒轴线的垂直度极限偏差为其外接圆半径r的0.5%,如图5-23所示。
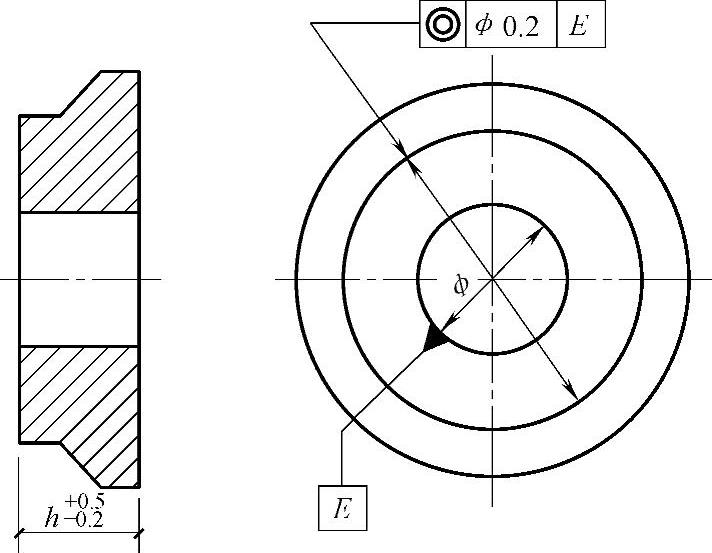
图5-22 封板
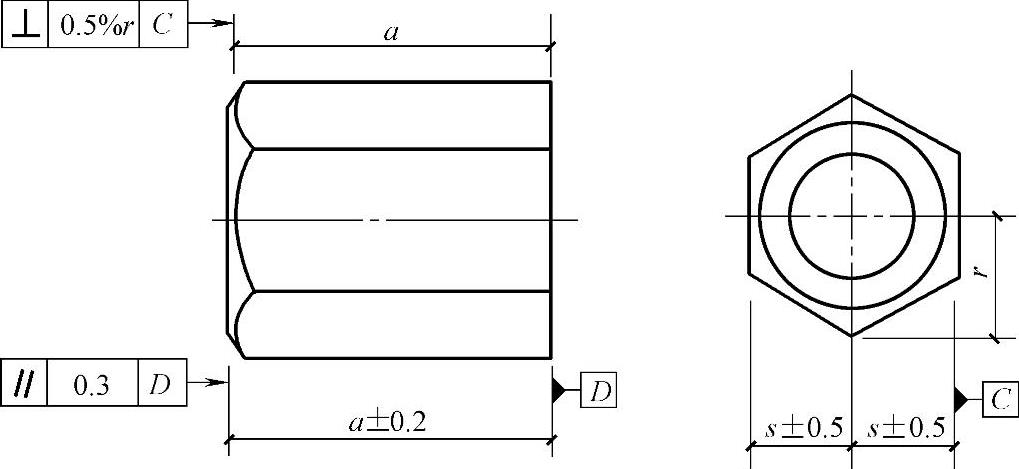
图5-23 套筒
3.螺栓球加工允许偏差
螺栓球成型后,不应有裂纹、褶皱、过烧。螺栓球是网架杆件互相连接的受力部件,采取热锻成型,质量容易得到保证。对锻造球,应着重检查是否有裂纹、叠痕、过烧。检验时,每种规格抽查10%,且不应少于5个,用10倍放大镜观察或表面探伤。
螺栓球加工的允许偏差应符合表5-33的规定。检查时,每种规格抽查10%,且不应少于5个。
表5-33 螺栓球加工的允许偏差 (单位:mm)

(续)

注:r为螺栓球半径;d为螺栓球直径。
有关钢结构工程识图与施工技巧的文章

咸蛋的加工方法比皮蛋及其他蛋制品简单易行,加工费用低廉,加工时间比较短,加工技术也容易掌握。食盐有一定的防腐能力,可以抑制微生物的生长,使蛋内容物的分解和变化速度延缓,所以咸蛋的保存期比较长。......
2023-06-15

了解酸奶的加工工艺,掌握酸奶的加工方法。通常制备好的生产(工作)发酵剂应尽快使用,也可保存于 0~5°C的冰箱中待用。具体办法是在少量的原料奶中加入糖加热溶解,过滤后倒入原料奶中混匀即可。装瓶:将酸奶瓶用水浴煮沸消毒 20 min,然后将添加发酵剂的奶分装于酸奶瓶中,每次不能超过容器的 4/5。......
2023-06-15

文稿修改要达到两个目的,一是修改篇幅和结构。黄禹锡是整个论文造假事件的总策划人,对此事负有不可推卸的责任,他的行为已涉嫌构成欺诈罪。而违反《生命伦理法》的最重惩罚是3年监禁。处理结果:截至2010年6月17日,汪晖本人对此事件并未公开发表相关的声明和辩护。2005年7月20日,周宝珠以侵犯著作权为由,向天津市第二中级人民法院提起诉讼。天津外国语学院已经根据法院判决,解除了沈履伟教职,给予其行政记大过处分。......
2023-08-13
螺纹的种类很多,应用很广,螺纹的加工方法和螺纹刀具也很多。按螺纹加工方法,螺纹刀具可分为切削法螺纹刀具和滚压法螺纹刀具两大类。螺纹铣刀可以在经过改装的车床上进行加工,且可对较硬的材料进行切削,是一种高效的螺纹加工刀具。螺纹铣刀的生产效率较高,但加工质量较低,一般用于比量较大螺纹的粗加工。常用的螺纹滚压工具有滚丝轮和搓丝板。......
2023-07-01

螺纹的加工方法很多,经常使用的有车削、套螺纹、攻螺纹、铣削、磨削和滚压加工,具体应根据螺纹的类别、精度及零件的结构与生产类型选择适用的加工方法。车削时只用中溜板横向进给,在几次行程后,将螺纹车到所需的尺寸和表面粗糙度,这种方法叫作直进法,适用于P<3 mm 的三角形螺纹的粗、精车。在车床上用板牙套螺纹的方法。套筒4 上有一条长槽,长槽内由销钉3 插入工具体2 中,防止套螺纹时转动。......
2023-06-29

材料的特性B30钢是微合金非调质预硬化塑料模具钢和贝氏体型钢。该钢是上海宝钢研制的创新型专利产品,B是宝钢的企业代号。在此基础上,获得较均匀硬度分布的焊接材料是结构钢焊条J107Cr,相应的焊接工艺是350℃预热、350℃焊接及焊后350℃回火。按照P20钢工艺,锻后空冷至300℃后缓冷,不用热处理仍可保持交货状态。热加工规范加热温度1250℃,开始温度1200℃,终止温度≥850℃,热加工后冷却到300℃后缓冷至室温。......
2023-06-23
实际几何参数与理想几何参数的偏离程度称为加工误差。调整法加工时的调整误差,除上述因素外,还与调整方法有关。主轴回转误差会造成加工零件的形位误差及表面波度和粗糙度。导轨导向误差会造成加工表面的形状与位置误差。4)机床主轴、导轨等的位置关系误差,将使加工表面产生形状与位置误差。表5-1 造成各类加工误差的原始误差......
2023-06-28

相关推荐