普通碳素结构钢、低合金结构钢的零件在热弯曲加工时,其加热温度在900℃左右进行。当零件为普通碳素结构钢,操作地点环境温度低于-16℃,低合金结构钢操作地点环境温度低于-12℃时,均不得进行矫正和冷弯曲,以防在低温条件和外力作用下发生裂纹。......
2023-08-22
1.钻孔的方式
(1)风钻钻孔
用风钻钻孔时,将链条下端的钩子钩在工件上,链条上端套在压杠端部的螺栓钩子上,并由三人操作,其中一人除了握住手柄外,还要控制开关,一人握住手柄,另一人把住压扛下压进钻。如图5-19所示。
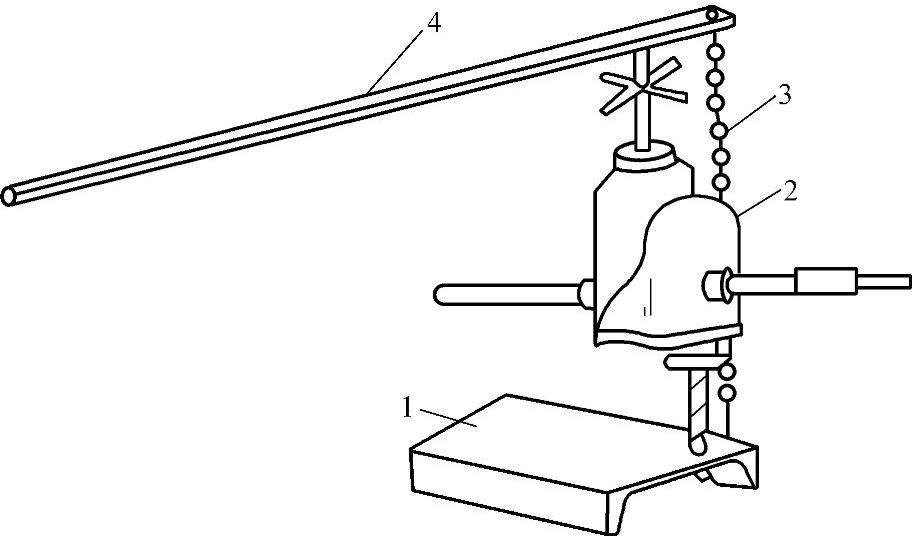
图5-19 风钻钻孔示意图
1—工件 2—电钻 3—链条 4—压杠
(2)机床钻孔
通常零件上的孔眼可用普通立式钻床钻孔。通常采用的立式钻床由变速机、钻杆、主轴、手动进钻轮和卡盘等组成。钻孔前应先装上钻头并将工件固定在卡盘上,然后按下电钮使钻床运转,并根据孔的大小调整好钻杆的转速,孔小转速要快,孔大转速则要慢。调好转速后。即可将钻头对正孔的中心,扳动进钻把钻孔。
(3)电钻钻孔
重大构件上的孔眼,还可用电钻钻孔。钻孔的方法与风钻钻孔的方法基本相同,工作时接通电源即可进行钻孔。
2.钻孔加工技巧
钻孔加工的方法有两种:画线钻孔和钻模钻孔,这两种钻孔方法的施工操作技巧见表5-29。
表5-29 常用的钻孔加工方法

3.钻孔施工技巧
(1)构件钻孔前应进行试钻,经检查认可后方可正式钻孔。
(2)用划针和钢尺在构件上划出孔的中心和直径,并在孔的圆周上(90℃位置)打四个冲眼,作钻孔后检查用。孔中心的冲眼应大而深,在钻孔时作为钻头定心用。
(3)钻制精度要求高的精制螺栓孔或板叠层数多、长排连接、多排连接的群孔,可借助钻模卡在工件上制孔。使用钻模厚度一般为15mm左右,钻套内孔直径比设计孔径大0.3mm。
(4)为提高工效,亦可将同种规格的板件叠合在一起钻孔,但必须卡牢或点焊固定。然而,重叠板厚度不应超过50mm。
对于成对或成副的构件,宜成对或成副钻孔,以便构件组装。
有关钢结构工程识图与施工技巧的文章

普通碳素结构钢、低合金结构钢的零件在热弯曲加工时,其加热温度在900℃左右进行。当零件为普通碳素结构钢,操作地点环境温度低于-16℃,低合金结构钢操作地点环境温度低于-12℃时,均不得进行矫正和冷弯曲,以防在低温条件和外力作用下发生裂纹。......
2023-08-22

孔径通常不应小于钢材的厚度,多用于不重要的节点板、垫板、加强板、角钢拉撑等小件的孔加工,其制孔效率较高。构件冲孔时,应装好冲模,检查冲模之间间隙是否均匀一致,并用与构件相同的材料试冲,经检查质量符合要求后,再正式冲孔。当环境温度低于-20℃时,应禁止冲孔。批量小时,长孔可用两端钻孔中间氧割的办法加工,然而,孔的长度必须大于2d,如图5-20所示。......
2023-08-22

待焊接的表面及距焊缝位置50mm范围内不得有影响正常焊接和焊缝质量的氧化皮、锈蚀、油脂、水等杂质。焊接前,应采用钢丝刷、砂轮等工具彻底清除待焊处表面的氧化皮、铁锈、油污等杂物,焊接坡口应按现行国家标准《钢结构焊接规范》进行检查。......
2023-08-22
图5-25 加肋的空心球D—管直径 t—加肋钢板宽度图5-26 加套管连接图5-27 空心球节点连接a—相邻钢管杆件间的缝隙2.焊接空心球加工允许偏差焊接空心球加工的允许偏差应符合表5-34的规定。表5-34 焊接空心球加工的允许偏差 注:d为焊接空心球的外径;t为焊接空心球的壁厚。......
2023-08-22

绘制时,剖视剖切符号不应与其他图线相接触。图1-4 断面的剖切符号索引符号与详图符号1)图样中的某一局部或构件,如需另见详图应以索引符号索引。索引符号是由直径为8~10mm的圆和水平直径组成,圆及水平直径应以细实线绘制。7)被索引的图样与索引位置在同一张图纸内时,应按图1-8的规定进行编排。......
2023-08-22

表5-9 切割余量 2.切割面质量要求钢材切割后,不得有分层,断面上不得有裂纹,应清除切口处的毛刺或熔渣和飞溅物。图5-7 切割面割纹深度示意图h—切割面割纹深度5)剪切面的垂直度,如图5-9所示,应小于等于2.0mm。......
2023-08-22

如图7-32所示为一栋二层厂房吊装,用两台履带式起重机在跨内开行,采用综合法吊装梁板式结构的顺序。图7-32 履带式起重机跨内综合吊装法1—柱预制、堆放场地 2—粱、板堆放场地 1、2、3…其不分段进行分层吊装,如图7-33所示为塔式起重机在跨外开行,采取分层分段流水吊装四层框架顺序,划分为四个吊装段进行。......
2023-08-22
根据H断面尺寸调整H胎模,使其纵向腹板定位于工字钢水平高差,并符合施工图尺寸要求。箱体结构整体组装是在H型结构全部完工后进行的。先将H型结构腹板边缘矫正好,使其不平度小于1/1000,然后在下盖板上放上与腹板装配线定位线,翻过面与H型结构组装,组装方法通常采用一个方向装配,定位点焊采用对称方法,这样可以减少装配应力,防止结构变形。......
2023-08-22
相关推荐