如图7-32所示为一栋二层厂房吊装,用两台履带式起重机在跨内开行,采用综合法吊装梁板式结构的顺序。图7-32 履带式起重机跨内综合吊装法1—柱预制、堆放场地 2—粱、板堆放场地 1、2、3…其不分段进行分层吊装,如图7-33所示为塔式起重机在跨外开行,采取分层分段流水吊装四层框架顺序,划分为四个吊装段进行。......
2023-08-22
冲孔是在冲孔机(冲床)上进行的,通常只能在较薄的钢板或型钢上冲孔。孔径通常不应小于钢材的厚度,多用于不重要的节点板、垫板、加强板、角钢拉撑等小件的孔加工,其制孔效率较高。但由于孔的周围产生冷作硬化,孔壁质量差,孔口下榻,故而在钢结构制作中已较少直接采用。
1.冲孔施工要点
(1)冲孔的直径应大于板厚,否则易损坏冲头。冲孔下模上平面的孔应比上模的冲头直径大0.8~1.5mm。
(2)构件冲孔时,应装好冲模,检查冲模之间间隙是否均匀一致,并用与构件相同的材料试冲,经检查质量符合要求后,再正式冲孔。
(3)大批量冲孔时,应按批抽查孔的尺寸及孔的中心距,以便及时发现问题,及时纠正。
(4)当环境温度低于-20℃时,应禁止冲孔。
2.冲孔尺寸及范围
(1)冲孔时,冲孔尺寸为:
1)凸模外径为:[孔公称直径+(0.4~0.8)孔径公差]-凸模制造公差。
2)凹模内径为:(凸模外径+2×合理间隙)+凹模制造公差。
(2)落料时,冲孔尺寸为:
1)凹槽内径为:[孔公称外径-(0.4~0.8)外径公差]+凹模制造公差。
2)凸模外径为:(凹槽内径-2×合理间隙)-凸模制造公差。
(3)冲孔范围:
孔径必须大于板厚。批量小时,长孔可用两端钻孔中间氧割的办法加工,然而,孔的长度必须大于2d,如图5-20所示。
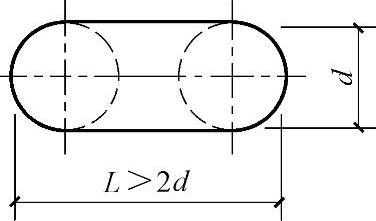
图5-20 冲模
有关钢结构工程识图与施工技巧的文章

如图7-32所示为一栋二层厂房吊装,用两台履带式起重机在跨内开行,采用综合法吊装梁板式结构的顺序。图7-32 履带式起重机跨内综合吊装法1—柱预制、堆放场地 2—粱、板堆放场地 1、2、3…其不分段进行分层吊装,如图7-33所示为塔式起重机在跨外开行,采取分层分段流水吊装四层框架顺序,划分为四个吊装段进行。......
2023-08-22

为达到基础二次灌浆的强度,在用垫铁调整或处理标高、垂直度时,应保持基础支承面与钢柱底座板下表面之间的距离不小于40mm,以利于灌浆,并全部填满空隙。冬期施工时,基础二次灌浆配制的砂浆应掺入防冻剂、早强剂,以防止冻害或强度上升过缓的缺陷。为保证基础二次灌浆达到强度要求。2)如果设计要求需做强度试验时,应在同批施工的基础中采用的同种材料、同一配合比同一天施工及相同施工方法和条件下,制作两组砂浆试块。......
2023-09-29

图5-19 风钻钻孔示意图1—工件 2—电钻 3—链条 4—压杠机床钻孔通常零件上的孔眼可用普通立式钻床钻孔。钻孔的方法与风钻钻孔的方法基本相同,工作时接通电源即可进行钻孔。表5-29 常用的钻孔加工方法3.钻孔施工技巧构件钻孔前应进行试钻,经检查认可后方可正式钻孔。使用钻模厚度一般为15mm左右,钻套内孔直径比设计孔径大0.3mm。对于成对或成副的构件,宜成对或成副钻孔,以便构件组装。......
2023-08-22

2)高波压型金属板的侧向搭接部位必须设置连接件,间距为700~800mm。压型钢板腹板与翼缘水平面之间的夹角,当用于屋面时不应小于50°;当用于墙面时不应小于45°。图8-6 压型钢板不采用固定支架的连接屋面高波压型钢板在檩条上固定时,应设置专门的固定支架,如图8-7所示。图8-7 压型钢板采用固定支架的连接屋面高波压型钢板,每波均应以连接件连接,对屋面中波或低波板可每波或隔波与支承构件相连。......
2023-08-22
因施工详图编制比较烦琐,费工费时且需要一定的设计周期,因此,施工单位、建设单位等应了解钢结构工程特有的分工设计特点,在编制施工计划中予以考虑。......
2023-09-28

普通碳素结构钢、低合金结构钢的零件在热弯曲加工时,其加热温度在900℃左右进行。当零件为普通碳素结构钢,操作地点环境温度低于-16℃,低合金结构钢操作地点环境温度低于-12℃时,均不得进行矫正和冷弯曲,以防在低温条件和外力作用下发生裂纹。......
2023-08-22
水平笼箍垂直间距应不大于1500mm。护笼顶部在平台或梯子顶部进、出平面上的高度应不小于《固定式钢梯及平台安全要求 第3部分:工业防护栏杆及钢平台》中规定的栏杆高度,并有进、出平台的措施或进出口。未能固定到梯梁上的平台以上或进、出口以上的护笼部件应固定到护栏上或直接固定到结构、建筑物或设备上。......
2023-08-22
相关推荐