待焊接的表面及距焊缝位置50mm范围内不得有影响正常焊接和焊缝质量的氧化皮、锈蚀、油脂、水等杂质。焊接前,应采用钢丝刷、砂轮等工具彻底清除待焊处表面的氧化皮、铁锈、油污等杂物,焊接坡口应按现行国家标准《钢结构焊接规范》进行检查。......
2023-08-22
1.切割余量
钢材的切割余量可依据设计进行确定。如无明确规定,可参见表5-9选取。
表5-9 切割余量 (单位:mm)

2.切割面质量要求
(1)钢材切割后,不得有分层,断面上不得有裂纹,应清除切口处的毛刺或熔渣和飞溅物。
(2)钢材的切割面应符合下列各项要求:
1)切割面平面度u,如图5-6所示,即在所测部位切割面上的最高点和最低点,按切割面倾角方向所作两条平行线的间距,应符合u≤0.05t(t为切割面厚度),且不大于2.0mm。
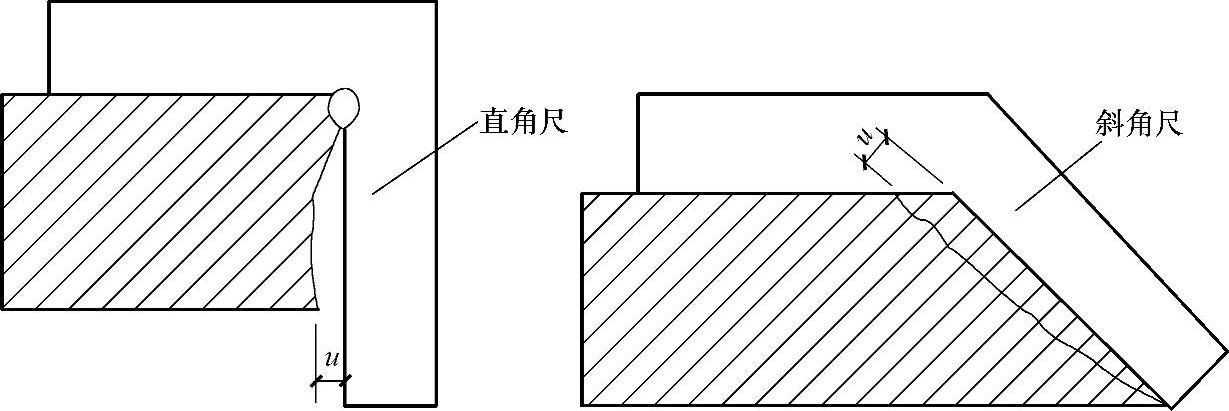
图5-6 切割面平面度示意图
u—切割面平面度
2)切割面割纹深度(表面粗糙度)h,如图5-7所示,即在沿着切割方向20mm长的切割面上,以理论切割线为基准的轮廓峰顶线与轮廓峰底线之间的距离,h≤0.2mm。
3)局部缺口深度,即在切割面上形成的宽度、深度及形状不规则的缺陷,它使均匀的切割面产生中断。其深度应小于等于1.0mm。
4)钢材切割面应无裂纹、夹渣、分层和大于1mm的缺棱,如图5-8所示。
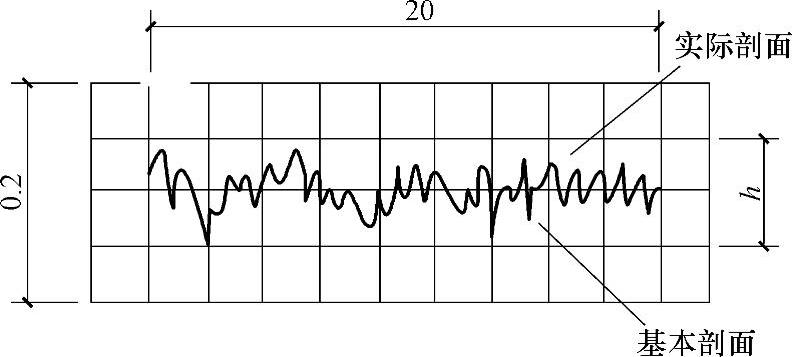
图5-7 切割面割纹深度示意图
h—切割面割纹深度(表面粗糙度)
5)剪切面的垂直度,如图5-9所示,应小于等于2.0mm。
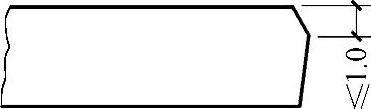
图5-8 机械剪切面的边缘缺棱示意图

图5-9 剪切面的垂直度示意图
6)切割面出现裂纹、夹渣、分层等缺陷,一般是钢材本身的质量问题,特别是厚度大于10mm的沸腾钢钢材容易出现这类问题,故需特别注意。
有关钢结构工程识图与施工技巧的文章

待焊接的表面及距焊缝位置50mm范围内不得有影响正常焊接和焊缝质量的氧化皮、锈蚀、油脂、水等杂质。焊接前,应采用钢丝刷、砂轮等工具彻底清除待焊处表面的氧化皮、铁锈、油污等杂物,焊接坡口应按现行国家标准《钢结构焊接规范》进行检查。......
2023-08-22

绘制时,剖视剖切符号不应与其他图线相接触。图1-4 断面的剖切符号索引符号与详图符号1)图样中的某一局部或构件,如需另见详图应以索引符号索引。索引符号是由直径为8~10mm的圆和水平直径组成,圆及水平直径应以细实线绘制。7)被索引的图样与索引位置在同一张图纸内时,应按图1-8的规定进行编排。......
2023-08-22

根据H断面尺寸调整H胎模,使其纵向腹板定位于工字钢水平高差,并符合施工图尺寸要求。箱体结构整体组装是在H型结构全部完工后进行的。先将H型结构腹板边缘矫正好,使其不平度小于1/1000,然后在下盖板上放上与腹板装配线定位线,翻过面与H型结构组装,组装方法通常采用一个方向装配,定位点焊采用对称方法,这样可以减少装配应力,防止结构变形。......
2023-08-22
各类钢材尺寸的容许偏差,可参照相关规定进行核对。钢材表面的锈蚀深度,不得超过其厚度公差。对属于下列情况之一的钢材,应进行抽样复验,并要求见证取样、送样。5)设计有复验要求的钢材。工程预算通常可按实际用量所需的数值再增加10%进行提料和备料。......
2023-08-22

3)特殊流水作业段内的吊装顺序应按安装工艺确定,并应符合设计文件的要求。多层及高层钢结构安装校正应依据基准柱进行,并应符合下列规定:1)基准柱应能够控制建筑物的平面尺寸并便于其他柱的校正,宜选择角柱为基准柱。高层钢结构安装时应分析竖向压缩变形对结构的影响,并应根据结构特点和影响程度采取预调安装标高、设置后连接构件等相应措施。......
2023-08-22
普通碳素结构钢、低合金结构钢的零件在热弯曲加工时,其加热温度在900℃左右进行。当零件为普通碳素结构钢,操作地点环境温度低于-16℃,低合金结构钢操作地点环境温度低于-12℃时,均不得进行矫正和冷弯曲,以防在低温条件和外力作用下发生裂纹。......
2023-08-22
表4-4 各种直径螺栓的允许荷载注:对于Q235及45号钢应将表中允许值分别乘以修正系数0.75及1.1。图4-2 拧紧成组螺母的方法a)长方形布置 b)方形布置 c)圆形布置3.螺栓防松技巧一般螺纹连接均具有自锁性,当受静荷载和工作温度变化不大时,不会自行松脱。为保证连接安全可靠,对螺纹连接必须采取有效的防松措施。表4-5 常见的防松措施......
2023-08-22

相关推荐