焊接过程中,最低道间温度应不低于预热温度;静载结构焊接时,最大道间温度不宜超过250℃;周期性荷载结构和调质钢焊接时,最大道间温度不宜超过230℃。......
2023-08-22
在钢结构制作过程中,由于原材料变形、切割变形、焊接变形、运输变形等经常影响构件的制作及安装。矫正就是造成新的变形去抵消已经发生的变形。矫正可采用机械矫正、加热矫正、加热与机械联合矫正等方法。
1.弯曲点确定
型钢在矫直前,先要确定弯曲点的位置(又称找弯),这是矫正工作不可缺少的步骤。在现场确定型钢变形位置时常用平尺靠量,拉直粉线来检验,但多数是用目测,如图5-13所示。确定型钢的弯曲点时,应注意型钢自重下沉而产生的弯曲,影响准确查看弯曲度。因此对较长型的型钢测弯要放在水平面上或放在矫架上测量。
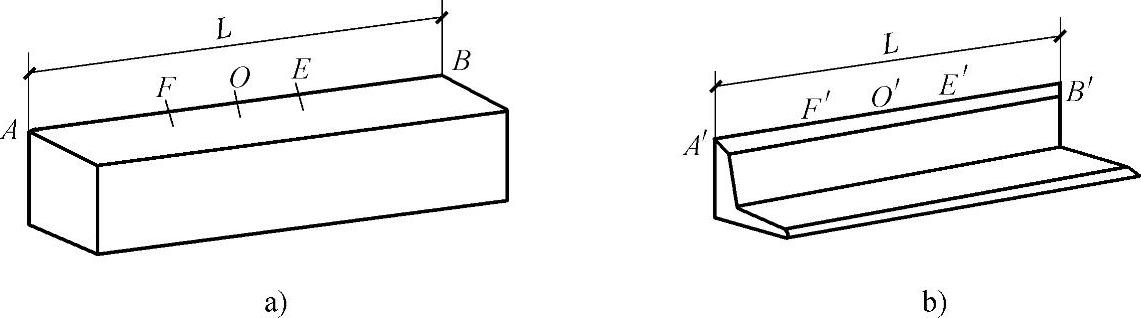
图5-13 型钢目测弯曲点
目测型钢弯曲点时,应以全长(L)中间O点为界,A、B两人分别站在型钢的各端,并翻转各面找出所测的界前弯曲点(A视E段长度、B视F段长度),然后用粉笔标注。目测方法适于有经验的工人,缺少经验者目测的误差就较大,因此对长度较短的型钢测弯点时应采用直尺量,较长的应用拉线法测量。
2.机械矫正
(1)型钢机械矫正
型钢的机械矫正是在型钢矫直机上进行的,如图5-14所示。型钢矫直机的工作力有侧向水平推力和垂直向下压力两种。两种型钢矫直机的工作部分是由两个支承和一个推撑构成的。推撑可做伸缩运动,伸缩距离可根据需要进行控制,两个支承固定在机座上,可按型钢弯曲程度来调整两支承点之间的距离,一般矫大弯距距离则大,矫小弯距距离则小。在矫直机的支承、推撑之间的下平面至两端,一般安设数个带轴承的转动轴或滚筒支架设施,便于矫正较长的型钢时,来回移动省力。
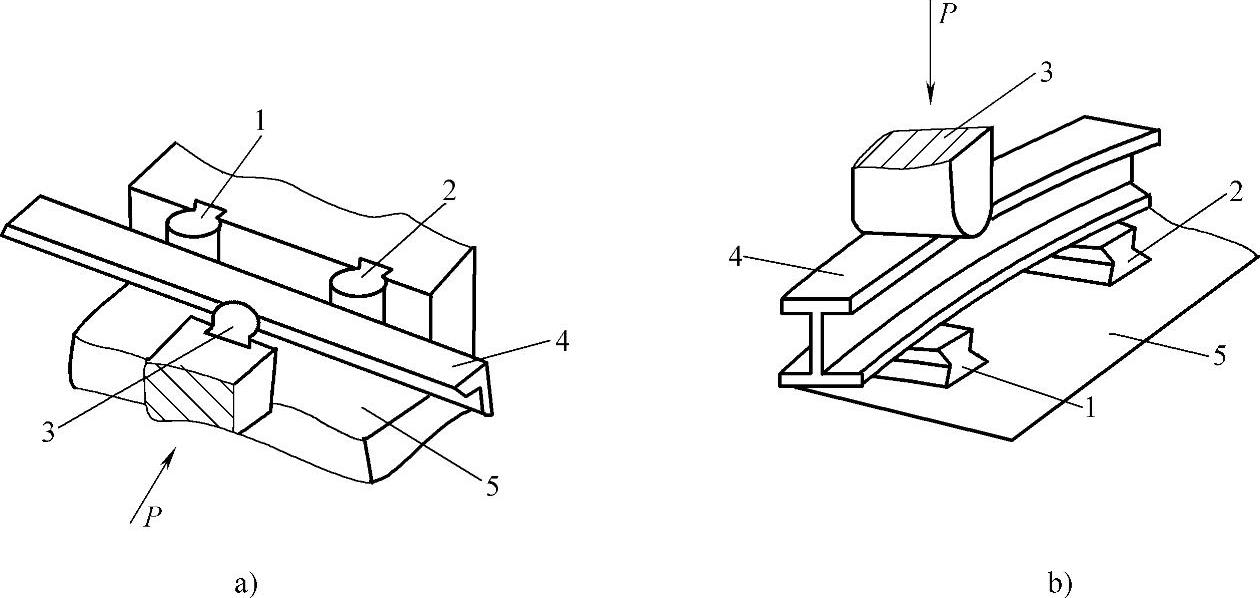
图5-14 型钢的机械矫正
a)撑直机矫直角钢 b)撑直机(或压力机)矫直工字钢
P—作用力 1、2—支承 3—推撑 4—型钢 5—平台
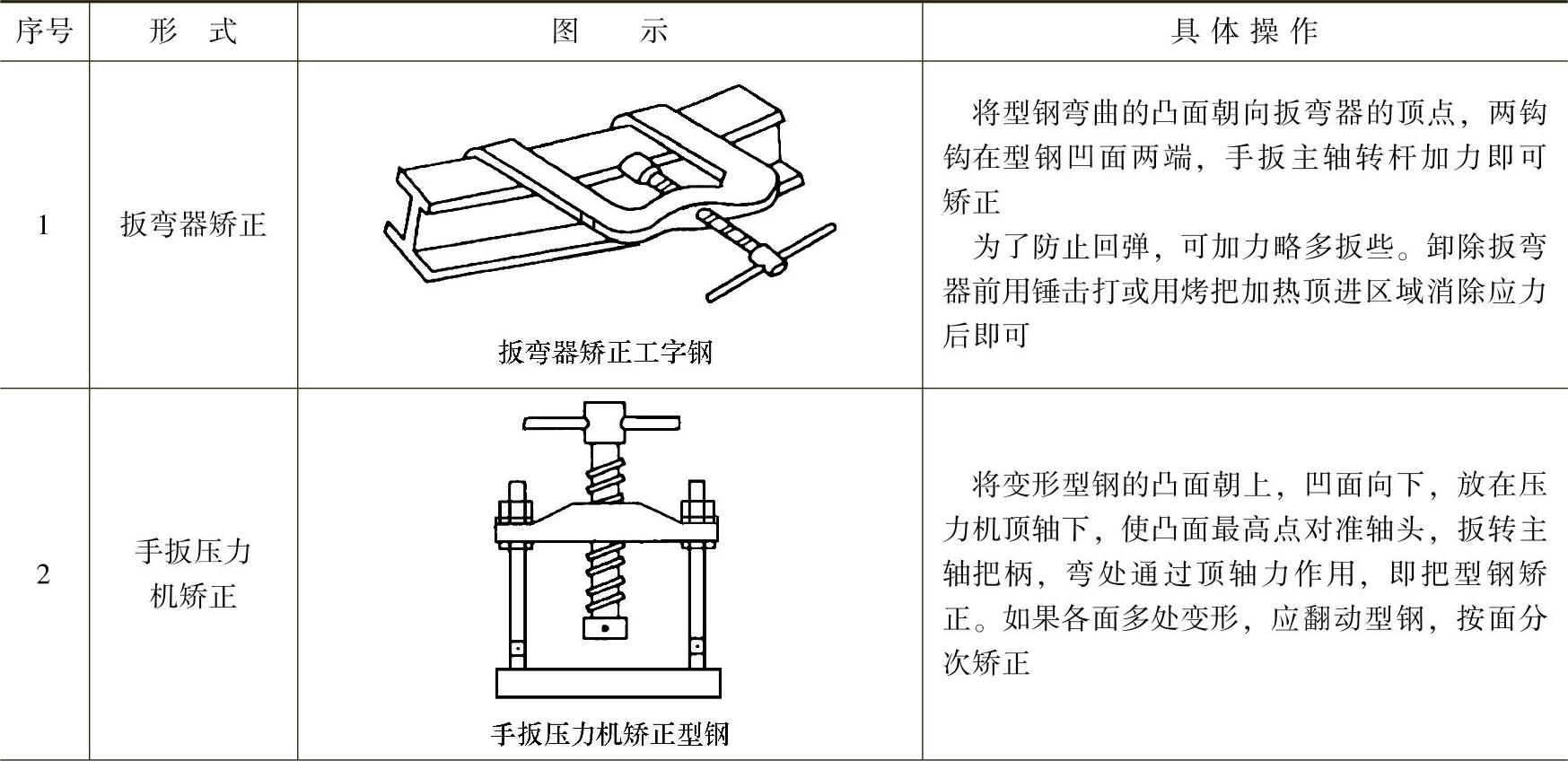
(2)型钢半自动机械矫正
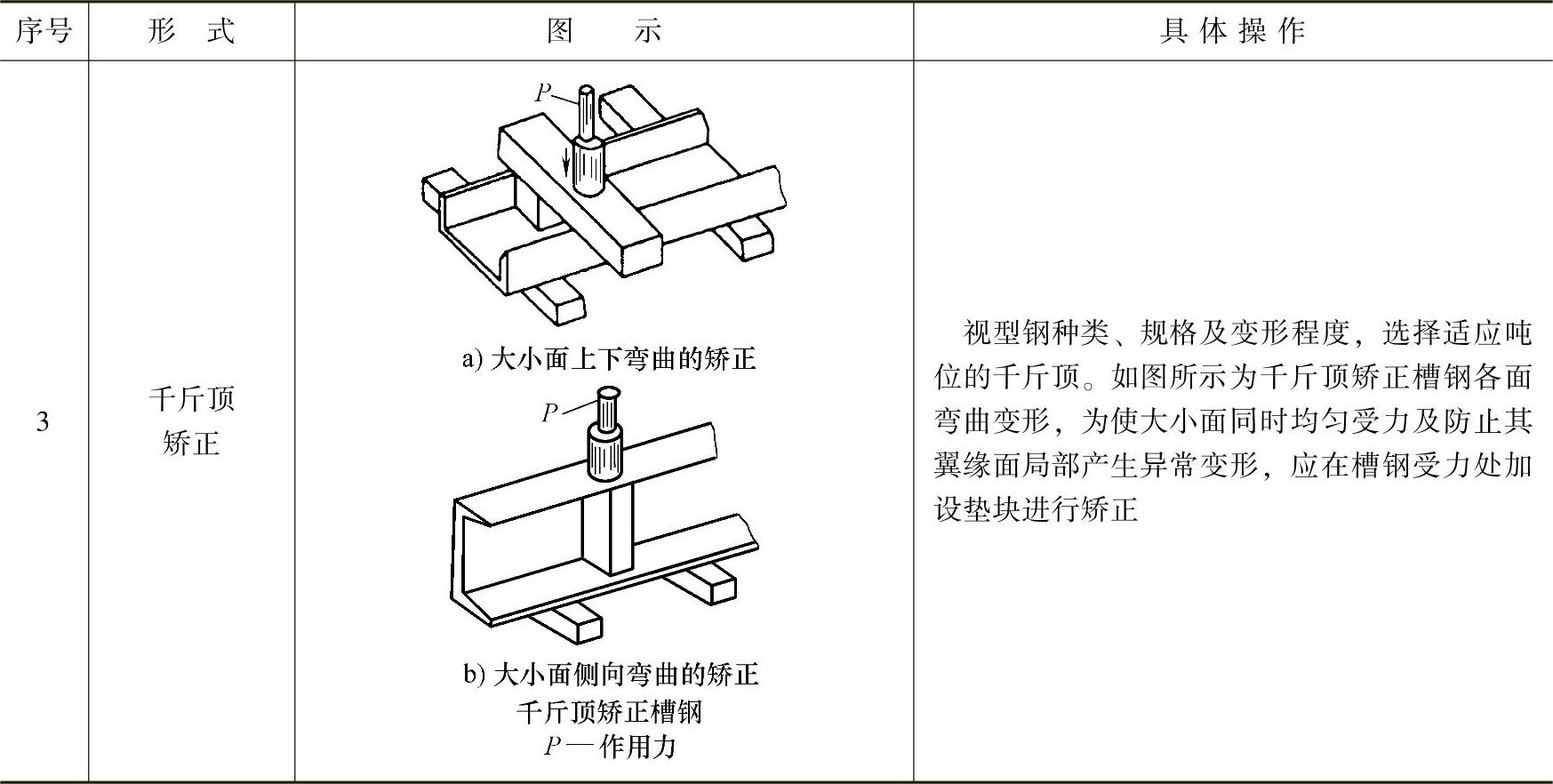
型钢半自动机械矫正的方法和具体操作见表5-13。
表5-13 型钢半自动机械矫正的方法和具体操作
(续)
3.加热矫正
(1)火焰加热矫正
用氧-乙炔焰或其他气体的火焰对部件或构件变形部位进行局部加热,利用金属热胀冷缩的物理性能,钢材受热冷却时产生很大的冷缩应力来矫正变形。
火焰加热矫正变形一般只适用于低碳钢、Q345,对于中碳钢、高合金钢、铸铁和有色金属等脆性较大的材料,由于冷却收缩变形会产生裂纹,不得采用。
1)加热方式。火焰加热矫正有点状加热、线状加热和三角形加热三种,见表5-14。
表5-14 加热方式
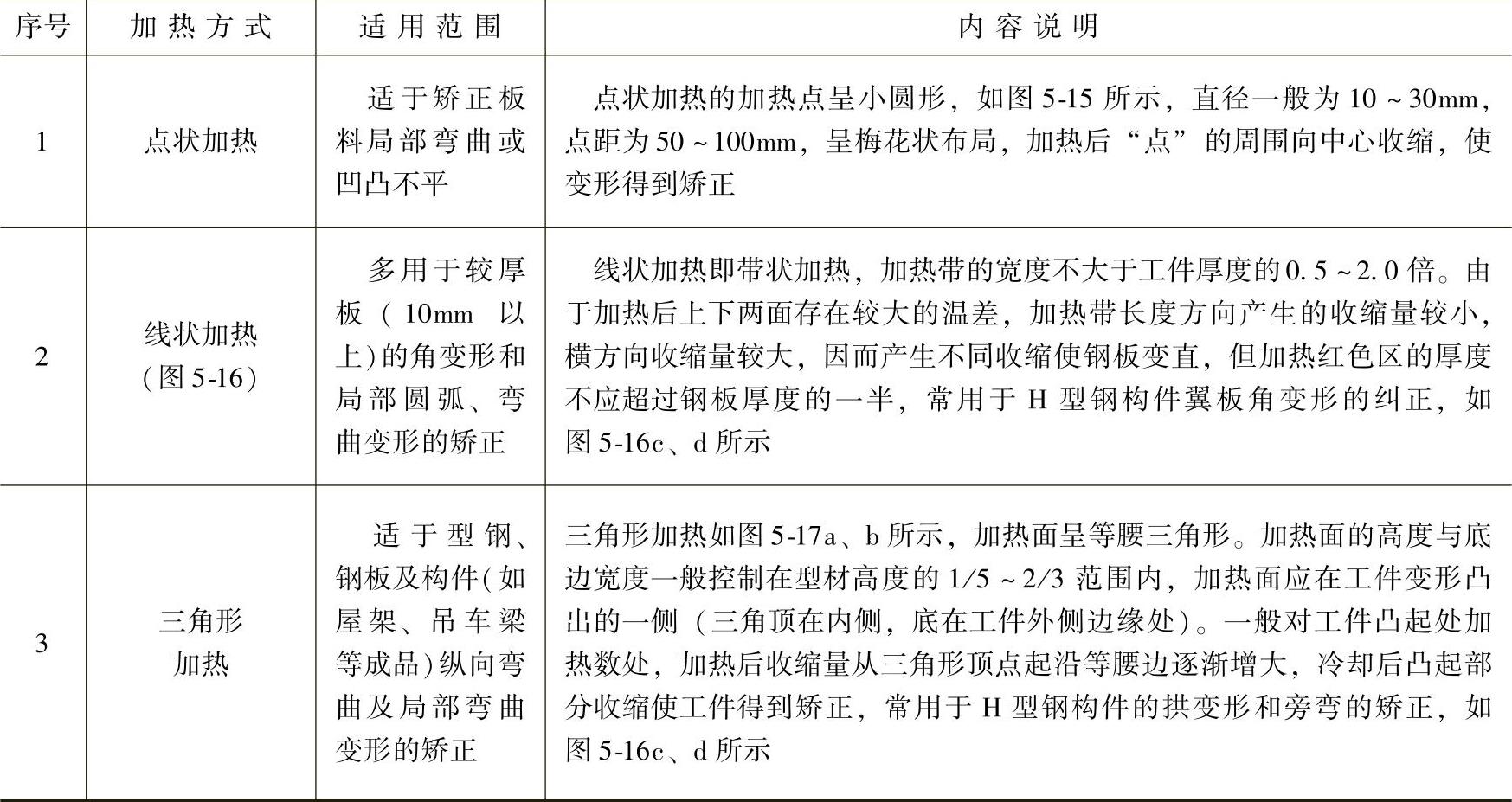

图5-15 火焰加热的点状加热方式
a)点状加热布局 b)用点状加热矫正吊车梁腹板变形
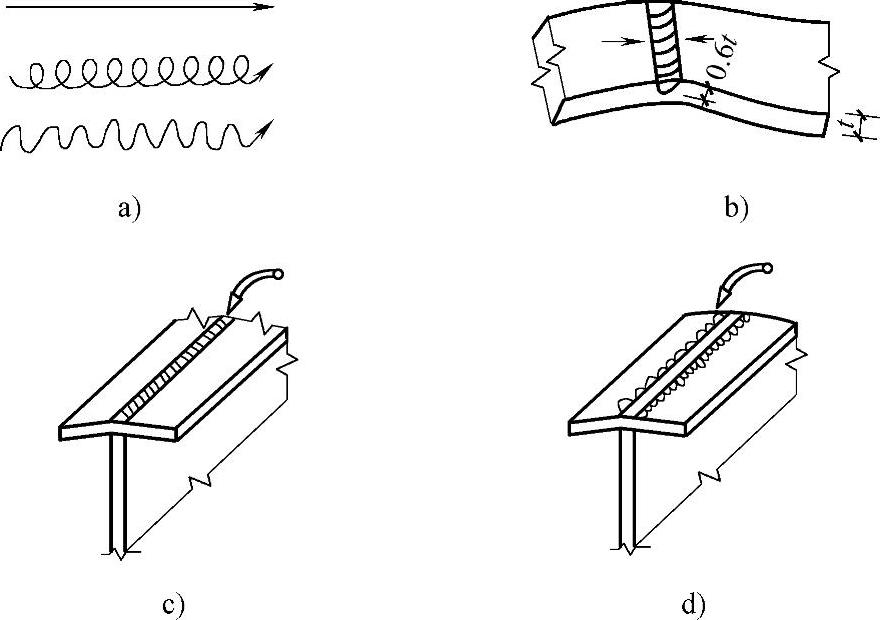
图5-16 火焰加热的线状加热方式
a)线状加热方式 b)用线状加热矫正板变形 c)用单加热带矫正H型梁翼缘角变形 d)用双加热带矫正H型梁角变形
t—板材的厚度
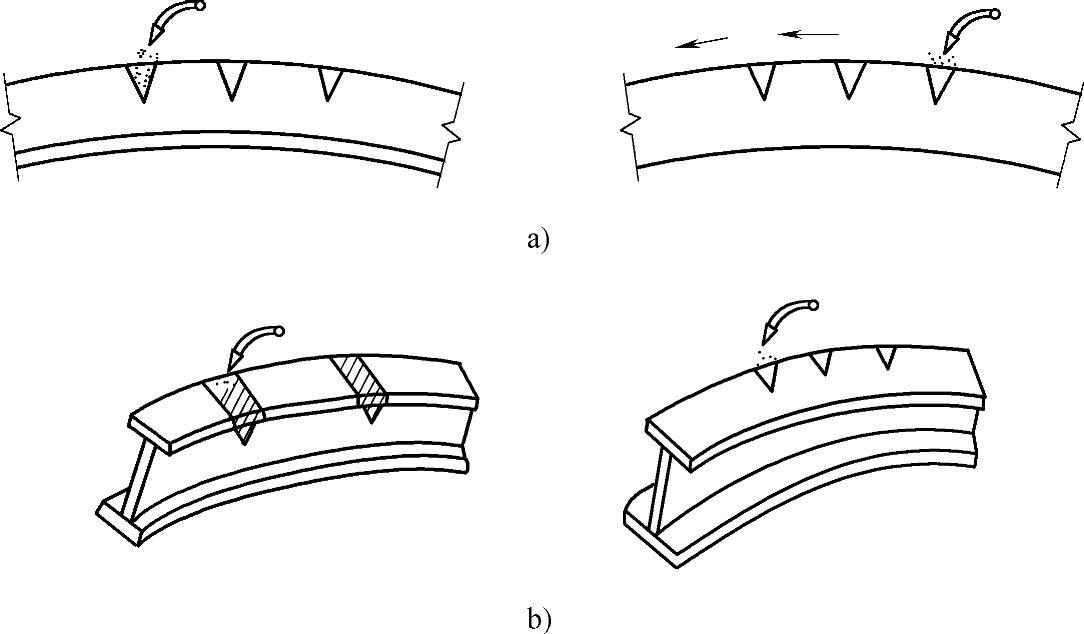
图5-17 火焰加热的三角形加热方式
a)角钢、钢板的三角形加热方式 b)用三角形加热矫正H型梁拱变形和旁弯曲变形
2)加热控制。火焰加热矫正时应将工件垫平,分析变形原因,正确选择加热点、加热温度和加热面积等,同一加热点的加热次数不宜超过3次。
火焰加热温度应符合规定,加热应均匀,不得有过热、过烧现象。火焰矫正厚度较大的钢材时,加热后不得用凉水冷却。对低合金钢必须缓慢冷却,因冷水使钢材表面与内部温差过大,易产生裂纹。
实践中凭钢材的颜色来判断加热温度的高低,加热过程中,钢材的颜色变化所表示的温度见表5-15。
表5-15 钢材表面颜色及其相应温度(在暗处观察)

(2)高频热点矫正
高频热点矫正是在火焰矫正的基础上发展起来的一种新工艺,采用高频热点校正可以矫正任何钢材的变形,尤其适用于一些尺寸较大、形状复杂的工件矫正。
高频热点矫正法的原理与火焰矫正法大致相同,所不同的是热源不用火焰而是采用高频感应加热。当用交流电通入高频感应圈后,感应圈随即产生交变磁场。当感应圈靠近钢材时,由于交变磁场的作用,使钢材内部产生感应电流,由于钢材电阻的热效应而发热,使温度立即升高,从而进行加热矫正。因此,用高频热点矫正时,加热位置的选择也与火焰矫正相同。
4.加热与机械联合矫正
加热与机械联合矫正法是将零部件或构件两端垫以支承件,用压力压(或顶)其凸出变形部位,使其矫正。常用机械有撑直机、压力机等,如图5-18a所示。或用小型千斤顶或加横梁配合热烤,对构件成品进行顶压矫正,如图5-18b、图5-18c所示。对小型钢材弯曲可用弯轨器,将两个弯钩钩住钢材,用转动丝杆顶压凸弯部位矫正,如图5-18d所示。较大的工件可采用螺旋千斤顶代替螺纹杆顶正。对成批型材可采取在现场制作支架,以千斤顶作动力进行矫正。
加热与机械联合矫正适用于型材、钢构件、工字梁、吊车梁、构架或结构件进行局部或整体变形矫正。但是,普通碳素钢温度低于-16℃时,低合金结构钢温度低于-12℃时,不宜采用本法矫正,以免产生裂纹。
5.矫正的允许偏差
矫正后的钢材表面,不应有明显的凹痕或损伤,划痕深度不得大于0.5mm,且不应超过钢材厚度允许负偏差的1/2。钢材矫正后的允许偏差应符合表5-16的规定。
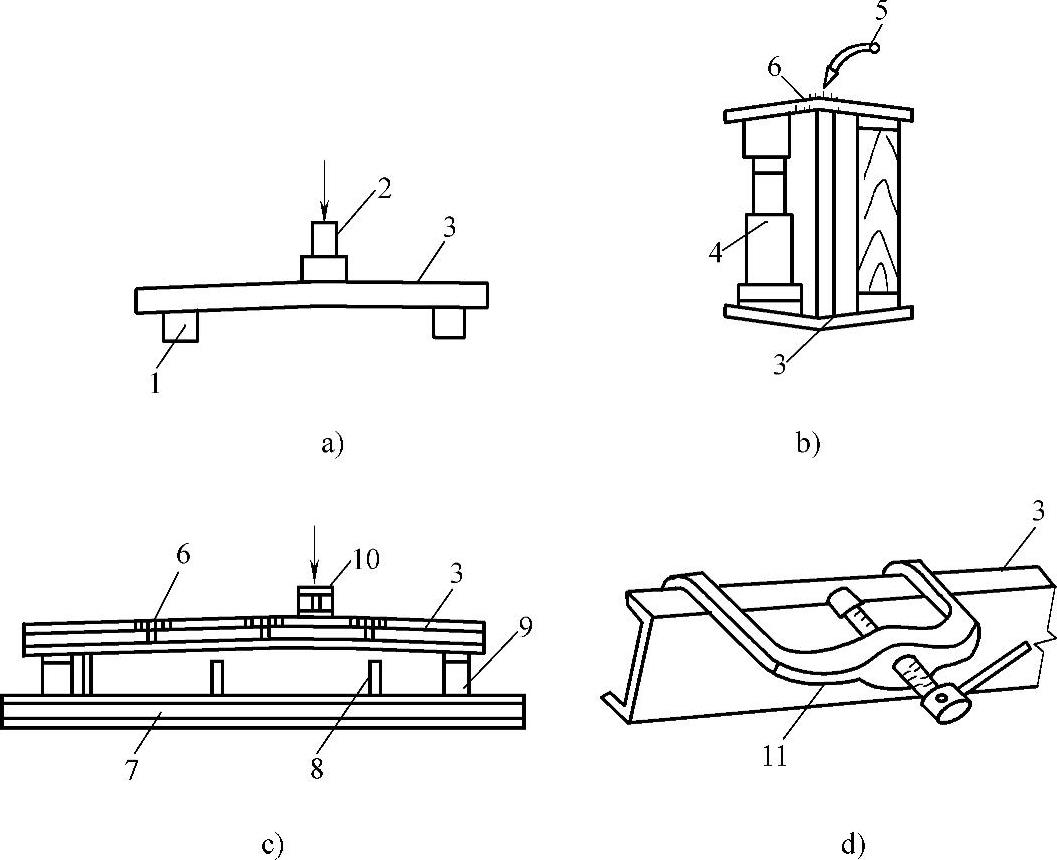
图5-18 联合矫正法
a)单头撑直机矫正(平面) b)用千斤顶配合热烤矫正 c)用横梁加荷配合热烤矫正 d)用弯轨器矫正
1—支撑块 2—压力机顶头 3—弯曲型钢 4—液压千斤顶 5—烤枪 6—加热带 7—平台 8—标准平板 9—支座 10—加荷横梁 11—弯轨器
表5-16 钢材矫正后的允许偏差 (单位:mm)

有关钢结构工程识图与施工技巧的文章

焊接过程中,最低道间温度应不低于预热温度;静载结构焊接时,最大道间温度不宜超过250℃;周期性荷载结构和调质钢焊接时,最大道间温度不宜超过230℃。......
2023-08-22

同时在拼装时不应采用较大的外力强制组对,避免构件焊后产生过大的拘束应力而发生变形。变形校正的方法当钢构件发生弯曲或扭曲变形超过设计规定的范围时,必须进行矫正。条形钢结构变形主要采用火焰矫正。......
2023-08-22

表5-9 切割余量 2.切割面质量要求钢材切割后,不得有分层,断面上不得有裂纹,应清除切口处的毛刺或熔渣和飞溅物。图5-7 切割面割纹深度示意图h—切割面割纹深度5)剪切面的垂直度,如图5-9所示,应小于等于2.0mm。......
2023-08-22

待焊接的表面及距焊缝位置50mm范围内不得有影响正常焊接和焊缝质量的氧化皮、锈蚀、油脂、水等杂质。焊接前,应采用钢丝刷、砂轮等工具彻底清除待焊处表面的氧化皮、铁锈、油污等杂物,焊接坡口应按现行国家标准《钢结构焊接规范》进行检查。......
2023-08-22

绘制时,剖视剖切符号不应与其他图线相接触。图1-4 断面的剖切符号索引符号与详图符号1)图样中的某一局部或构件,如需另见详图应以索引符号索引。索引符号是由直径为8~10mm的圆和水平直径组成,圆及水平直径应以细实线绘制。7)被索引的图样与索引位置在同一张图纸内时,应按图1-8的规定进行编排。......
2023-08-22
根据H断面尺寸调整H胎模,使其纵向腹板定位于工字钢水平高差,并符合施工图尺寸要求。箱体结构整体组装是在H型结构全部完工后进行的。先将H型结构腹板边缘矫正好,使其不平度小于1/1000,然后在下盖板上放上与腹板装配线定位线,翻过面与H型结构组装,组装方法通常采用一个方向装配,定位点焊采用对称方法,这样可以减少装配应力,防止结构变形。......
2023-08-22

各类钢材尺寸的容许偏差,可参照相关规定进行核对。钢材表面的锈蚀深度,不得超过其厚度公差。对属于下列情况之一的钢材,应进行抽样复验,并要求见证取样、送样。5)设计有复验要求的钢材。工程预算通常可按实际用量所需的数值再增加10%进行提料和备料。......
2023-08-22
普通碳素结构钢、低合金结构钢的零件在热弯曲加工时,其加热温度在900℃左右进行。当零件为普通碳素结构钢,操作地点环境温度低于-16℃,低合金结构钢操作地点环境温度低于-12℃时,均不得进行矫正和冷弯曲,以防在低温条件和外力作用下发生裂纹。......
2023-08-22
相关推荐