表4-4 各种直径螺栓的允许荷载注:对于Q235及45号钢应将表中允许值分别乘以修正系数0.75及1.1。图4-2 拧紧成组螺母的方法a)长方形布置 b)方形布置 c)圆形布置3.螺栓防松技巧一般螺纹连接均具有自锁性,当受静荷载和工作温度变化不大时,不会自行松脱。为保证连接安全可靠,对螺纹连接必须采取有效的防松措施。表4-5 常见的防松措施......
2023-08-22
1.螺栓紧固方法
(1)扭矩法
扭矩法是根据施加在螺母上的紧固扭矩与导入螺栓中的预拉力之间有一定关系的原理,以控制扭矩来控制预拉力的方法。
高强度大六角头螺栓连接副施拧可采用扭矩法或转角法,施工时应符合下列规定:
1)施工用的扭矩扳手使用前应进行校正,其扭矩相对误差不得大于±5%;校正用的扭矩扳手,其扭矩相对误差不得大于±3%。
2)施拧时,应在螺母上施加扭矩。
3)施拧应分为初拧和终拧,大型节点应在初拧和终拧间增加复拧。初拧扭矩可取施工终拧扭矩的50%,复拧扭矩应等于初拧扭矩。终拧扭矩应按下式计算:
Tc=kPcd (4-6)
式中 Tc——施工终拧扭矩(N·m);
k——高强度螺栓连接副的扭矩系数平均值,取0.110~0.150;
Pc——高强度大六角头螺栓施工预拉力,可按表4-13选用(kN);
d——高强度螺栓公称直径(mm)。
4)采用转角法施工时,初拧(复拧)后连接副的终拧转角度应符合表4-14的要求。
表4-13 高强度大六角头螺栓施工预拉力 (单位:kN)

表4-14 初拧(复拧)后连接副的终拧转角度

注:1.d为螺栓公称直径。
2.螺母的转角为螺母与螺栓杆间的相对转角。
3.当螺栓长度l超过螺栓公称直径d的12倍时,螺母的终拧角度应由试验确定。
5)初拧或复拧后应对螺母涂画颜色标记。
(2)转角法
因扭矩系数的离散性,尤其是螺栓制造质量或施工管理不善、扭矩系数超过标准值,采用扭矩法施工会出现较大误差,此时可采用转角法施工。此法是用控制螺栓应变,即控制螺母的转角来获得规定的预拉力,因不需专用扳手,故简单有效。转角是从初拧作出的标记线开始,再用长扳手(或电动、风动扳手)终拧1/3~2/3圈(120°~240°)。终拧角度与板叠厚度和螺栓直径等有关,可预先测定。
高强度螺栓转角法施工分初拧和终拧两步进行,初拧的目的是为消除板缝影响,给终拧创造一个大体一致的基础,初拧扭矩一般为终拧扭矩的50%为宜,原则是以板缝密贴为准。转角法施工的工艺顺序如下:
1)初拧:按规定的初拧扭矩值,从节点或栓群中心顺序向外拧紧螺栓,并采用小锤敲击法检查,防止漏拧。
2)画线:初拧后对螺栓逐个进行画线,如图4-4所示。
3)终拧:用扳手使螺母再旋转一个额定角度,并画线。
4)检查:检查终拧角度是否达到规定的角度。
5)标记:对已终拧的螺栓用色笔作出明显的标记,以防漏拧或重拧。
螺母的旋转角度应在施工前复验,复验应在国家认可的有资质的检测单位进行,试验所用的轴力计、扳手及量角器等仪器应经过计量认证。
(3)电动扳手施拧
扭剪型高强度螺栓连接副应采用专用电动扳手施拧,施工时应符合下列规定:
1)施拧应分为初拧和终拧,大型节点宜在初拧和终拧间增加复拧。

图4-4 转角法施工
a)画线 b)螺母旋转角度
2)初拧扭矩值应取Tc计算值的50%,其中k应取0.13,也可按表4-15选用;复拧扭矩应等于初拧扭矩。
表4-15 扭剪型高强度螺栓初拧(复拧)扭矩值

3)终拧应以拧掉螺栓尾部梅花头为准,少数不能用专用扳手进行终拧的螺栓,扭矩系数k应取0.13。
4)初拧或复拧后应对螺母涂画颜色标记。
2.螺栓的紧固顺序
初拧、复拧和终拧应按照合理的顺序进行,由于连接板的不平,随意紧固或从一端或两端开始紧固,会使接头产生附加内力,也可能造成摩擦面空鼓,影响摩擦力的传递。高强度螺栓连接副的初拧、复拧、终拧应在24h内完成。紧固顺序应从接头刚度较大的部位向约束较小的方向、从栓群中心向四周顺序进行。具体为:
(1)箱形节点按图4-5所示A、B、C、D的顺序进行。
(2)工字梁节点螺栓群按图4-6所示①~⑥顺序进行。
(3)一般节点从中心向两端,如图4-7所示。
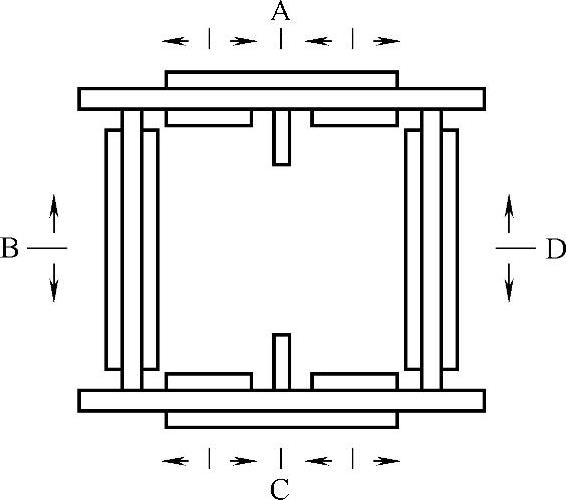
图4-5 箱形节点施拧顺序
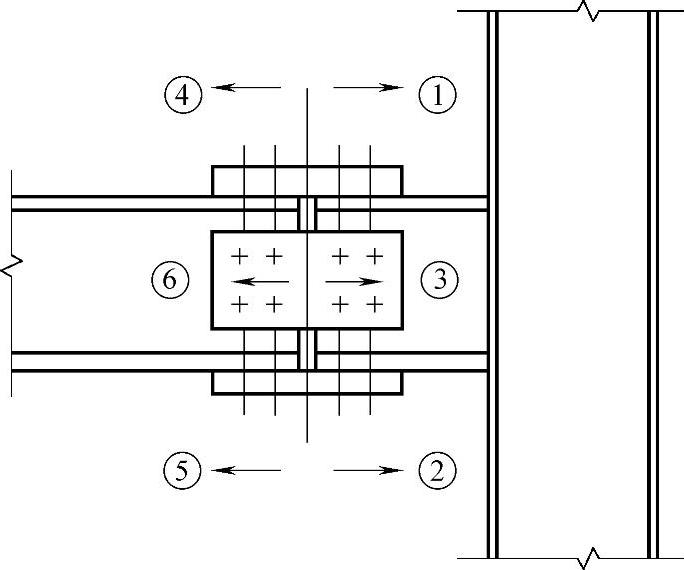
图4-6 工字梁节点施拧顺序
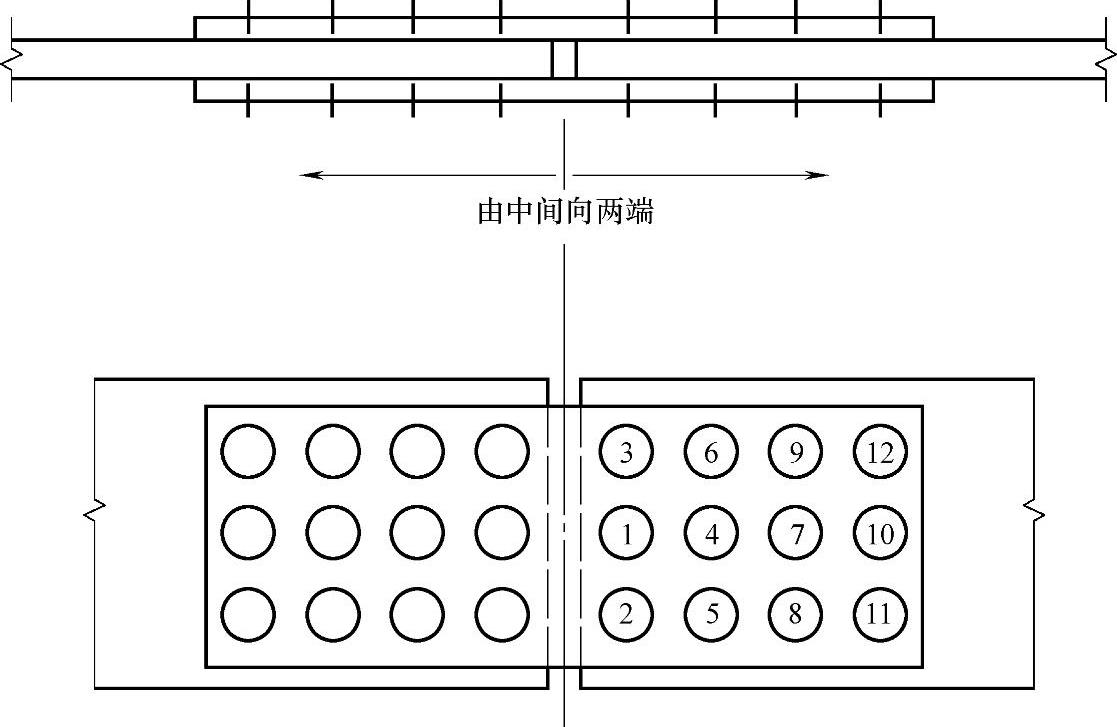
图4-7 一般节点施拧顺序
(4)H型钢截面柱对接节点按先翼缘后腹板。
(5)两个节点组成的螺栓群按先主要构件节点,后次要构件节点。
(6)高强度螺栓和焊接并用的连接节点,当设计文件无特殊规定时,宜按先螺栓紧固后焊接的施工顺序。
3.大六角头螺栓紧固
(1)高强度大六角头螺栓连接副由一个大六角头螺栓、一个螺母和两个垫圈组成。高强度大六角头螺栓初拧扭矩一般为终拧扭矩值的50%左右,若钢板厚度较大、螺栓间距较大时,初拧扭矩宜大一些为好;复拧扭矩值取等于初拧扭矩值;终拧扭矩值应由计算取得。
(2)高强度大六角头螺栓连接用扭矩法施工紧固时,应进行下列质量检查:
1)应检查终拧颜色标记,并应用0.3kg重小锤敲击螺母,对高强度螺栓进行逐个检查。
2)终拧扭矩应按节点数10%抽查,且不应少于10个节点。对每个被抽查节点应按螺栓数10%抽查,且不应少于2个螺栓。
3)检查时应先在螺杆端面和螺母上画一直线,然后将螺母拧松约60°;再用扭矩扳手重新拧紧,使两线重合,测得此时的扭矩应为0.9Tch~1.1Tch。Tch可按下式计算:
Tch=kPd (4-7)
式中 Tch——检查扭矩(N·m);
P——高强度螺栓设计预拉力(kN);
k——扭矩系数。
4)发现有不符合规定时,应再扩大1倍检查;仍有不合格者时,则整个节点的高强度螺栓应重新施拧。
5)扭矩检查宜在螺栓终拧1h以后、24h之前完成,检查用的扭矩扳手,其相对误差不得大于±3%。
(3)高强度大六角头螺栓连接转角法施工紧固,应进行下列质量检查:
1)应检查终拧颜色标记,同时应用约0.3kg重小锤敲击螺母,对高强度螺栓进行逐个检查。
2)终拧转角应按节点数抽查10%,且不应少于10个节点;对每个被抽查节点应按螺栓数抽查10%,且不应少于2个螺栓。
3)应在螺杆端面和螺母相对位置画线,然后全部卸松螺母,应再按规定的初拧扭矩和终拧角度重新拧紧螺栓,测量终止线与原终止线画线间的角度,应符合表4-14的要求,误差在±30°者应为合格。
4)发现有不符合规定时,应再扩大1倍检查;仍有不合格者时,则整个节点的高强度螺栓应重新施拧。
5)转角检查宜在螺栓终拧1h以后、24h之前完成。
4.螺栓的防松技巧
(1)垫放弹簧垫圈的可在螺母下面垫一开口弹簧垫圈,螺母紧固后在上下轴向产生弹性压力,可起到防松作用。为防止开口垫圈损伤构件表面,可在开口垫圈下面垫一平垫圈。
(2)在紧固后的螺母上面,增加一个较薄的副螺母,使两螺母之间产生轴向压力,同时也能增加螺栓、螺母凸凹螺纹的咬合自锁长度,以达到相互制约而不使螺母松动。使用副螺母防松的螺栓,在安装前应计算螺栓的准确长度,待防松副螺母紧固后,应使螺栓伸出副螺母外的长度不少于2个螺距。
(3)对永久性螺栓可将螺母紧固后,用电焊将螺母与螺栓的相邻位置,对称点焊3~4处或将螺母与构件相点焊;或将螺母紧固后,用尖锤或钢冲在螺栓伸出螺母的侧面或靠近螺母上平面螺纹处进行对称点铆3~4处,使螺栓上的螺纹被铆乱丝凹陷,以破坏螺纹,阻止螺母无法进行旋转,起到防松作用。
有关钢结构工程识图与施工技巧的文章

表4-4 各种直径螺栓的允许荷载注:对于Q235及45号钢应将表中允许值分别乘以修正系数0.75及1.1。图4-2 拧紧成组螺母的方法a)长方形布置 b)方形布置 c)圆形布置3.螺栓防松技巧一般螺纹连接均具有自锁性,当受静荷载和工作温度变化不大时,不会自行松脱。为保证连接安全可靠,对螺纹连接必须采取有效的防松措施。表4-5 常见的防松措施......
2023-08-22

高强度螺栓连接施工前,应对连接副实物和摩擦面进行检验和复验,合格后才能进入安装施工。扭剪型高强度螺栓如图4-3b所示,在施工前,应按出厂批复验高强度螺栓连接副的紧固轴力,每批复检八套,八套紧固预拉力的平均值和标准偏差应符合规定。高强度螺栓应在构件安装精度调整后进行拧紧。高强度螺栓现场安装时应能自由穿入螺栓孔,不得强行穿入。......
2023-08-22

轴向紧固装置种类很多,一般根据轴承类型、轴向载荷大小、转速的高低以及在轴上的位置和装拆条件等决定。轴向载荷较大时轴承内圈一般多采用锁紧螺母、止动垫圈紧固;轴承外圈多采用端盖、螺纹环紧固。当轴向载荷较小和转速较低时,轴承内圈多采用轴用弹性挡圈、紧定套、退卸套等紧固;轴承外圈多采用孔用弹性挡圈、止动环等紧固。下面介绍一般常采用的紧固装置。适用于转速不高、轴向载荷不大的光轴。......
2023-06-26

地脚螺栓在预留孔内埋设时,其根部底面与孔底的距离不得小于80mm;地脚螺栓的中心应在预留孔中心位置,螺栓的外表与预留孔壁的距离不得小于20mm。......
2023-08-22

目前油脂沾染对瓦楞纸板、纸箱力学性能影响的研究甚少。图2-7-2油脂沾染量对瓦楞纸板力学性能的影响对于瓦楞纸板而言,它依靠淀粉黏合剂将箱板纸和瓦楞芯纸黏合在一起构成了一个整体。油脂沾染量的增加也会导致瓦楞纸板黏合强度、边压强度及耐破强度的下降。油脂的沾染不仅会影响瓦楞纸箱的美观,油斑上极易粘染灰尘,也会削弱它的强度。......
2023-06-27
荷载是通过螺栓杆受剪、连接板孔壁承压来传递的。螺栓性能等级标号由两部分数字组成,分别表示螺栓的公称抗拉强度和材质的屈强比。1)普通螺栓连接对螺栓紧固力没有具体要求,以施工人员紧固螺栓时的手感及连接接头的外形控制为准,即施工人员使用普通扳手靠自己的力量拧紧螺母即可,须保证被连接面贴紧,无明显的间隙。永久性普通螺栓紧固应牢固、可靠、外露丝扣不应少于两扣。......
2023-09-28

相关推荐